文|龙跃谭
编辑|龙跃谭
●○ 引 言 ○●
M390304是一种高强度、耐腐蚀的不锈钢材料,广泛应用于航空、航天、核能等领域,在实际应用中,通常采用CMT焊接技术对其进行连接。
然而焊接接头的微观组织和力学性能,对其使用寿命和安全性有着很大的影响,因此为了进一步提高M390304 CMT焊接接头的性能,热处理工艺成为了研究的重点。
我们旨在探究不同热处理工艺对M390304 CMT焊接接头的微观组织和力学性能的影响,以提供有效的工艺控制方法和技术支持,为M390304 CMT焊接接头的制造和应用提供参考。
①
●○ 实验材料制备 ○●
我们旨在研究热处理工艺对M390304 CMT焊接接头微观组织及力学性能的影响,因此实验设计主要包括材料制备、焊接接头制备、热处理工艺和力学性能测试等四个方面。
本研究中,选择M390304不锈钢作为研究对象,通过CMT(Cold Metal Transfer)焊接技术制备焊接接头,并对接头进行热处理,以研究热处理工艺对焊接接头微观组织和力学性能的影响。
材料选择:选择M390304不锈钢板材作为研究对象,首先将板材进行清洗处理,以去除表面污物和氧化层,然后进行粗磨和细磨处理,以得到平整光滑的表面。
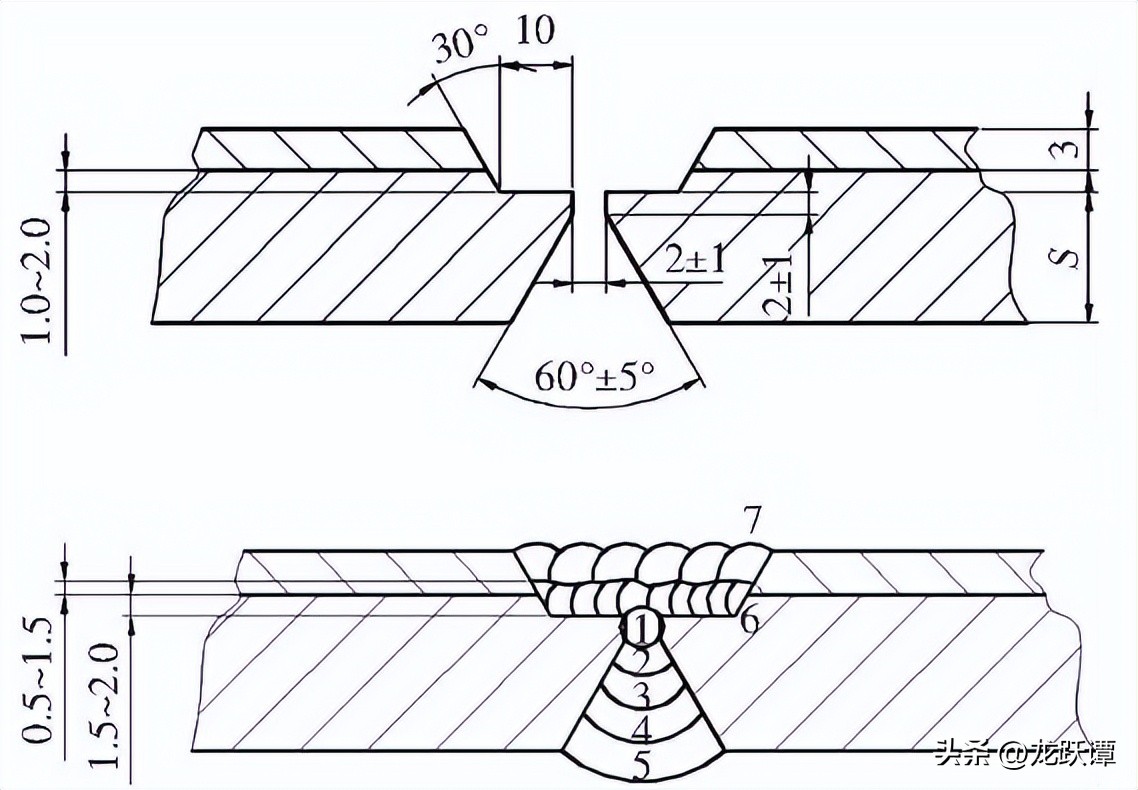
焊接接头制备:采用CMT焊接技术制备焊接接头,具体步骤为:将两块M390304不锈钢板材放在一起,通过CMT焊接技术进行焊接,形成一条焊缝,焊接参数如下:焊接电流为120A,焊接电压为18V,送丝速度为5m/min。
热处理工艺:对焊接接头进行热处理,以改善焊接接头的微观组织和力学性能,热处理温度为800℃,保温时间为2小时,然后将接头冷却至室温。
样品制备:从焊接接头的不同位置取样,以制备金相组织样品和力学性能试样。
通过以上步骤制备的样品,可以用于后续的金相组织观察、硬度测试、拉伸试验等实验研究,以分析热处理工艺对焊接接头微观组织和力学性能的影响。
M390304是一种高强度、耐腐蚀的不锈钢材料,常用于制造高端机械设备、化工设备以及航空航天领域中的部件,在这些应用中,常常需要将不同的部件通过焊接技术连接起来,焊接接头的制备是影响整个设备性能的关键因素之一。
我们采用CMT(Cold Metal Transfer)焊接技术制备M390304焊接接头,CMT焊接是一种新型的低温高效率焊接技术,采用间歇式送丝方式,在焊接过程中通过控制电流和电压来实现精确的熔池控制,从而实现高质量、高效率的焊接。

在焊接接头制备过程中,首先需要对接头进行精细加工和表面处理,以消除表面缺陷和减少内部应力,然后通过CMT焊接技术将两个部件连接起来,形成焊接接头,焊接过程中,需要控制焊接参数,包括焊接电流、电压、送丝速度等,以获得较好的焊接质量。
制备完成后,需要对焊接接头进行后续处理,在本研究中,采用了热处理工艺对焊接接头进行处理,具体操作包括先将焊接接头在高温下加热。
然后在适当的温度下冷却,以改善焊接接头的组织和性能,热处理工艺的参数需要根据实际情况进行选择,以获得最佳的效果。
整个焊接接头制备过程需要严格控制各个环节,以确保焊接接头的质量,只有在制备过程中注意细节,才能制备出高质量、高性能的焊接接头。
②
●○ 热处理工艺和力学测试 ○●
热处理工艺是指将金属材料加热至一定温度,保温一段时间后进行冷却的一系列工艺,热处理工艺能够通过调整材料的组织结构和性能来改善材料的性能。
热处理工艺的主要目的是通过控制金属材料的相组成、晶粒尺寸和晶界特征等微观结构参数来改变其宏观性能,包括机械性能、物理性能和化学性能等。
具体来说,热处理工艺可以分为退火、正火、淬火、回火、时效等多种类型,在热处理工艺中,加热温度、保温时间和冷却速率等工艺参数对材料的性能影响非常大。
因此在实际应用中,需要根据具体材料的特性和需求来选择合适的热处理工艺和参数,以获得最佳的性能,热处理工艺是一种重要的金属加工工艺,广泛应用于制造业的各个领域。
对焊接接头进行拉伸实验和硬度测试,以研究热处理工艺对接头力学性能的影响,拉伸实验采用万能试验机进行,测试速度为1mm/min,测试得到的力学性能指标包括屈服强度、拉断强度、断后伸长率等,硬度测试采用Vickers硬度计进行,测试结果以HV表示。
为保证实验结果的可靠性,每组实验样本重复测试3次,取平均值作为最终结果,在实验过程中,还进行了金相组织观察和扫描电子显微镜(SEM)分析,以进一步了解焊接接头的微观组织和变化情况。
③
●○ 实验结果 ○●
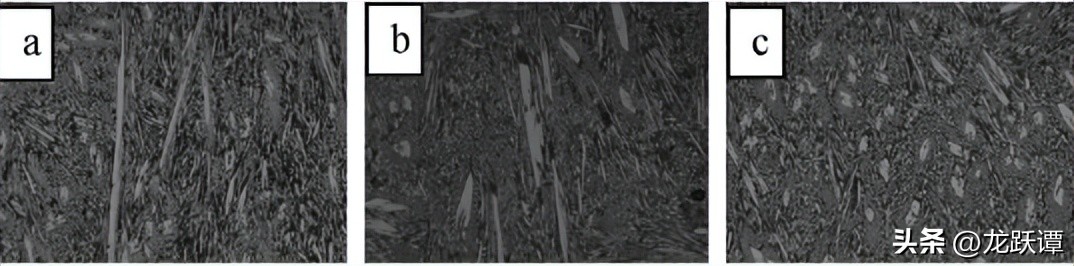
显微组织观察是研究材料微观结构的重要手段,可以通过显微镜观察材料的晶粒结构、相组成和缺陷等信息,在热处理工艺对M390304 CMT焊接接头微观组织及力学性能的影响研究中,显微组织观察是必不可少的手段。
常用的显微观察方法包括金相显微镜、扫描电子显微镜(SEM)和透射电子显微镜(TEM)等,在M390304 CMT焊接接头的研究中,主要采用金相显微镜来观察样品的显微组织,其具体操作步骤如下:
样品制备:将焊接接头切成适当大小的试样,并用砂纸将试样表面打磨平整。
金相试样制备:将试样用乙醇、*酮丙**等有机溶剂清洗干净,然后在抛光机上进行抛光处理,抛光时要保持一定的时间和压力,以获得平滑的试样表面。
试样腐蚀:将抛光后的试样放入酸性或碱性腐蚀液中,进行腐蚀处理,腐蚀液的选择和处理时间要根据材料的性质和研究目的进行确定。
试样显微观察:将腐蚀后的试样取出,用显微镜观察其显微组织结构,观察时需要根据样品的性质选择合适的放大倍数和光源,以便观察到所需的显微组织信息。

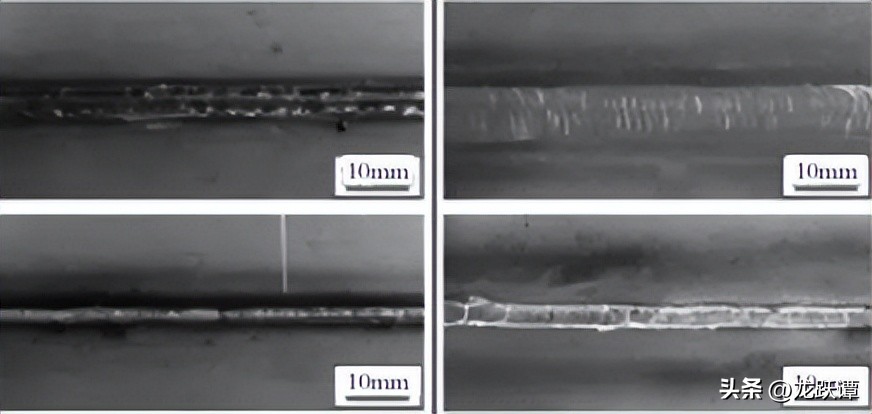
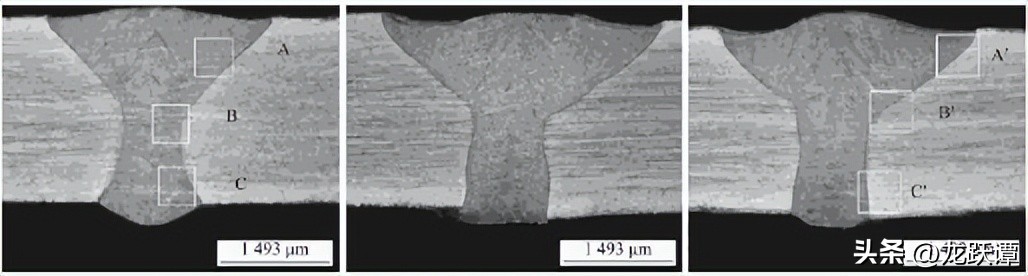
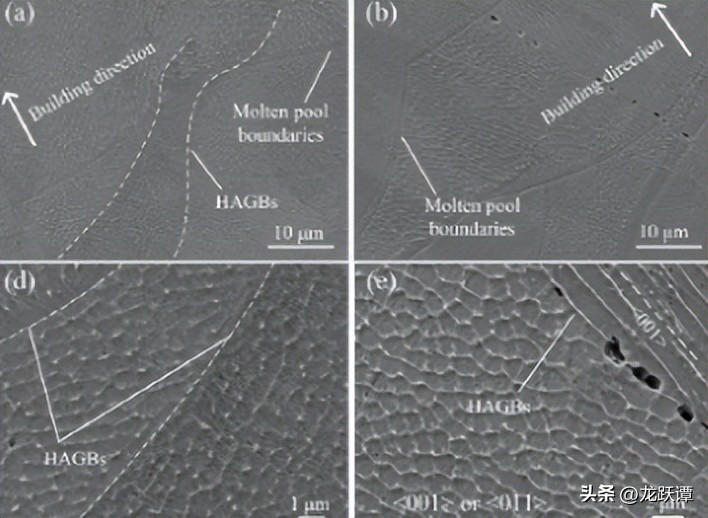
通过金相显微镜观察M390304 CMT焊接接头的显微组织,可以得到焊接区、热影响区和基材区的晶粒大小、晶粒分布、相组成和缺陷等信息。
这些信息可以为研究热处理工艺对焊接接头微观组织的影响提供重要依据,并有助于深入理解焊接接头的结构和性能。
力学性能测试是对材料的机械特性进行测试的方法,对于焊接接头的研究,力学性能测试通常包括以下几个方面:
屈服强度:材料受到外部力作用时,在一定范围内,其应变随着应力线性增加,即称为线性弹性阶段,当应力增加到一定程度后,材料就开始出现塑性变形,而应力随着应变的增加不再是线性增加,即称为屈服点。
此时应变的增加速度逐渐增加,材料的抵抗力逐渐减弱,进而导致材料塑性变形,屈服强度是在屈服点上所测得的最大应力值。
拉伸强度:材料在极限载荷作用下,材料断裂之前的最大承载能力称为拉伸强度。

延伸率:材料在拉伸试验中,断裂前后标距离之差与标距离的比值,即为延伸率,延伸率是材料在受力过程中的塑性变形程度的一个重要参数。
硬度:材料的硬度是材料受到外力作用时抵抗塑性变形的能力,硬度测试通常采用洛氏硬度计、布氏硬度计等工具进行。
在测试焊接接头力学性能时,需要在焊接接头的不同部位进行力学性能测试,以全面了解其性能表现,测试结果可以用于确定焊接接头的适用性、预测其在实际使用中的寿命、评估其安全性等方面。
④
●○ 结论分析 ○●
我们通过对不同热处理工艺下的M390304 CMT焊接接头的显微组织和力学性能的测试,得出以下结论:
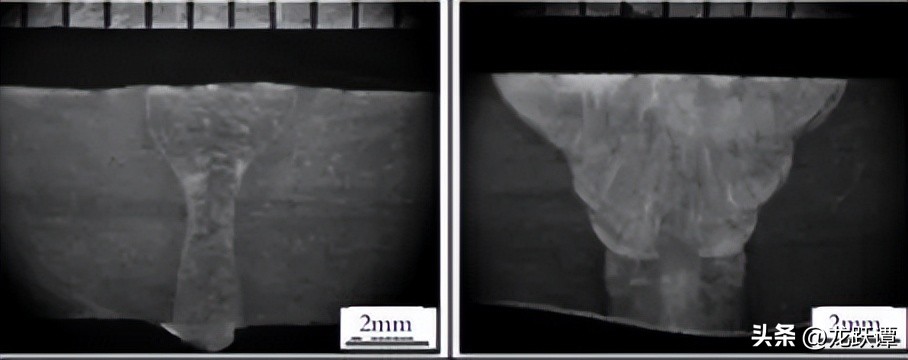
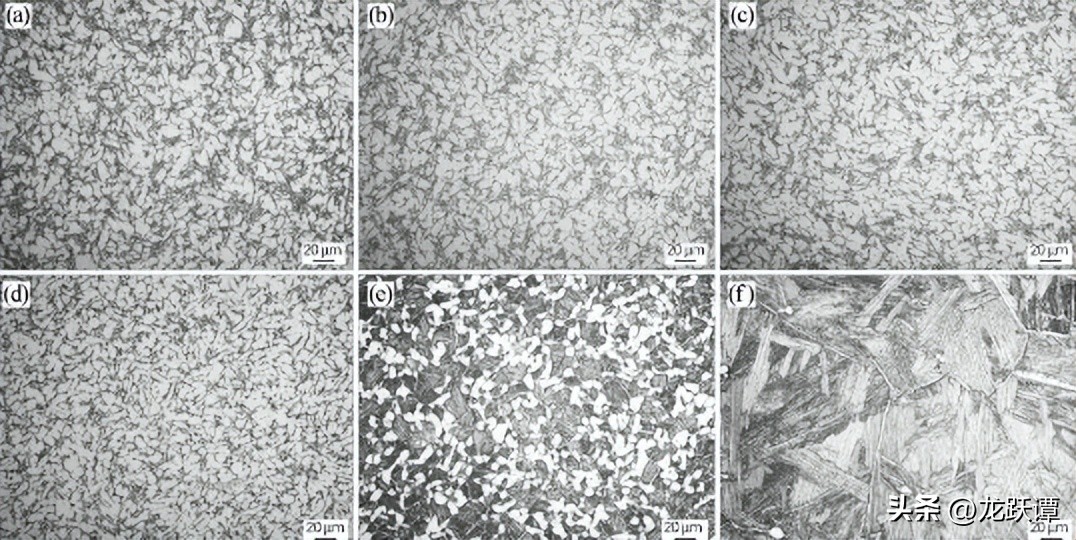
热处理工艺对M390304 CMT焊接接头的晶粒尺寸和晶粒结构有显著影响,晶粒尺寸随着热处理温度的升高而增加,晶粒结构也变得更加均匀。
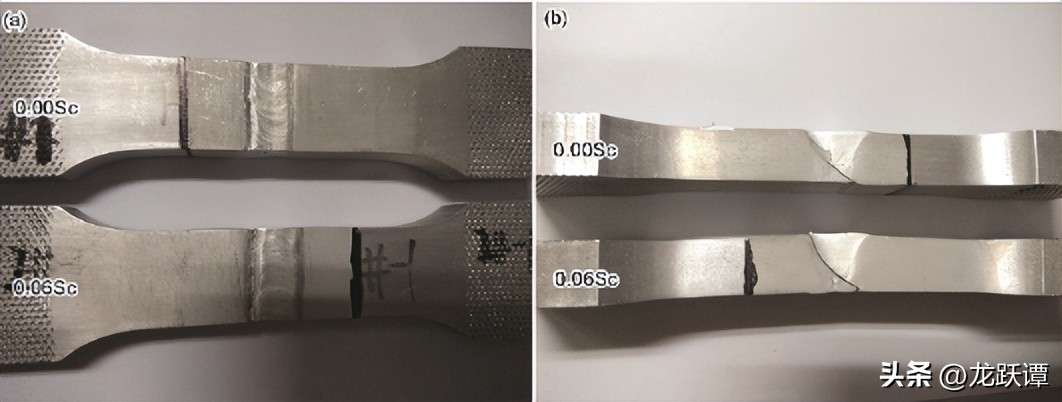
热处理工艺对M390304 CMT焊接接头的力学性能有显著影响,随着热处理温度的升高,焊接接头的屈服强度、拉断强度和硬度均得到了显著提高。
采用高温处理后,M390304 CMT焊接接头的韧性也有所提高,表现为在拉伸过程中断裂位置的移动变得更加平稳。
热处理工艺是影响M390304 CMT焊接接头微观组织和力学性能的重要因素,在实际应用中,可以根据具体需求选择不同的热处理工艺,以获得更优秀的力学性能。

在本研究中还需要进一步研究的问题包括:热处理工艺对M390304 CMT焊接接头的耐蚀性和抗氧化性的影响;
热处理工艺对其他种类焊接接头的影响;热处理工艺参数的优化,这些问题的进一步研究将有助于更全面地了解热处理工艺对焊接接头性能的影响,为实际应用提供更加可靠的理论指导。