小产品的模切,一直是大部分模切师傅头痛的问题,究其原因,模切加工并没有想象中那么容易。如何解决这类问题?该从哪些方面进行判断?今天针对这个问题做分析总结,希望对大家有所帮助。
例如一款同心圆的双面胶产品,内直径是1.5mm,外直径是3.8mm,
产品示意图
如果选用普通的激光刀模冲压,由于产品的内直径比较小,导致不能对刀模进行填充,冲不了几千个产品就会把孔位冲爆。不得已又得重新开刀模。遇到类似的情况,到底该怎么解决?
1、大部分人首先想到是用五金刀模,利用针冲全断,但是五金刀模费用太高;
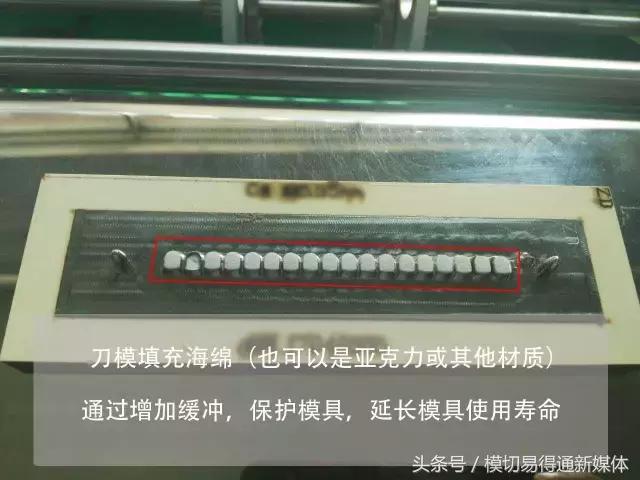
2、生产量大,可选用吸废雕刻刀模,并备选硬度较高、密度较小的海绵作填充,填充厚度比刀锋高一点;
3、尝试刀模用弹簧孔,但效果一般不理想;

回归到选用激光刀模的问题上,1.5mm的小孔,不垫东西是会容易爆模的。如果出现粘刀的情况较多,首先考虑模切孔位的压力过大,通过调节空位压力可以改善,但对操作人员技术要求较高。也可选用弹性较好的亚克力板作底板。
★孔位具体怎么样去垫?
1、往孔位放置小木条;如直接塞根牙签,具体要自己来控制;
2、往孔位填充不带粘性的胶质物质,如橡皮胶,用剪刀去剪合适的长度(这个有些难度,需有点耐心!)。又或者选择一些硬质的橡胶,甚至打点玻璃胶进去,都是可行的(根据模切产品要求自选)!
另外,小产品的排废也是一大问题,按传统工艺的话,产品太小排废起来很痛苦(容易将产品一起排掉),可以借助刀模排版来完成,见示意图:

在工作过程中,对于解决小产品问题的当然还可以利用套冲(靠跳距来完成),但受外界的排废拉力影响,会导致产品的尺寸不良。
方法千千万,不同产品模切细节有规定的标准和规格,作为工程师或开机师傅,通过工作经验以及对机器等流程的熟悉,当遇到客户给的一个产品,能迅速知道如何操作以及对发生的问题都能提前想到,这样再遇更难的产品都不用怕。