锂电池pack工艺是指将电芯、保护板、电池线、电池镍片、电池辅料、电池盒、电池膜等通过焊接的方式组装成成品电池,今天介绍另一种锂电池pack的工艺流程;
该工艺流程包括:1.修剪镍片;2.贴顶部高温胶纸;3.电芯&PCM装入治具;4.正负极激光焊;5.取半成品&揭五金保护膜;6.半成品外观检查;7.折镍片;8.装前盖;9.烫定位柱;10.前盖整形;11.贴快巴纸;12.贴3M胶;13.撕离型纸;14.装铝箔;15.铝箔压合;16.装后盖;17.热流注塑;18.注塑后外观检查;19.去溢胶;20.清洁;21.商标加工;22.商标定位;23.贴商标;24.贴防水胶纸;25.成品尺寸检测;26.电芯与保护板批次号采集;27.成品功能测试;28.QC外观检查;29.成品扫描、称重、装PE袋;30.称重&包装;

总体工艺流程
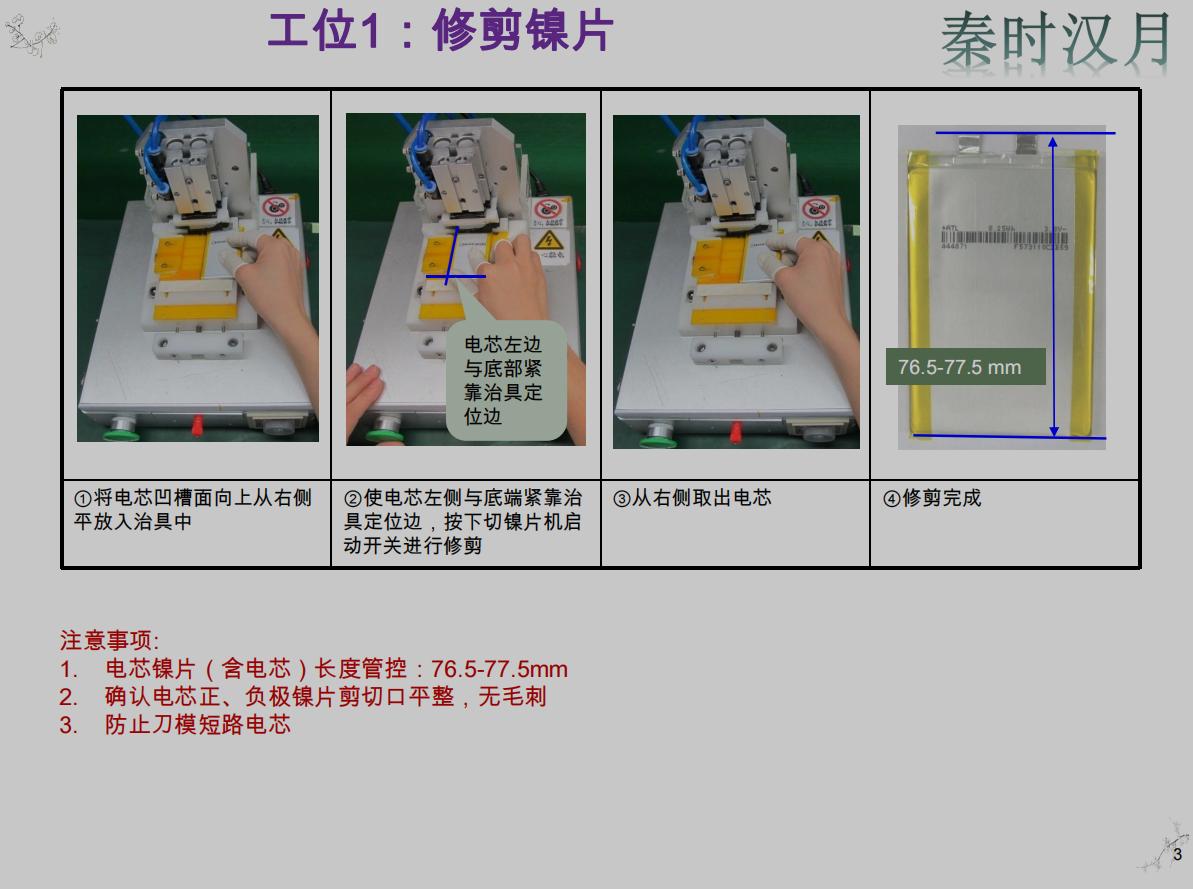
修剪镍片:确认电芯正、负极镍片剪切口平整,无毛刺,防止刀模短路电芯
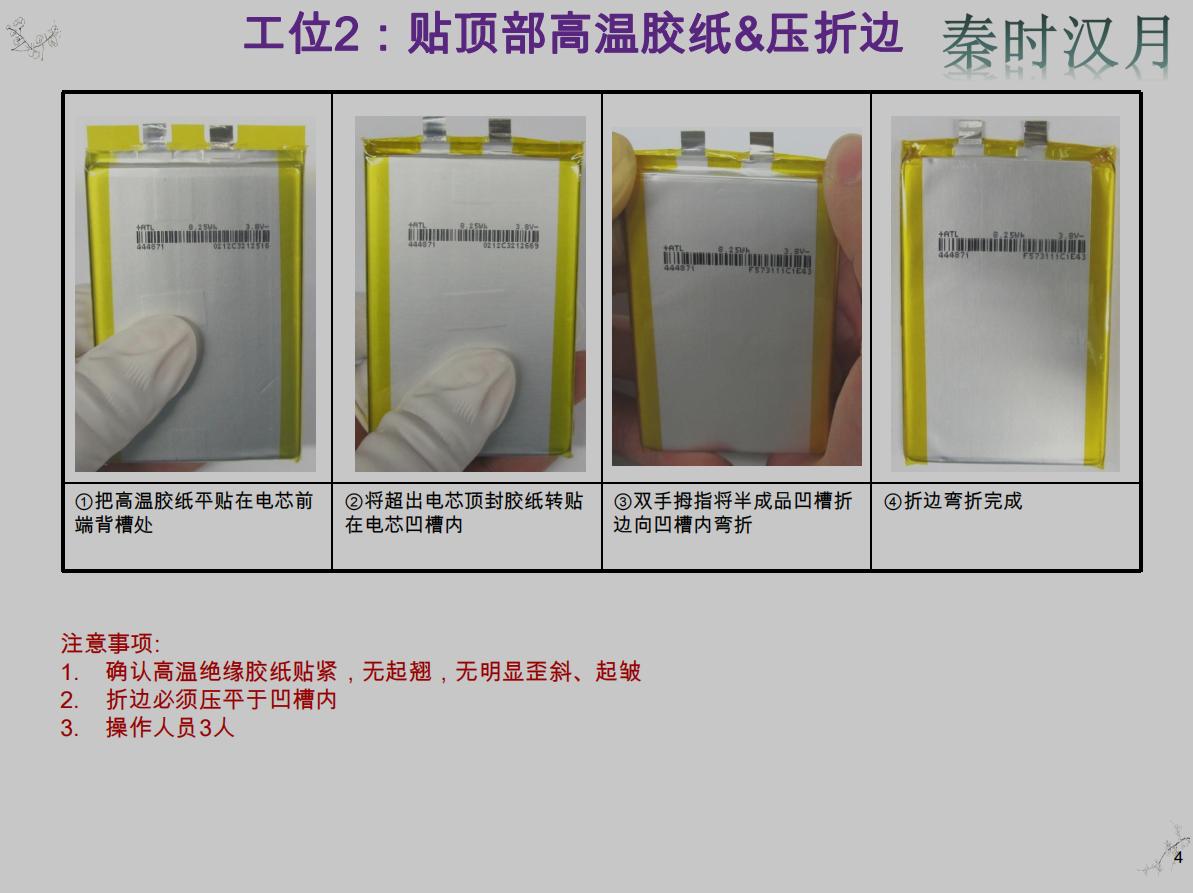
贴顶部高温胶纸:确认高温绝缘胶纸贴紧,无起翘,无明显歪斜、起皱,折边必须压平于凹槽内
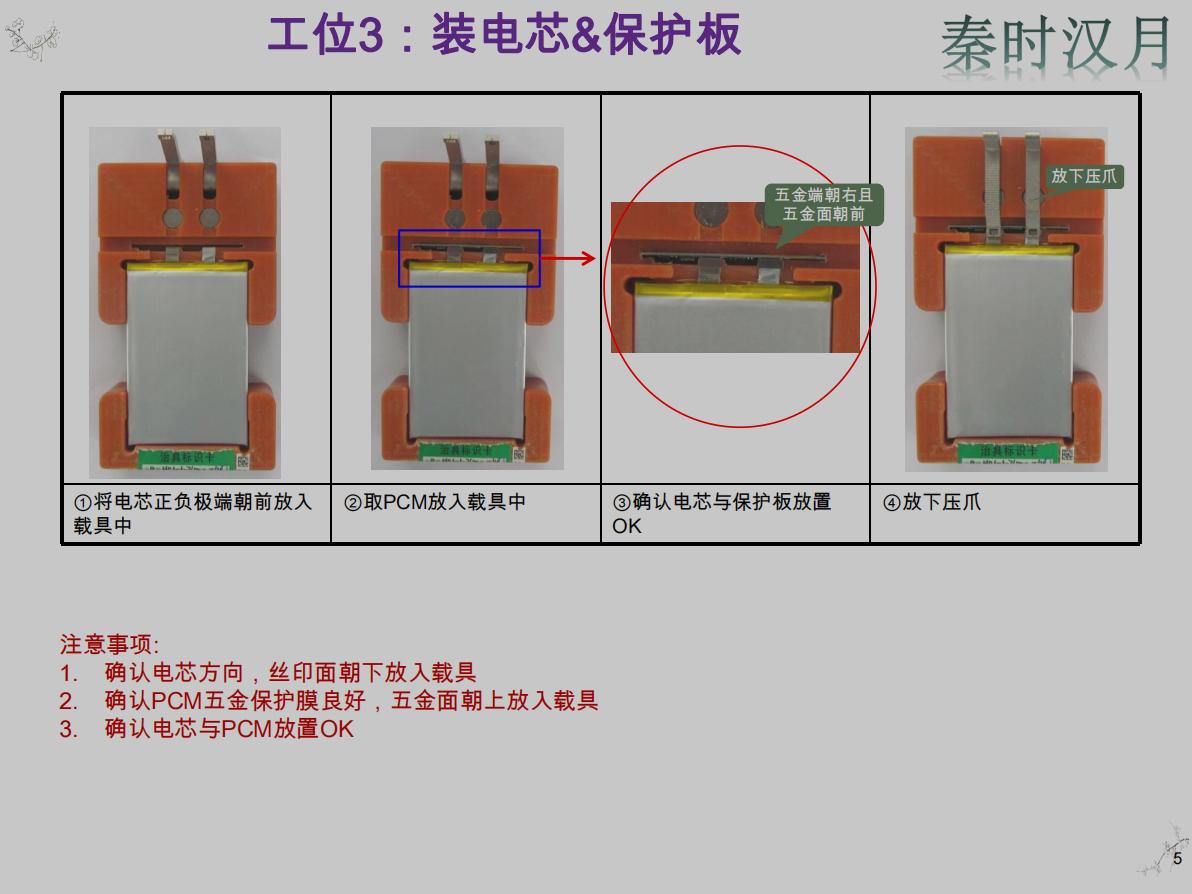
电芯&PCM装入治具: 确认电芯方向,丝印面朝下放入载具,确认PCM五金保护膜良好,五金面朝上放入载具
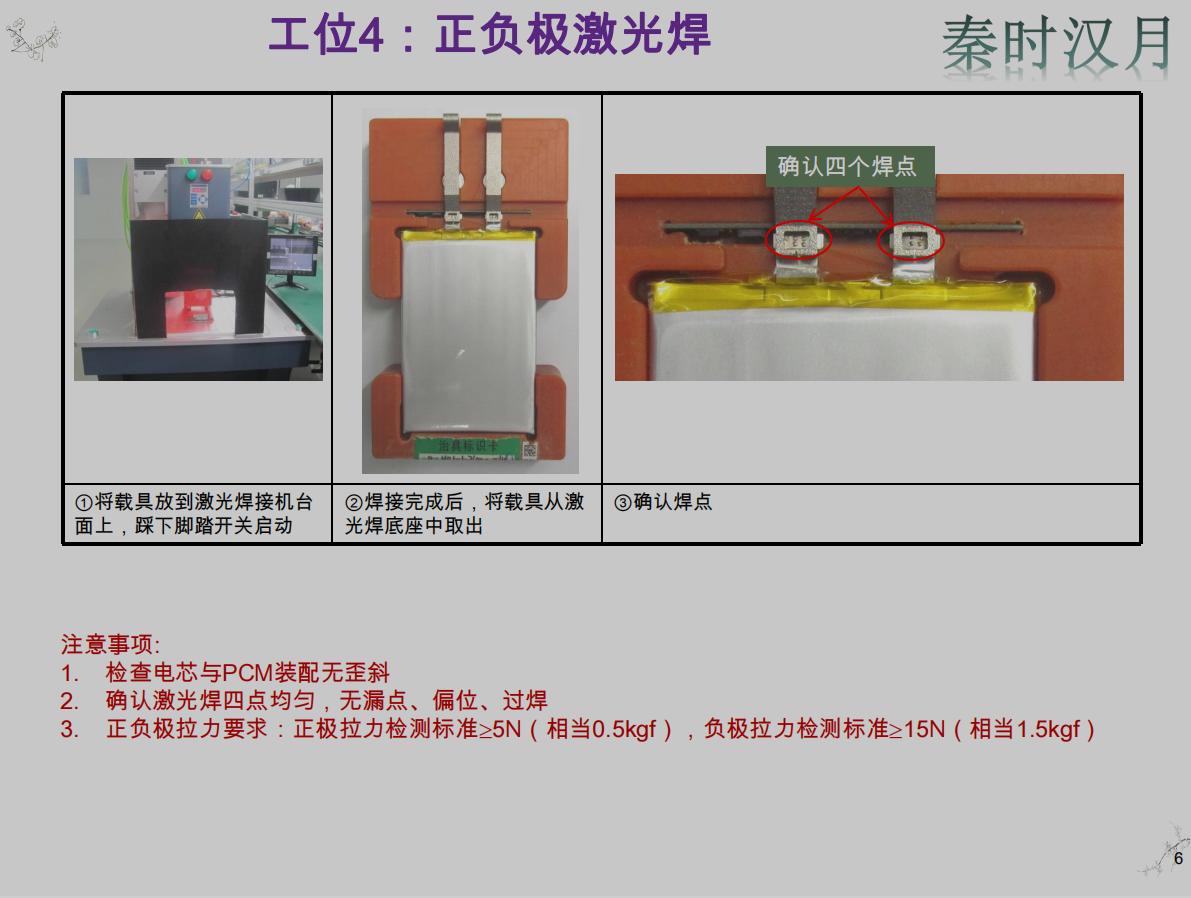
正负极激光焊:检查电芯与PCM装配无歪斜,确认激光焊四点均匀,无漏点、偏位、过焊
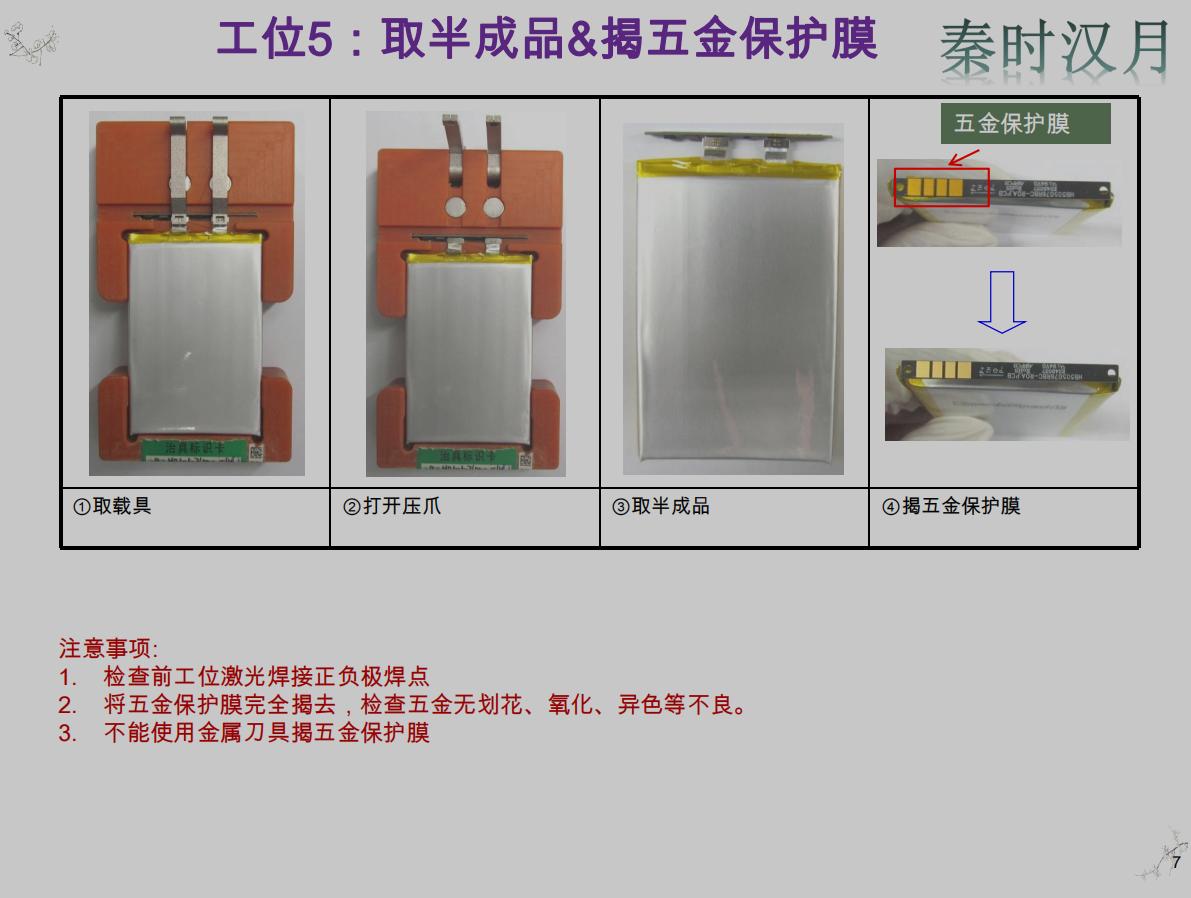
取半成品&揭五金保护膜:检查前工位激光焊接正负极焊点,将五金保护膜完全揭去,检查五金无划花、氧化、异色等不良
半成品外观检查:正负镍片激光焊点牢固(各4个点),焊点大小一致,无虚焊、毛刺、点炸、击穿,电芯凹槽处绝缘胶纸无漏贴、起翘,检查五金无划花、氧化、异色、脏污,电芯底角无裂痕、发黑、刺破、漏液等破损不良现,电芯无刺破、划伤、起鼓、漏液,丝印内容清晰,无脱墨、磨花

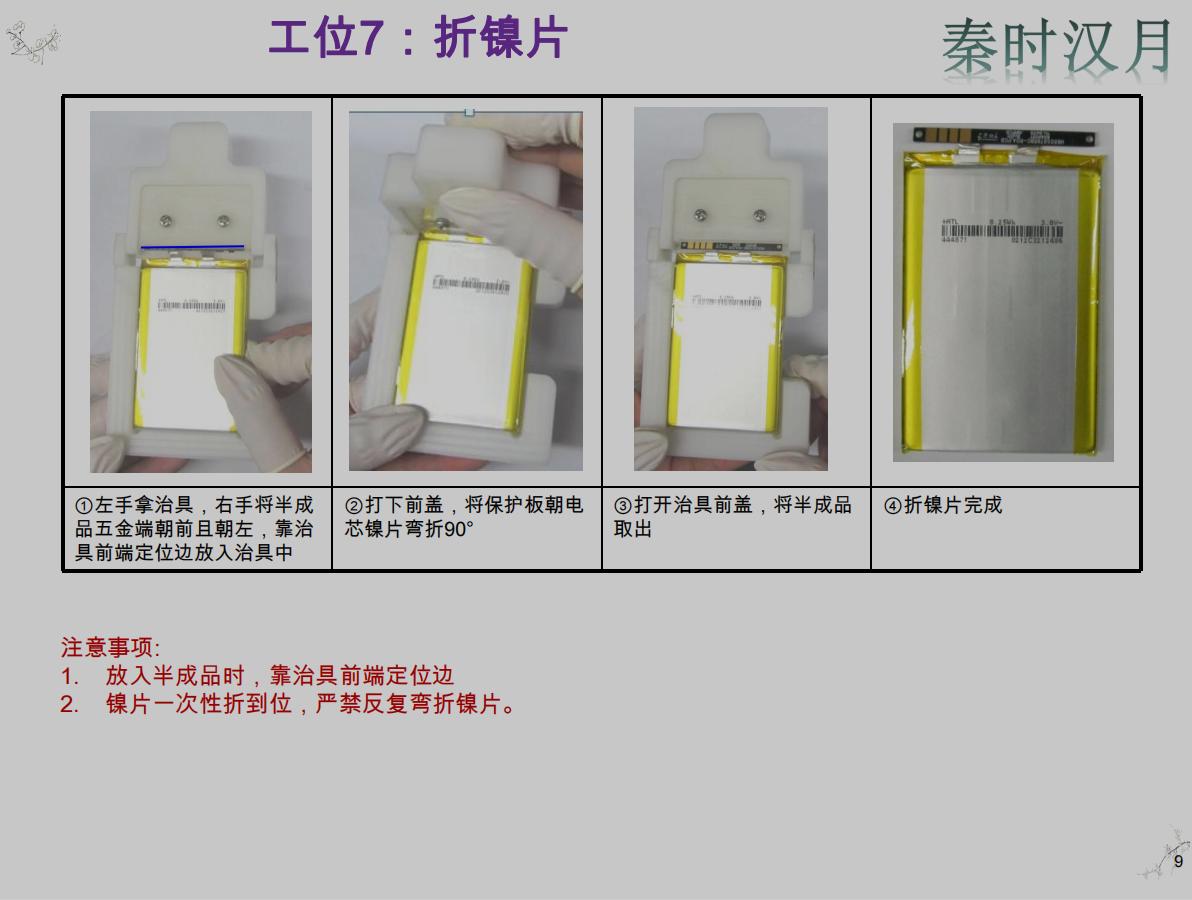
折镍片:镍片一次性折到位,严禁反复弯折镍片
装前盖:注意前盖刮伤五金,避免破坏保护板元件

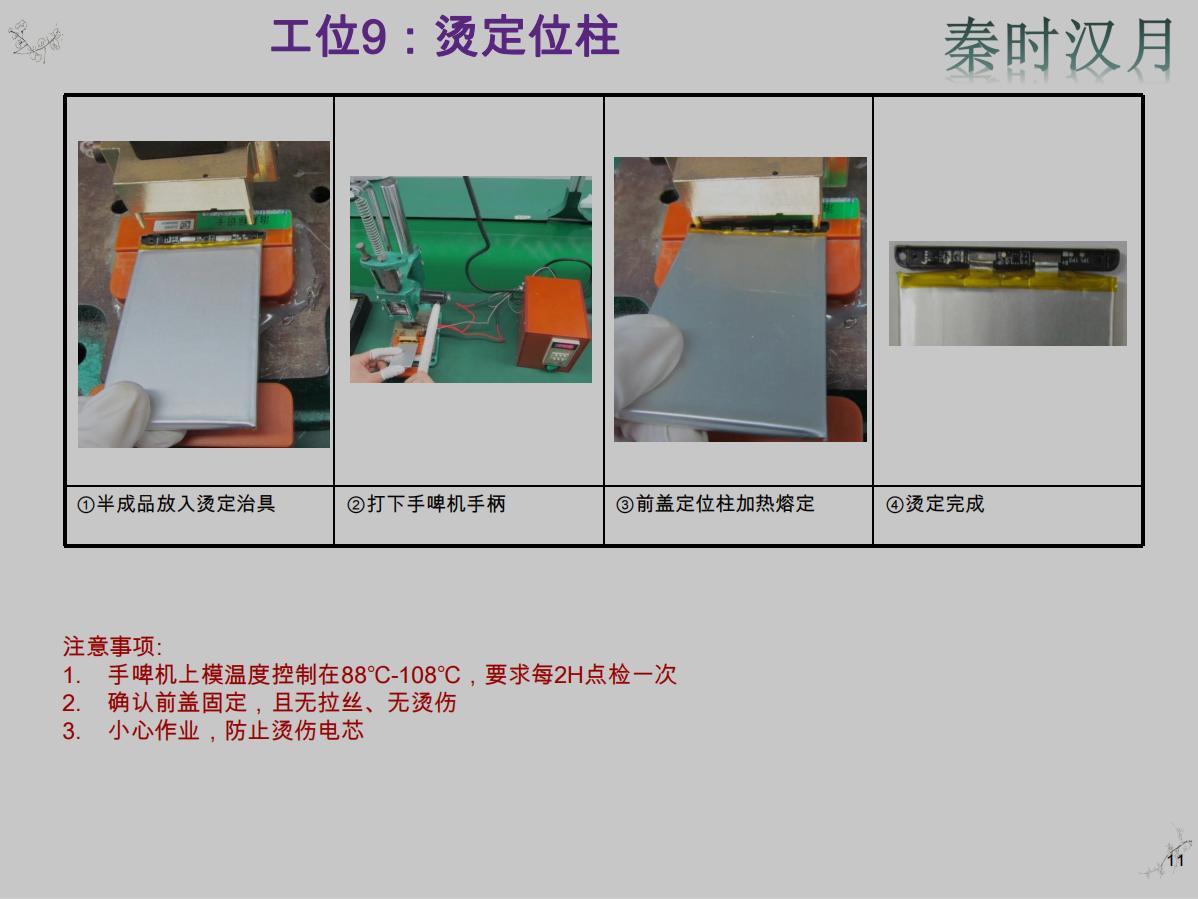
烫定位柱:确认前盖固定,且无拉丝、无烫伤
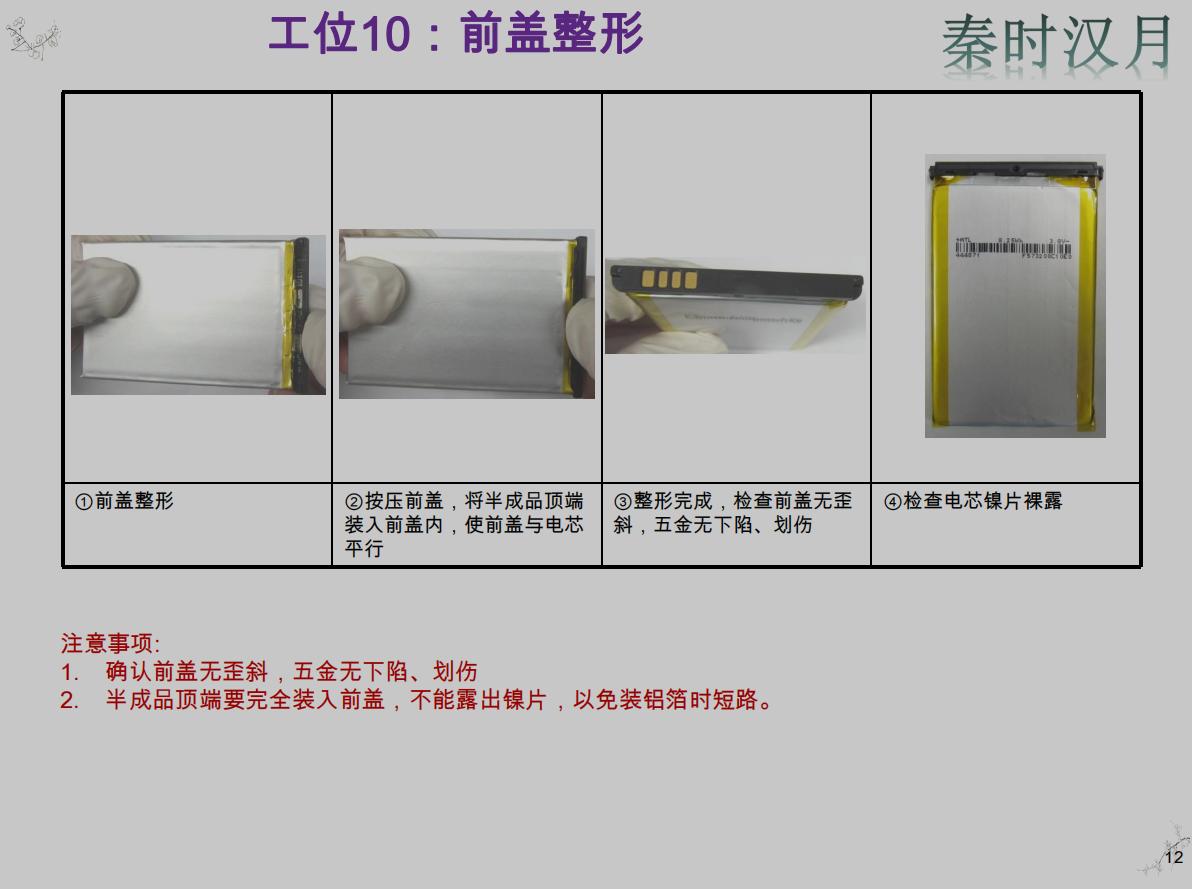
前盖整形:确认前盖无歪斜,五金无下陷、划伤,半成品顶端要完全装入前盖,不能露出镍片,以免装铝箔时短路
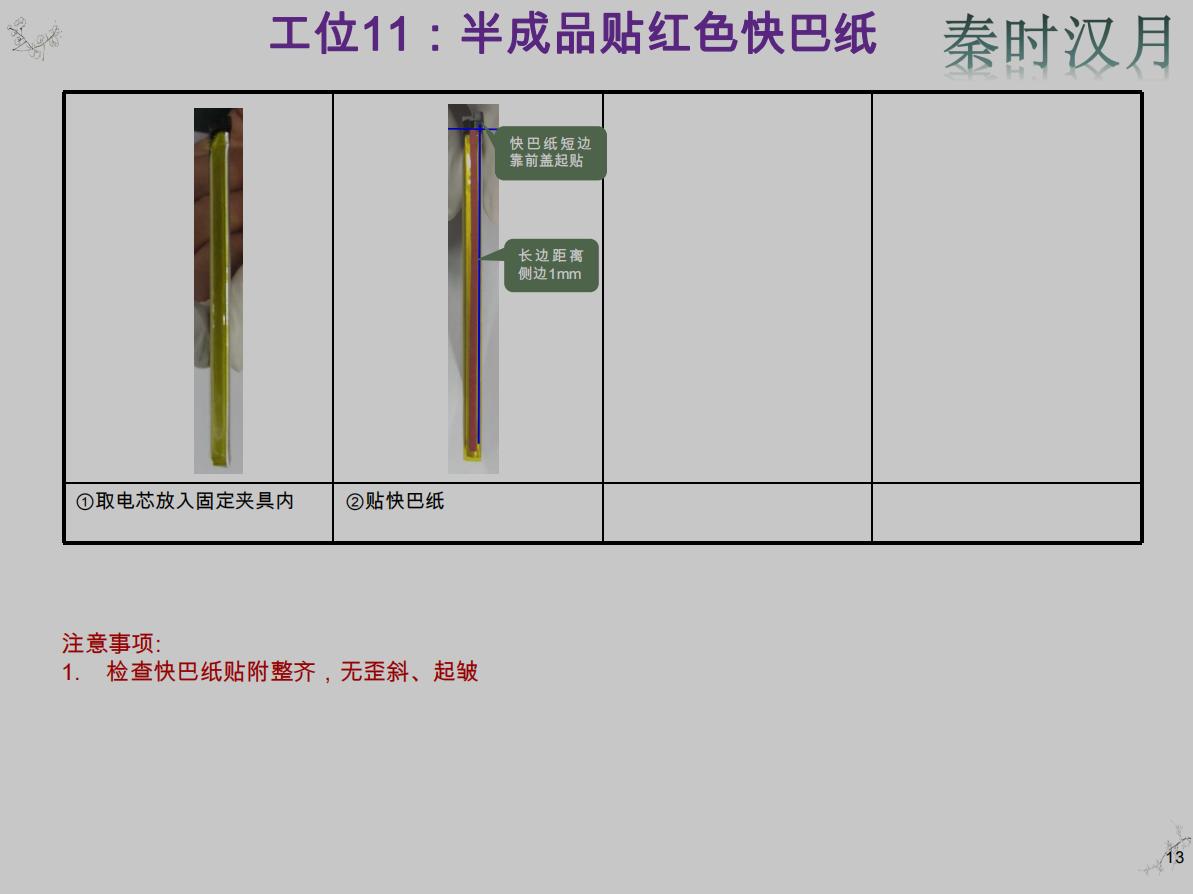
贴快巴纸:检查快巴纸贴附整齐,无歪斜、起皱
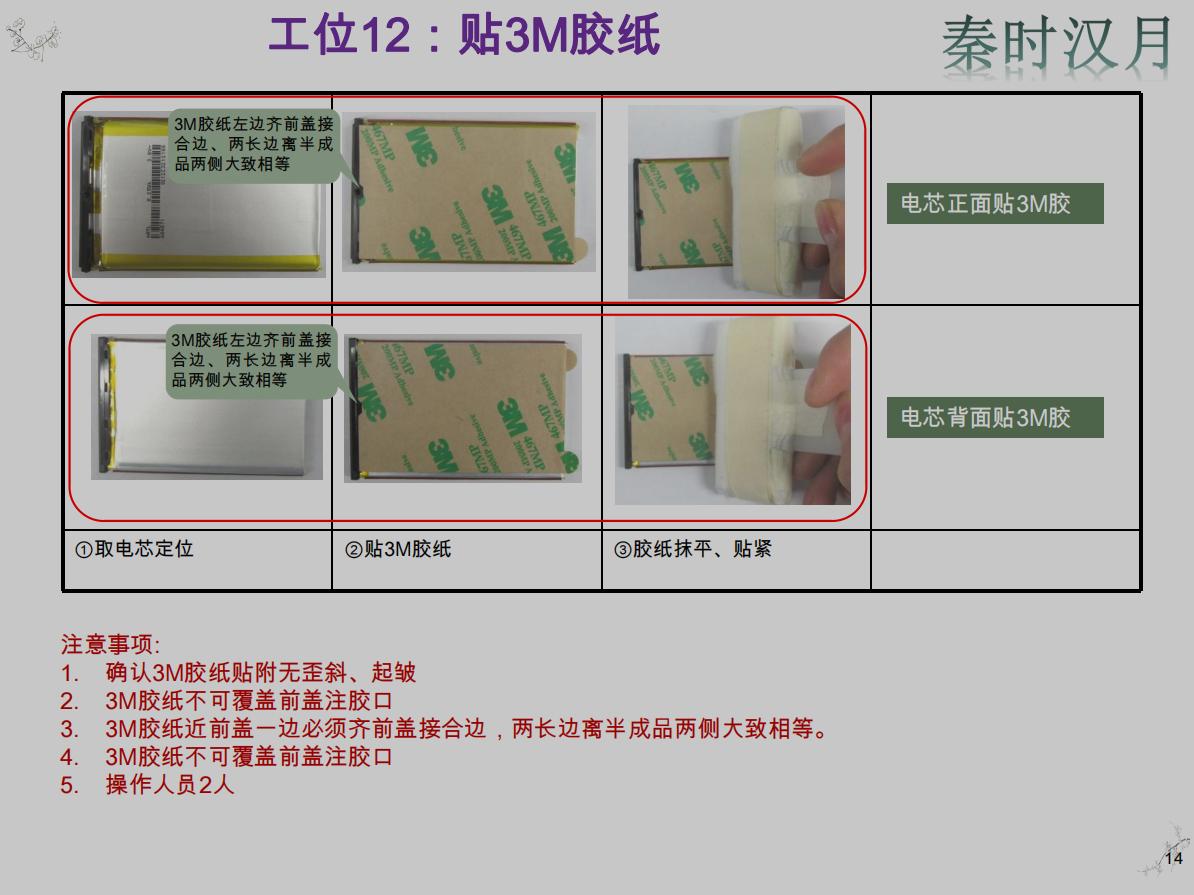
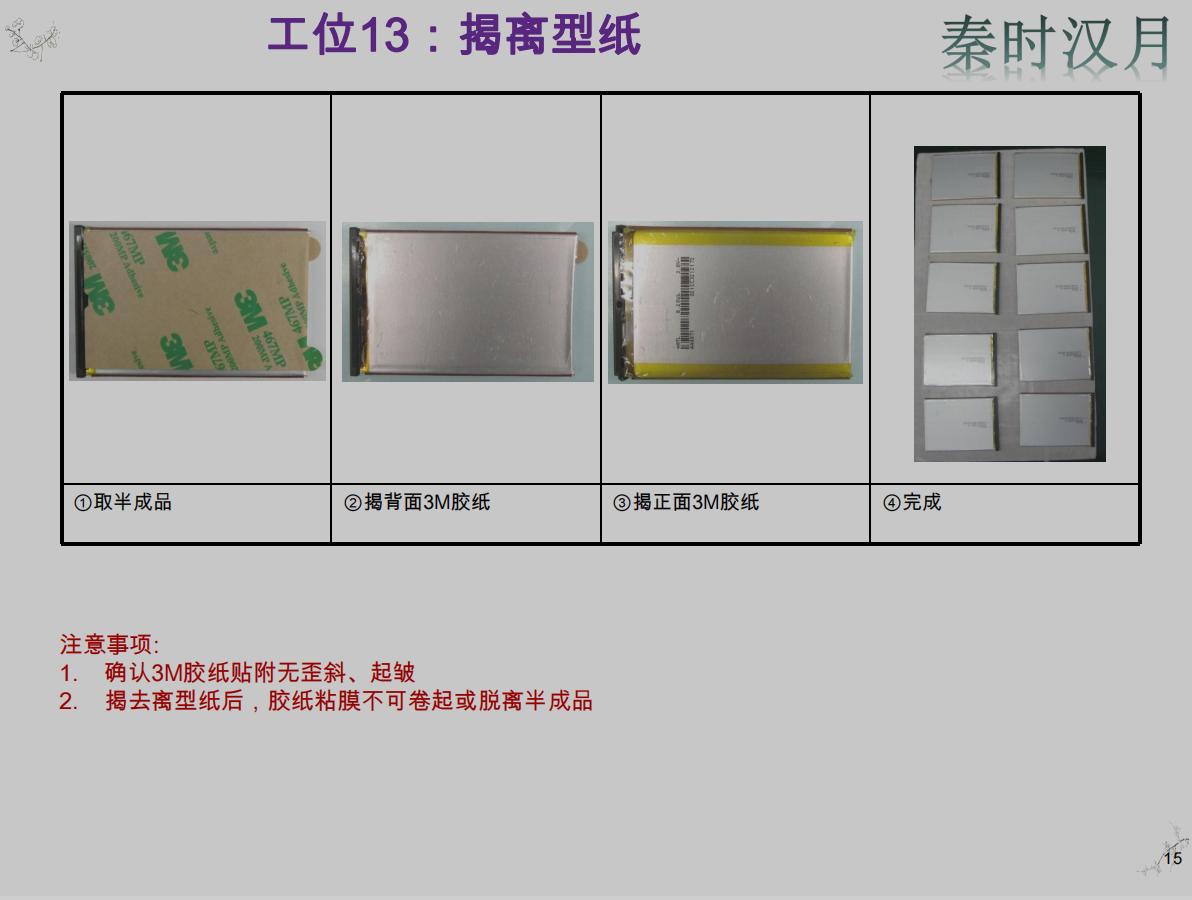
贴3M胶:确认3M胶纸贴附无歪斜、起皱,3M胶纸不可覆盖前盖注胶口,3M胶纸近前盖一边必须齐前盖接合边,两长边离半成品两侧大致相等,3M胶纸不可覆盖前盖注胶口
撕离型纸:确认3M胶纸贴附无歪斜、起皱,揭去离型纸后,胶纸粘膜不可卷起或脱离半成品
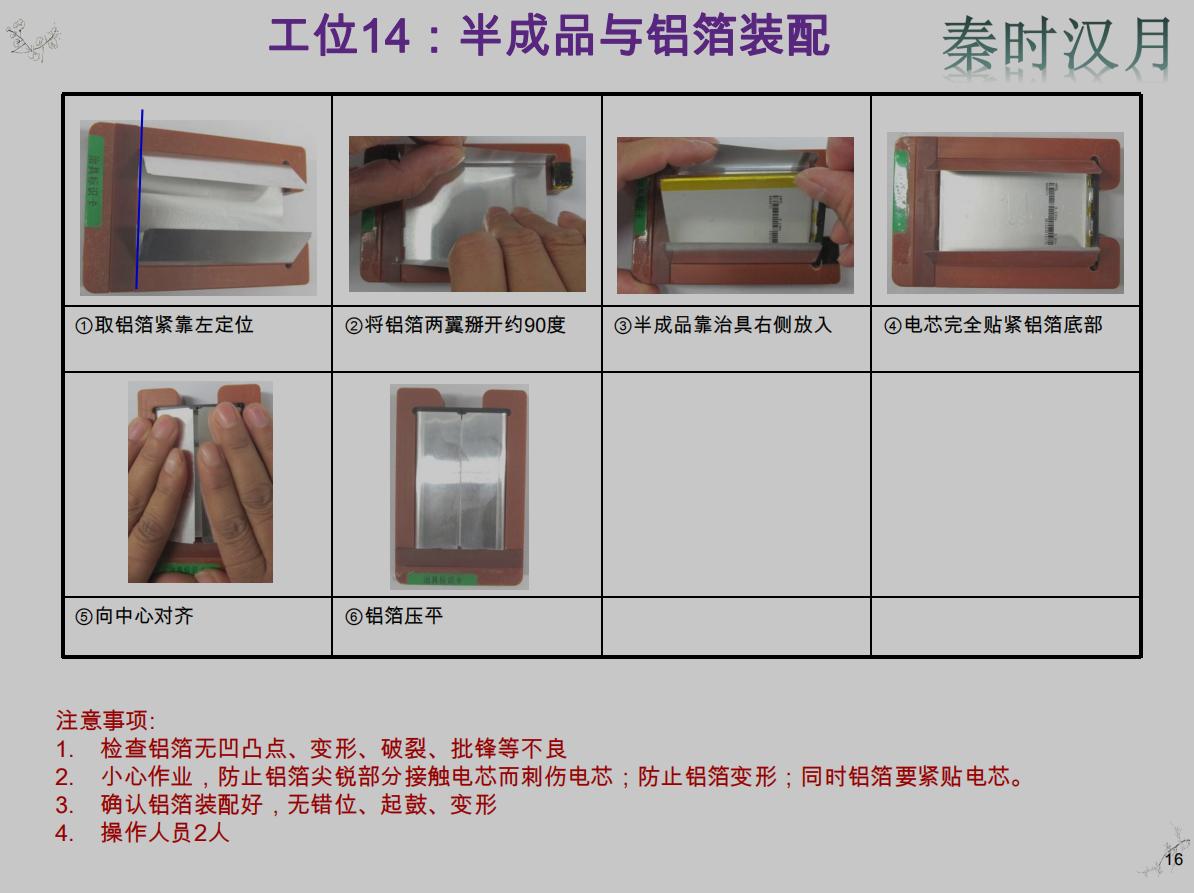
装铝箔:检查铝箔无凹凸点、变形、破裂、批锋等不良,小心作业,防止铝箔尖锐部分接触电芯而刺伤电芯;防止铝箔变形;同时铝箔要紧贴电芯,确认铝箔装配好,无错位、起鼓、变形
铝箔压合:压合机气压6~8 kgf/cm2;保压时间1~2s,检查半成品压合良好,无压伤

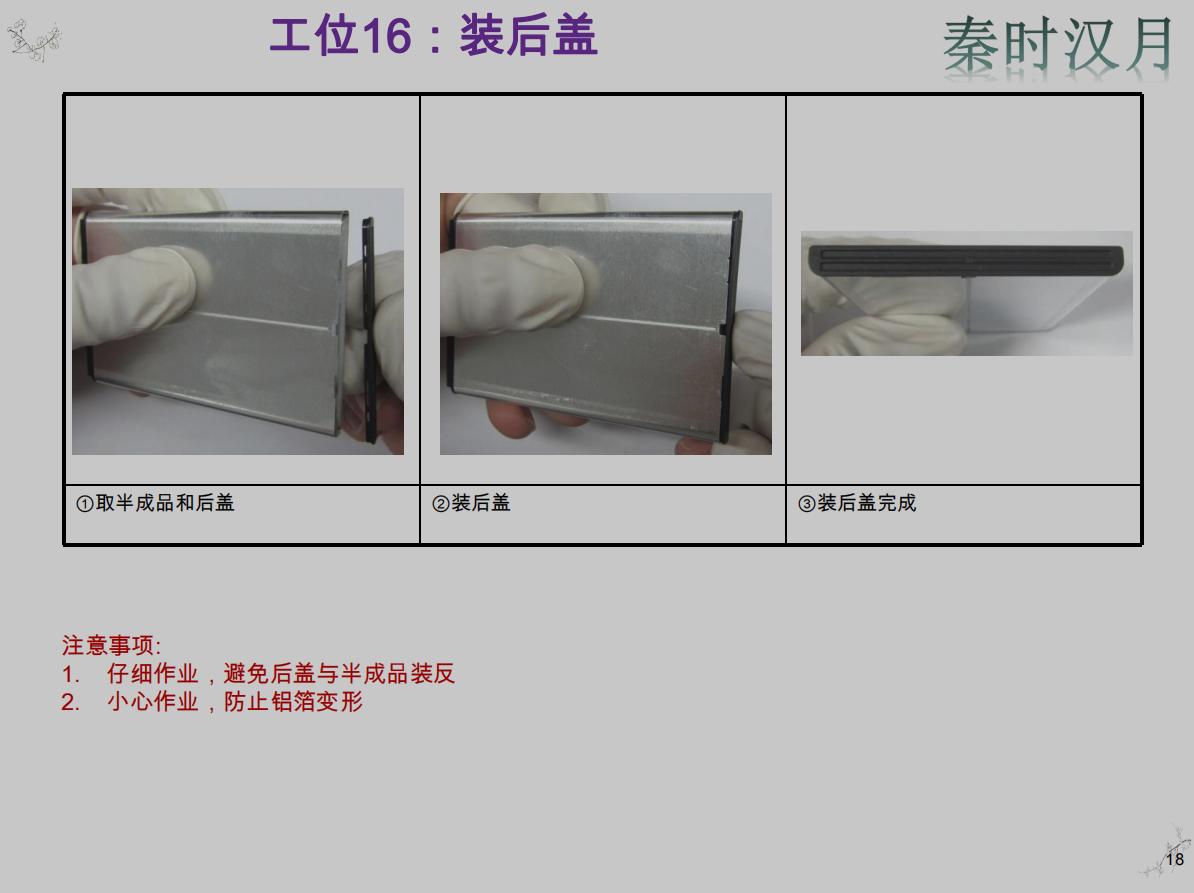
装后盖:避免后盖与半成品装反,防止铝箔变形
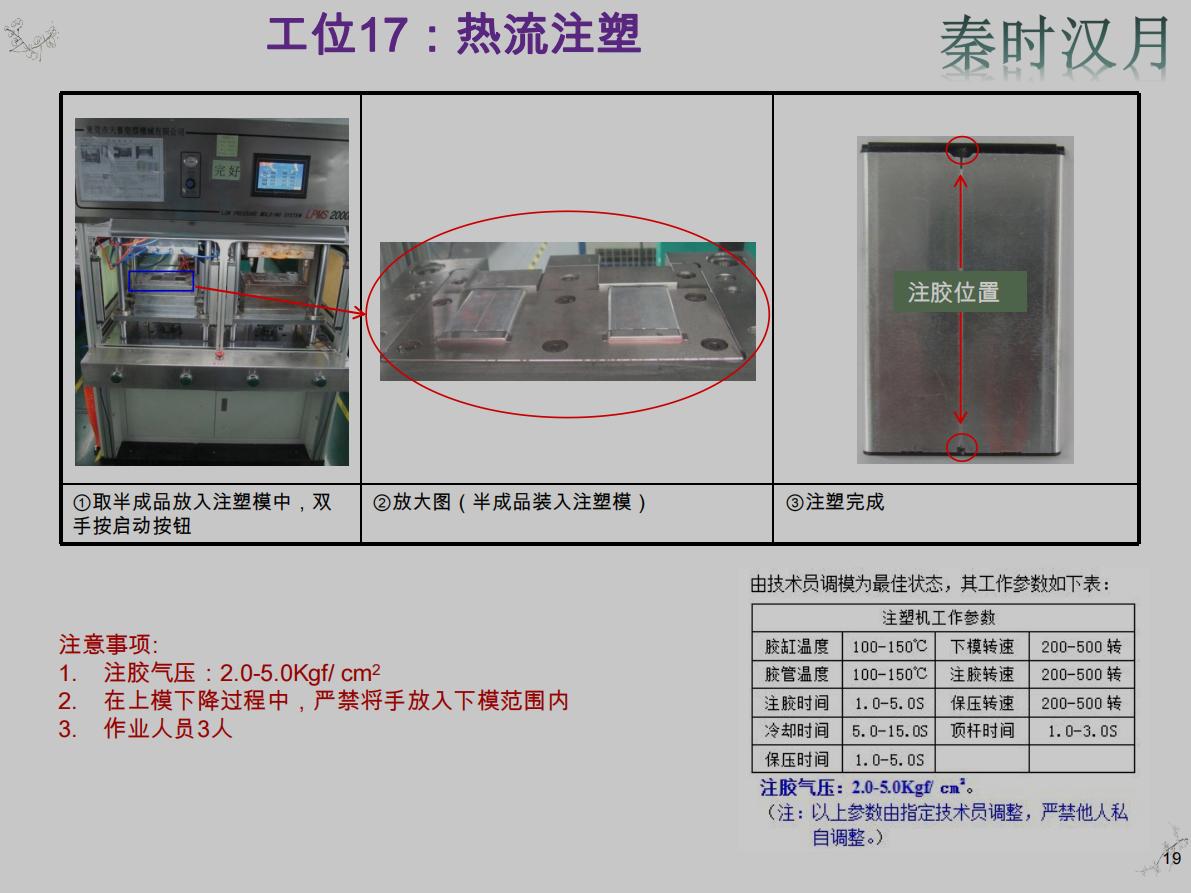
热流注塑:注胶气压:2.0-5.0Kgf/ cm2,在上模下降过程中,严禁将手放入下模范围内
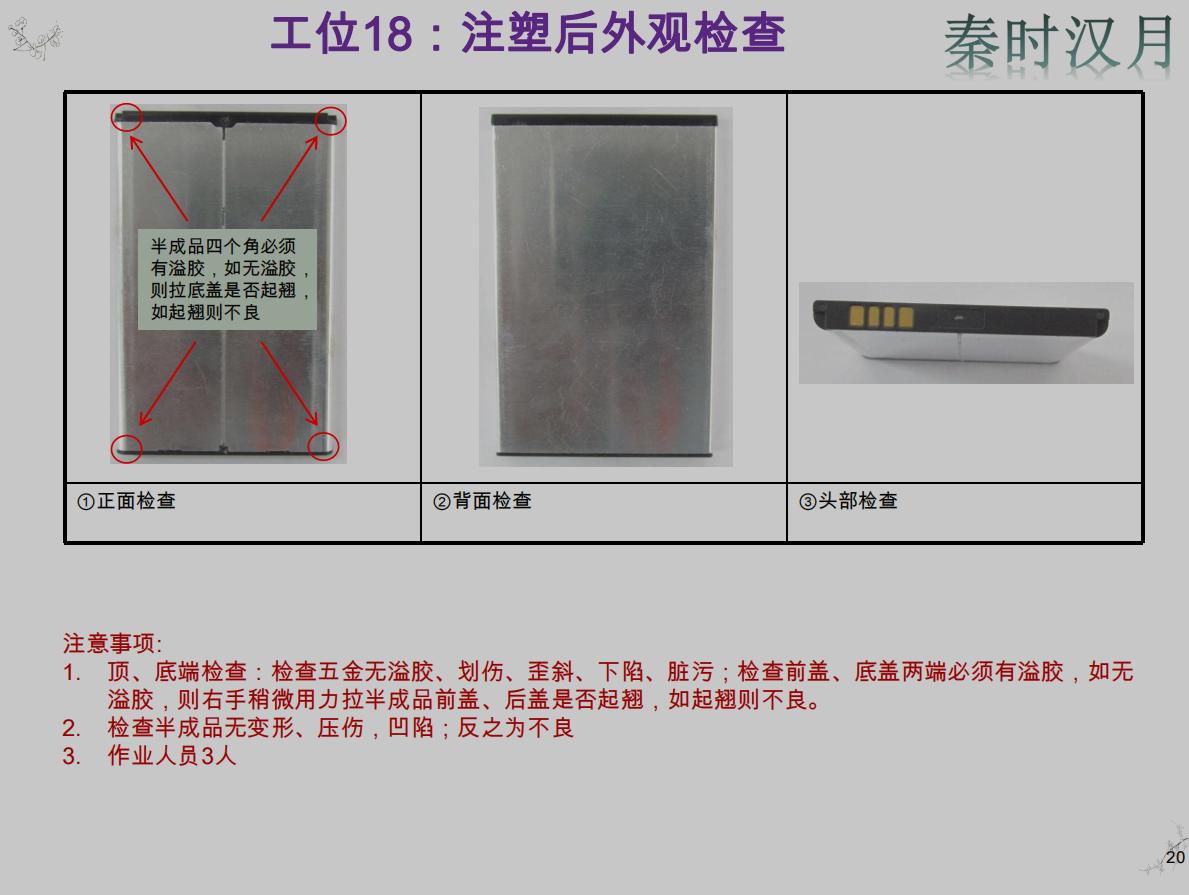
注塑后外观检查:顶、底端检查:检查五金无溢胶、划伤、歪斜、下陷、脏污;检查前盖、底盖两端必须有溢胶,如无溢胶,则右手稍微用力拉半成品前盖、后盖是否起翘,如起翘则不良
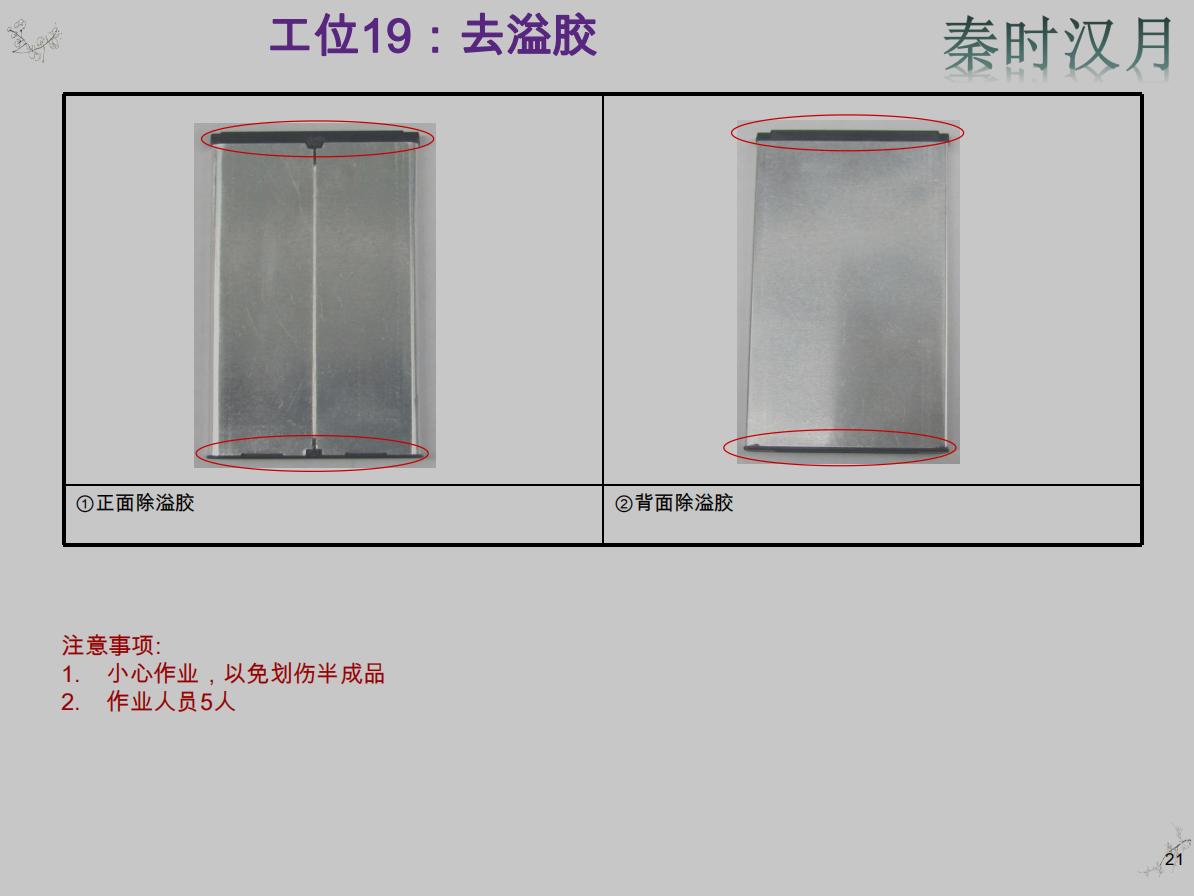
去溢胶:小心作业,以免划伤半成品
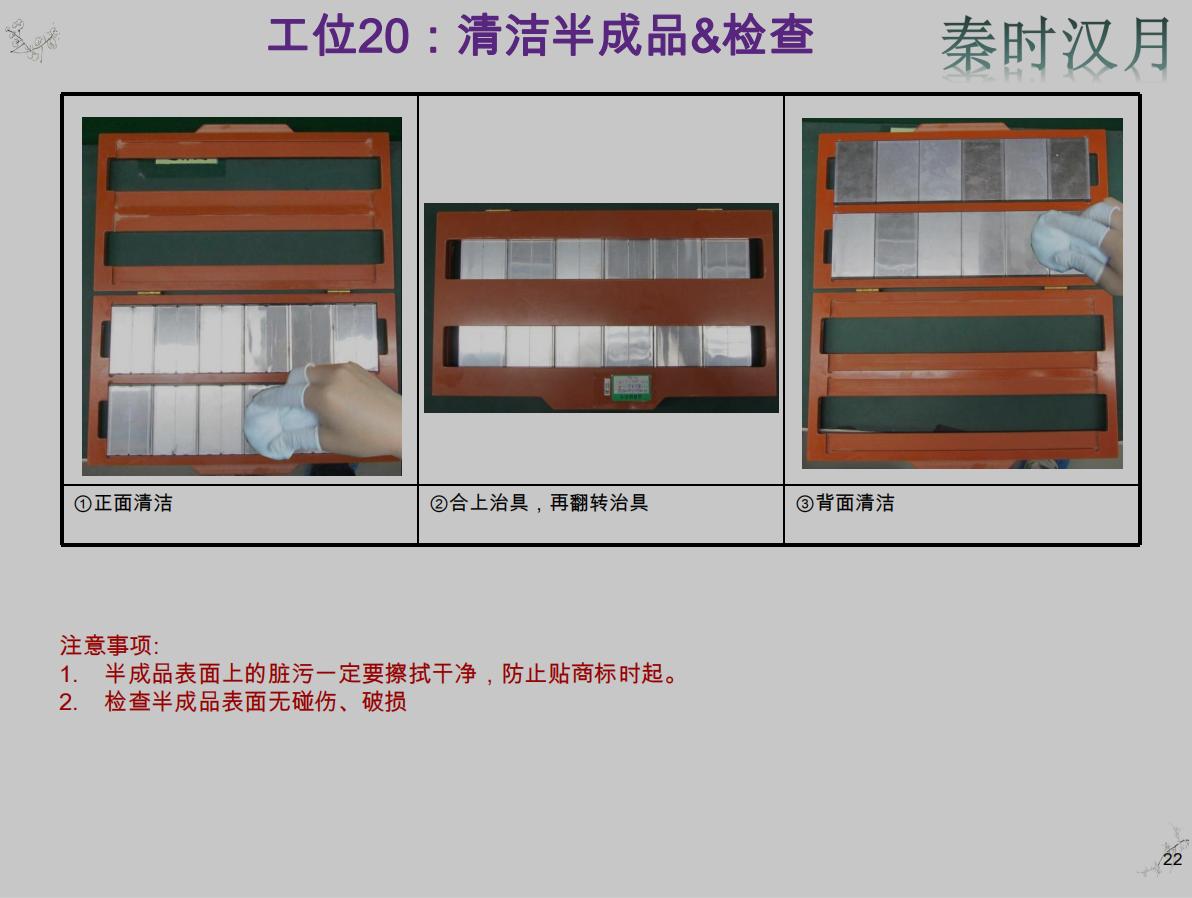
清洁:半成品表面上的脏污一定要擦拭干净,防止贴商标时起泡,检查半成品表面无碰伤、破损
商标加工:确认商标无破损、折皱、缺字、漏字,字迹清晰;打码日期无误

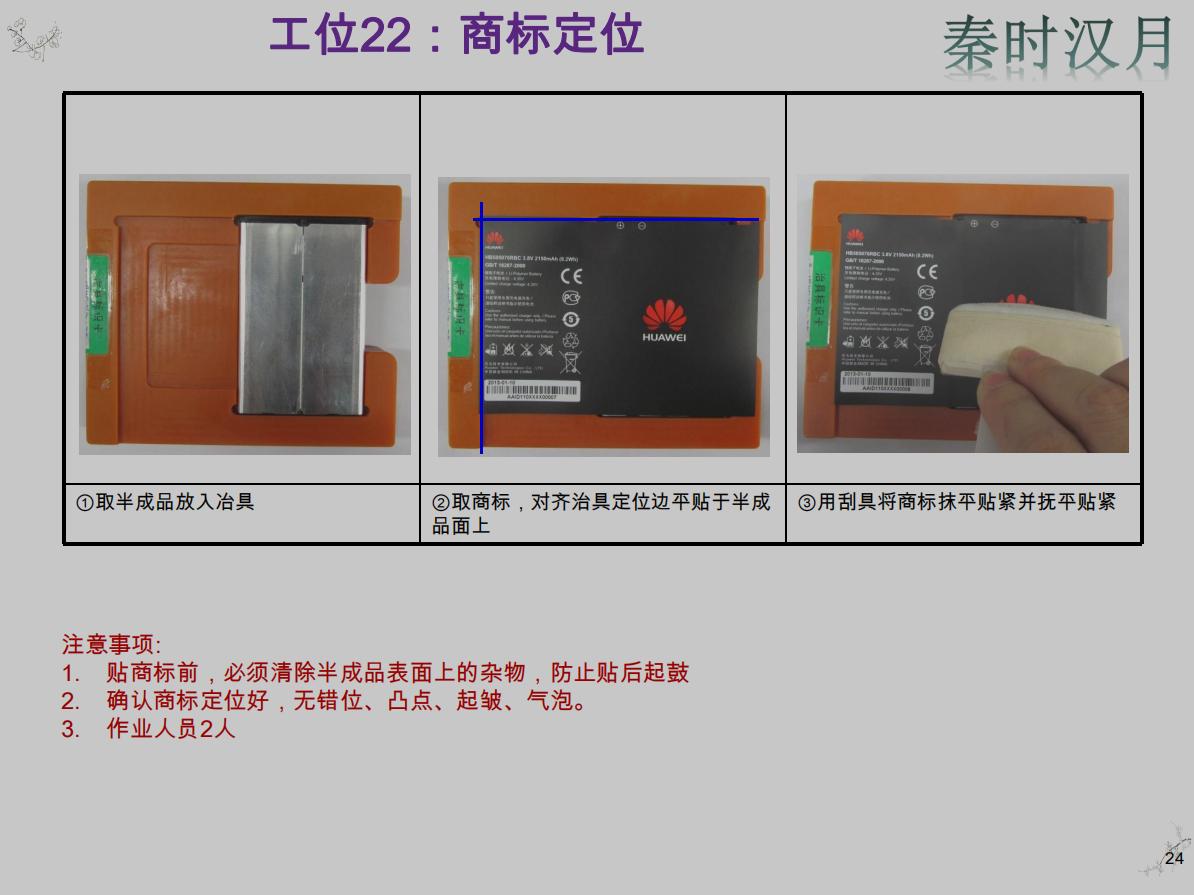
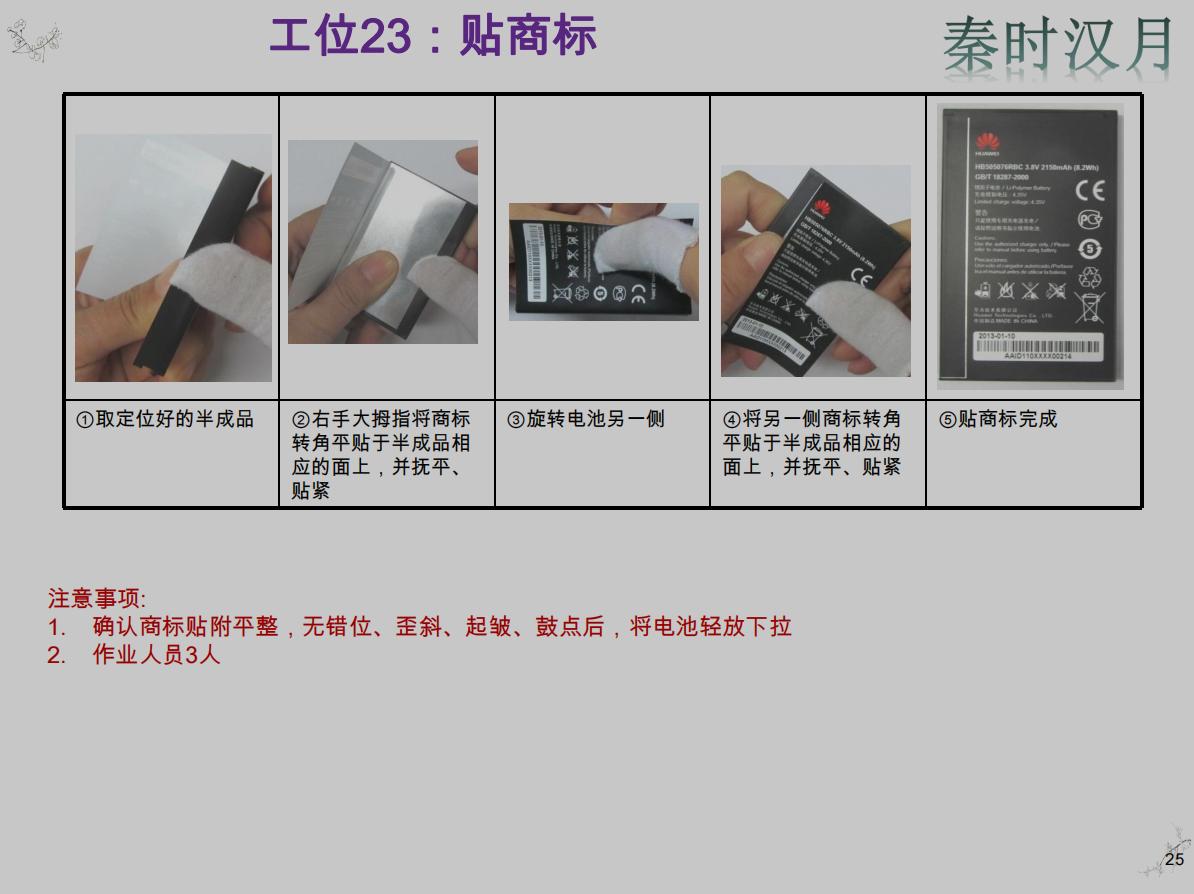
商标定位:贴商标前,必须清除半成品表面上的杂物,防止贴后起鼓,确认商标定位好,无错位、凸点、起皱、气泡
贴商标:确认商标贴附平整,无错位、歪斜、起皱、鼓点后,将电池轻放下拉
贴防水胶纸:检查电池五金无划花、脏污,确认防水贴纸贴附无歪斜,且无超出凹槽各边

成品尺寸检测:成品电池在治具内必须是自由下滑,不可用手推

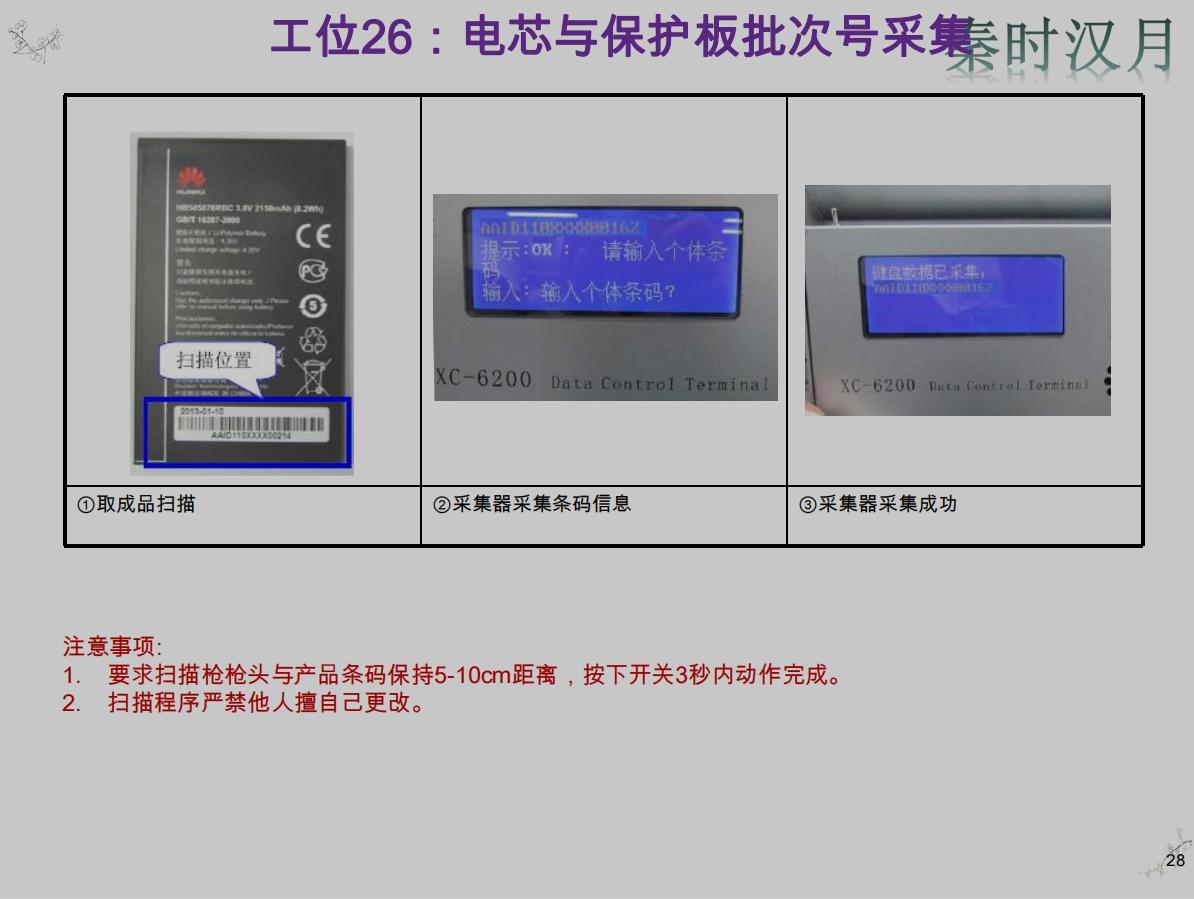
电芯与保护板批次号采集:要求扫描枪枪头与产品条码保持5-10cm距离,按下开关3秒内动作完成,扫描程序严禁他人擅自己更改
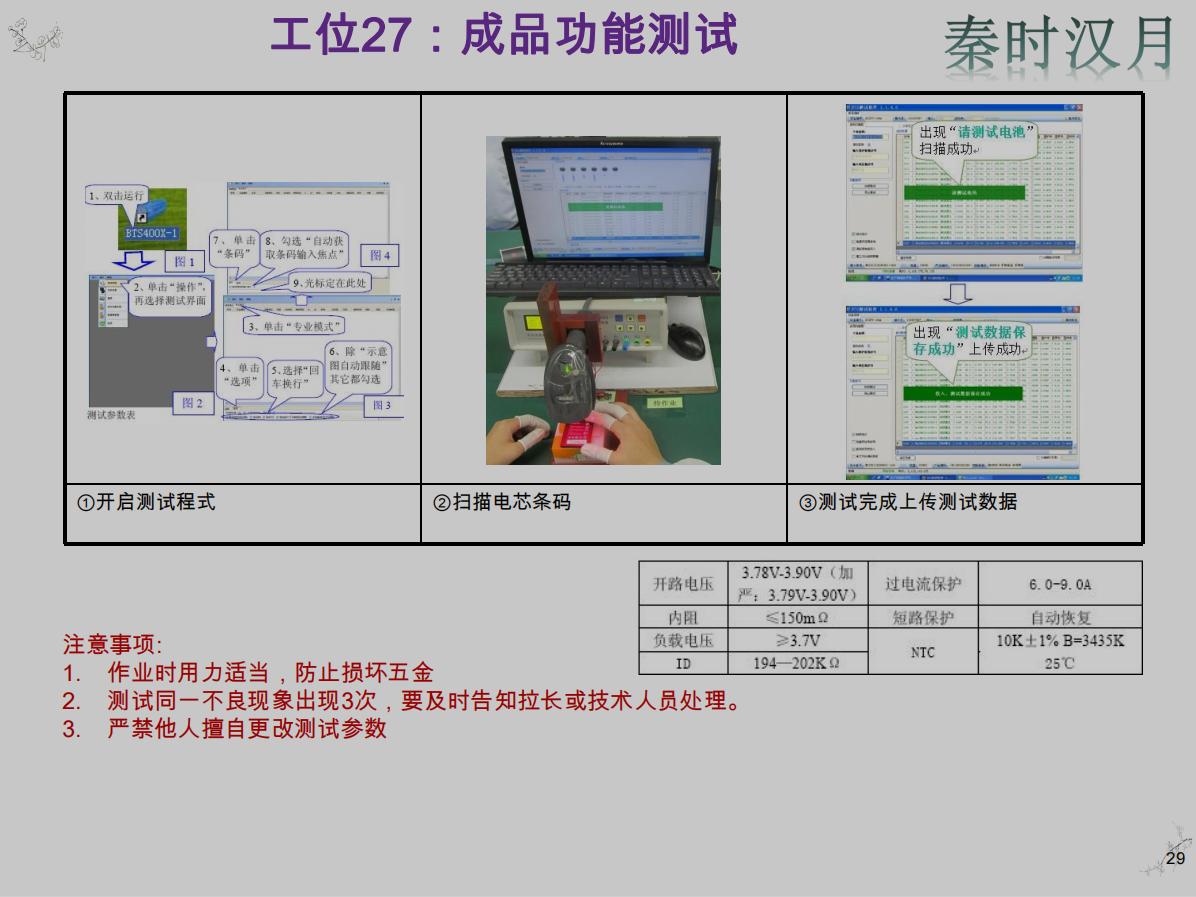
成品功能测试:作业时用力适当,防止损坏五金,测试同一不良现象出现3次,要及时告知拉长或技术人员处理,严禁他人擅自更改测试参数
QC外观检查:检查前盖无缩水、破损、划伤,五金无划伤、发白、变形、下陷,防水贴纸无露贴、歪斜,检查底盖无缩水、破损、划伤,检查侧面商标无划伤、起皱、鼓点、气泡,检查商标无贴反、错位、划伤、鼓点、起皱、气泡,商标内容字迹清晰,无脱墨,条形码无断码,日期无误

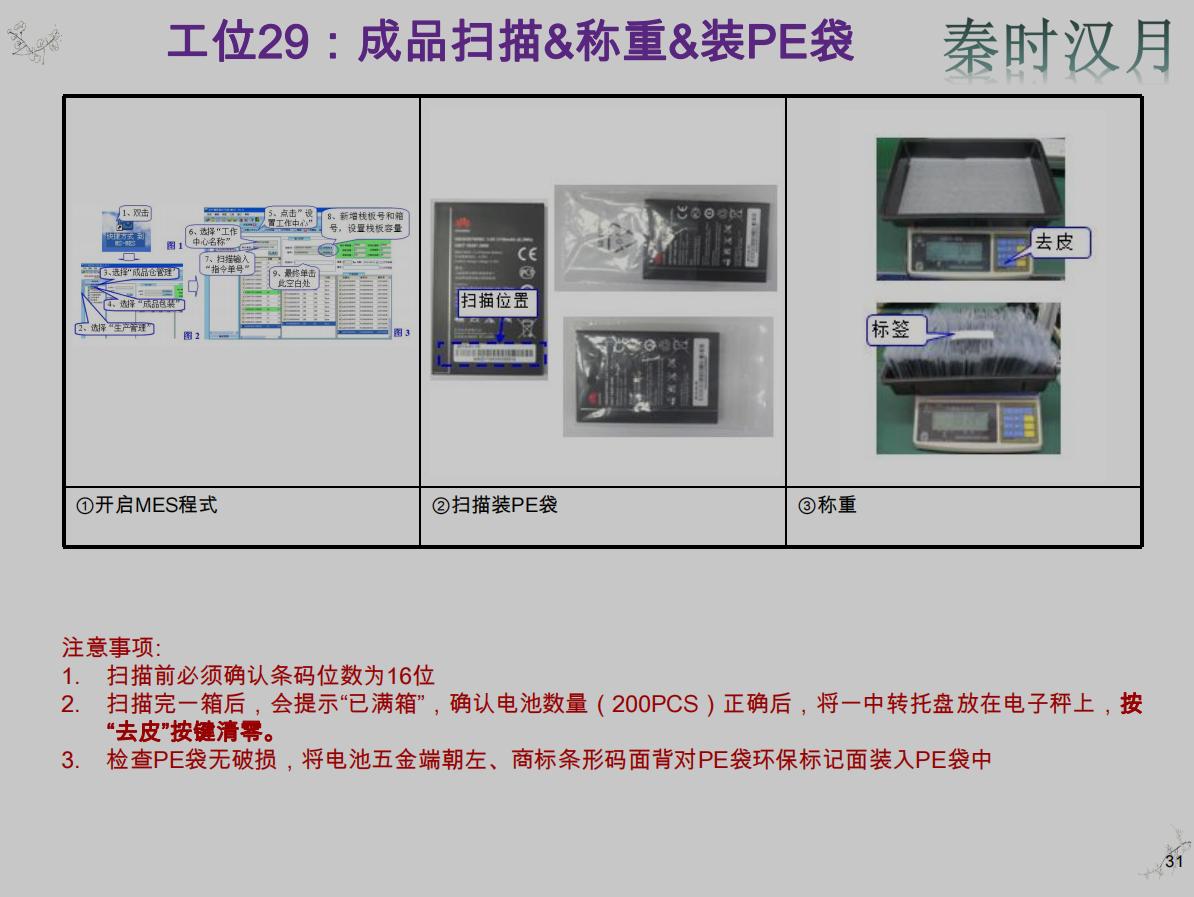
成品扫描、称重、装PE袋:检查PE袋无破损,将电池五金端朝左、商标条形码面背对PE袋环保标记面装入PE袋
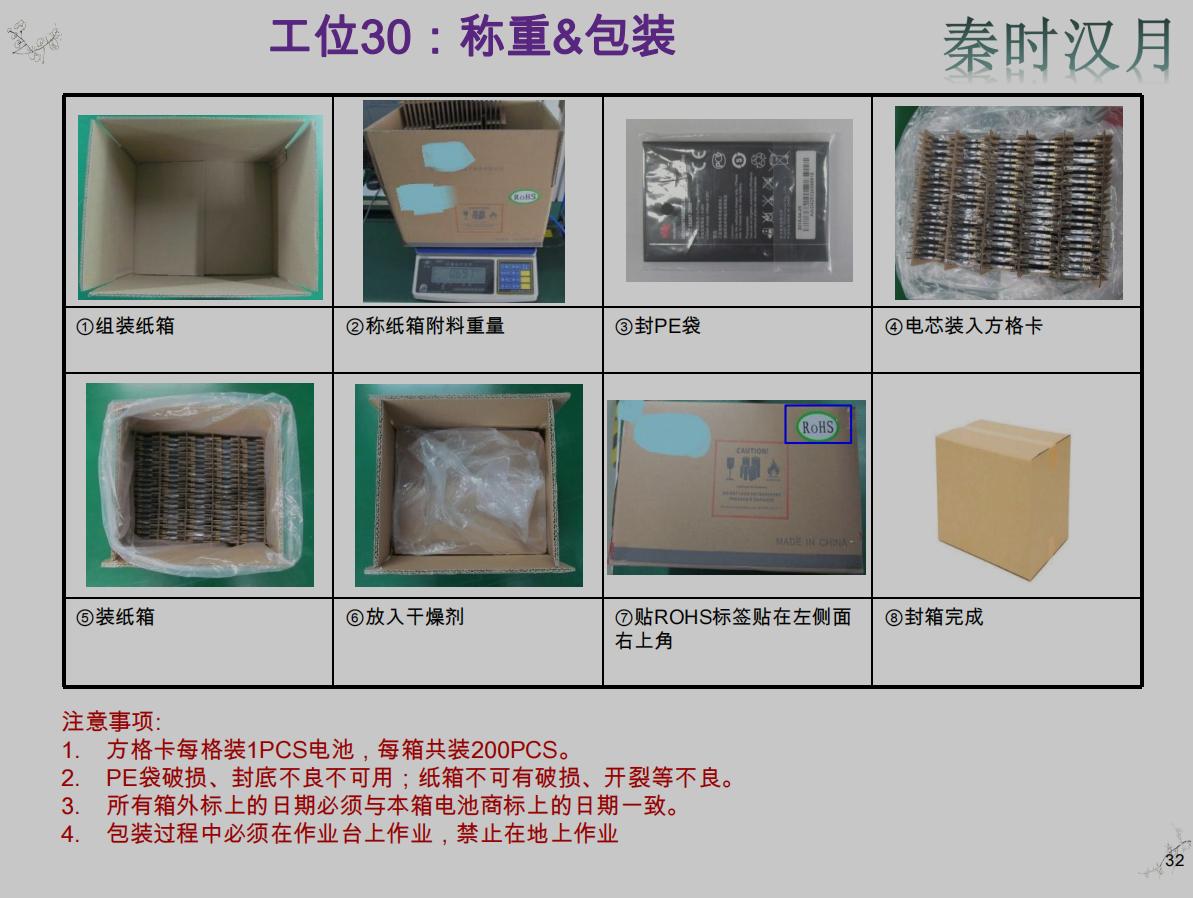
.称重&包装:PE袋破损、封底不良不可用;纸箱不可有破损、开裂等不良,所有箱外标上的日期必须与本箱电池商标上的日期一致
本人从事新能源电池生产设备,半导体芯片制造设备多年,不时分享一些干货,欢迎志同道合的朋友一起沟通交流,共同成长;