纸箱厂平时接到一些品牌或特殊要求的客户订单,就需要进行各种颜色的满版印刷,相比普通的印刷订单,满版印刷需要印满整张瓦楞纸板, 费油墨,难度大,废品率也更高 。
在实际的满版印刷中,就要求印刷师傅更注意细节的把控,稍不注意就会出现如 印刷露白、墨色变深、印刷失墨,拖花或叠印不良 等问题,造成老板们口中满版印刷印不好、印不出的情况。
当出现以上问题时,建议老板们优先检查以下5处地方,可解决大部分满版印刷问题~
第一处:检查网纹辊和胶辊
调机时,要格外注意网纹辊和胶辊两边是否平衡,我们知道胶辊的作用是把网纹辊表面的水墨挤掉,而网纹辊则可稳定地为印版定量供墨,两组辊在运转时是离心转动相互挤压摩擦,且呈抛物线的状态。
那么这两组辊两边位置是否平衡,就直接关系到了 传墨和刷墨的均匀程度 ,影响印刷品质量,也能最大限度地避免印品的墨色前后深浅不一致的问题。

第二处:检查印版/纸板厚度
要知道整个印版保持一致的厚度,才能确保 印刷压力和版面着墨的均匀 ,当印版的厚度不均匀时,版面就会出现高低差。版面高的地方就容易糊版,版面低的地方就容易出现着墨不全,造成印迹不清晰等问题。
同理,如瓦楞纸板在搬运过程中出现凹痕,那印刷时,凹陷部位的纸面就会出现印迹不清晰的质量缺陷,所以在生产前要检查仔细。

第三处:检查网纹辊网目
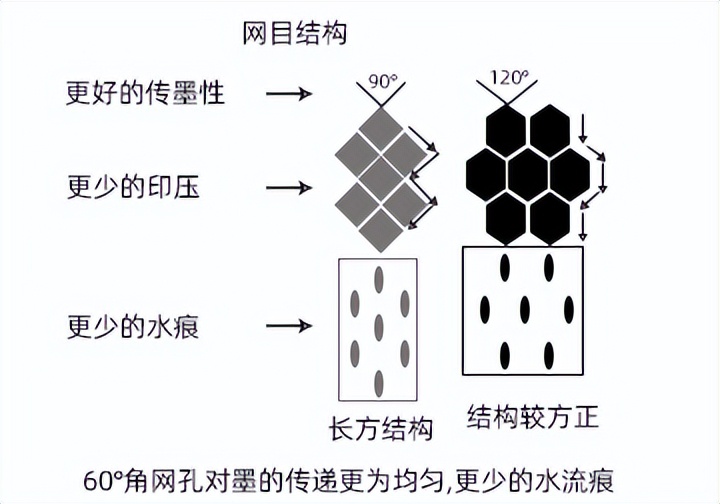
网纹辊又被称为 “印刷机的心脏” ,其作用直接 影响印刷的精细度与均匀度 ,如果使用的网纹辊线数偏高,网目太细的话,在印刷色块和大的文字时,吸墨量是不够的。
当网目结构是90度,墨的传递会成长条形;如果是120度,结构会比较方正,目前一般的柔性版印刷机通常就是 采用60°的排列方式,网目呈正六边形的陶瓷网纹辊供墨 ,这样传墨性会更好,且印压更小和水流痕更少。
第四处:检查水性油墨
生产中如遇到供墨系统堵塞失墨;胶辊与网纹辊在正常接触状态下,网纹辊网墙上的油墨仍不能挤掉等问题,基本上与水性油墨的粘度过高有关。
我们知道满版印刷时油墨用量大、消耗快,油墨会更快速变稠,而水性油墨的黏度与传墨量有一定的正比关系,好一点的水性油墨它的吸墨量会增大,因此满版印刷时 建议采用中、高档以上的水性油墨 ,并生产过程中注意检查水性油墨的粘度变化。

第五处:检查印刷压力
我们把瓦楞纸板和印版的接触压力称为印刷压力,一般印刷面积较大的,如满版印刷,我们就要将压力调轻一些,以 纸板能轻轻接触印版,满足印刷清晰,箱面手感无凹陷,平整即可 ,这样可增加油墨量,从而提高实地密度和鲜艳度、光亮度。
但如果印刷压力控制不好,则会出现糊版、塞网、露白等问题,需要我们多留意。
最后印前检查要仔细,印中调节要灵活,印后维护要用心,可规避印刷中的大部分问题!
本期满版印刷的内容就分享到这里啦!如果您还有其他补充的知识, 欢迎在评论区留言分享哦~