微动磨蚀(Fretting Corrosion)和伪压痕(False Brinelling)这两种磨损机理都是由于微小的相对运动引起的,通常因为机器零件固定或不旋转时发生振动,这种振动零部件的一个例子是风力发电机涡轮中的齿轮和滚动轴承,风力发电机旋转但同时也受到微风的振动。另一个例子是卡车或火车运送的滚动轴承。一些文献指出这两种磨损机理相同,而且名称也相近,都属于摩擦腐蚀,但作者则提出它们是两种不同的磨损原理。
1
微动磨蚀
微动磨蚀是指接触表面受到小幅度轻微相对往复滑动运动而产生的损伤。
微动磨蚀就是在无润滑接触表面伴随有腐蚀的一种摩擦损伤。如果发生在空气中,腐蚀多为氧化物,空气中钢的微动磨蚀会产生 赤铁矿型氧化物,即α-Fe2O3。一种暗红或咖啡色的物质。这种红色薄层或淡红色碎屑是缺乏润滑的一种迹象。
图1所示为钢试样间微动磨蚀的简图和显微照片。当清除掉这些氧化表皮后,用扫描电镜观察可以看到损坏部位的滑动痕迹(底部显微形貌),它们的长度与振幅相对应。
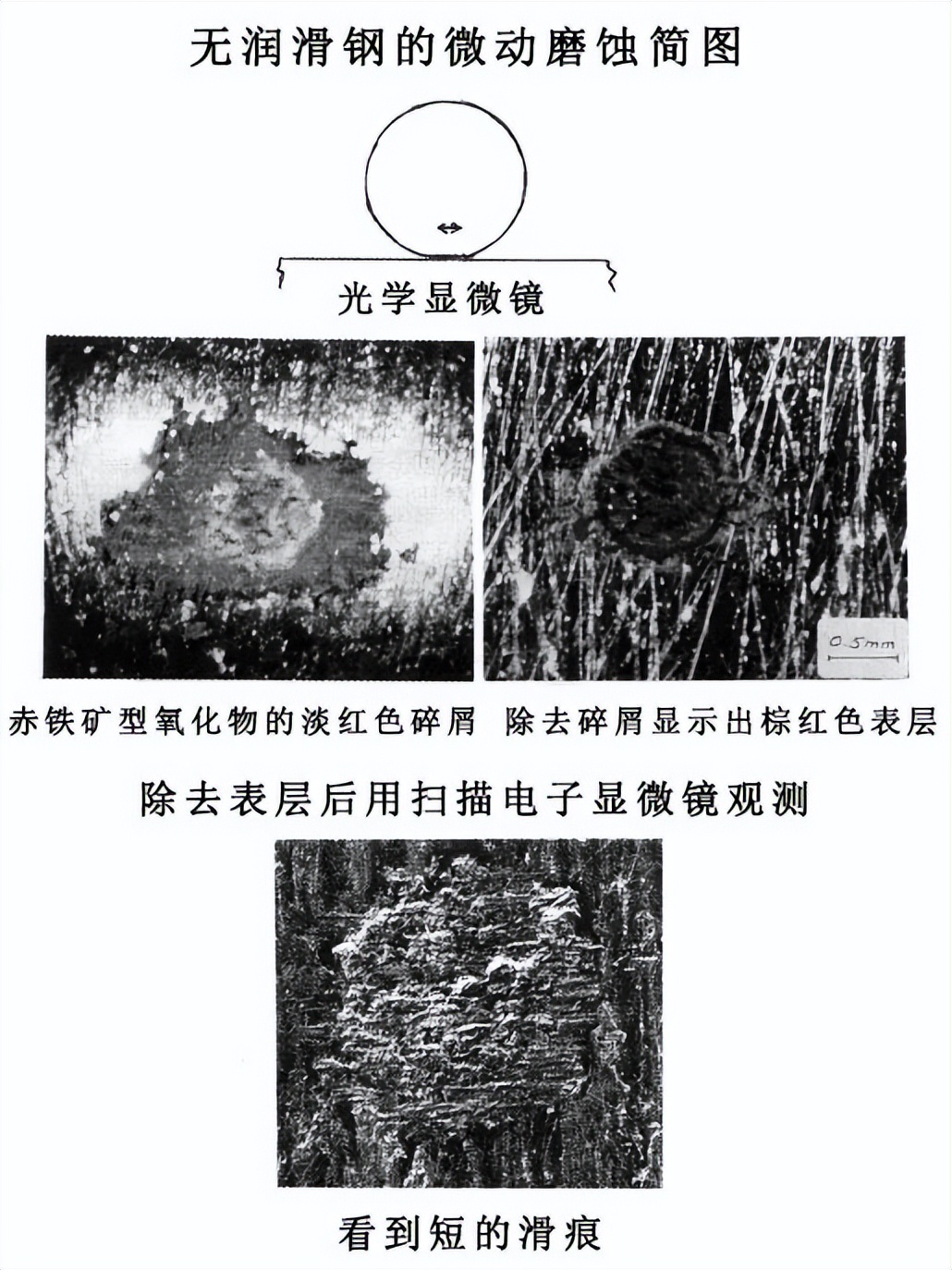
图1 无润滑钢的微动磨蚀简图
2
布氏金属硬度试验
布氏硬度试验是用一直径10 mm 的硬球在金属试样上制做一压痕或凹陷。压力和压痕尺寸决定布氏硬度。显微镜下可见压痕中的原始磨痕。布氏硬度值就是用压力(kg)除以压痕面积(mm2)。
3
滚动轴承的真实压痕
滚动轴承不旋转时,如果受到足够大的压力,碰撞或振动可造成滚动体塑性变形并在滚道上产生压痕。压痕与滚动体的位置相对应。显微镜下可观察到压痕中有原始的磨加工痕迹,如图2所示。

图2 真实的压痕
4
滚动轴承的伪压痕
伪压痕是由于滚动体的轻微振动(也许仅仅是一度的几分之一)从而造成有润滑的滚动轴承滚道上磨损压痕的形成。此时工况条件阻止了弹流油膜的形成而形成了边界润滑。
磨损压痕复制着滚动体的形状和位置。围绕着这个压痕没有象真实压痕中发生的肩凸。在这个压痕中原始的磨加工痕迹已被磨去。伪压痕中没有发现滑动或打滑。
在接触处的润滑油液或邻近的润滑脂里含有磨损碎屑,对于钢与钢之间的摩擦,碎屑通常是黑色氧化物Fe3O4铁锈层。Fe3O4铁锈层是在适度的边界润滑条件下的一种钢接触普通磨损碎屑。压痕的出现是由于先前就存在以及随后形成的氧化膜的磨损造成的。
图3显示了圆锥滚子轴承滚道典型的伪压痕的简图和照片。伪压痕会产生噪声,在某些情况下会影响其运转性能。由它产生的应力升高还会缩短滚动轴承寿命,导致疲劳失效。

图3 伪压痕简图
5
预防措施
微动磨蚀和伪压痕的预防方法都是 阻止振动以中止滑动或摆动 。可以用振荡隔离器来实现这一方法。有些情况下,用较大的压力压紧接触面以增加摩擦。
用抗磨损涂膜、表面处理、固体润滑橡胶或塑料密封垫隔离金属表面以防止微动磨蚀。用含有抗磨添加剂,或用基础油里含有可溶抗磨添加剂的润滑脂来润滑接触面是有益的。另一种方法是改变表面光洁度提供微孔以使油能达到真正接触区域。
不让滚动体在同一位置长时间摆动也可机械地阻止伪压痕。这可以通过连续不断地或至少不时地旋转轴承来达到。旋转可以使磨损在滚道内均匀分布。在边界润滑条件,润滑油中的抗磨添加剂有助于降低磨损率,从而降低压痕的深度。