做石材,你的CAD会开挂吗
▌计算说明:
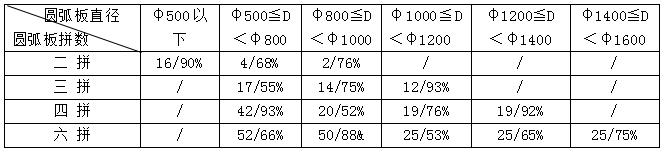
(1)以上计算建立在荒料体积1m3,荒料高度1000mm,圆弧板最薄处厚度25mm。圆弧板直径>1200mm时,三拼圆弧板不能够加工。
(2)圆弧板数量计算单位为件。如16/90%,表示加工件数为16件,出材率为90%。
(3)六拼以上的大半径圆弧板取25,五拼按四拼与六拼之间取平均数。
(4)表中“/”表示一般不会加工这种尺寸的圆弧板,或需要荒料高度>1000mm。
(5)表中的数据计算按所定区间的圆弧板半径平均数计算的,与中位半径对比,弦长差=2δRsinθ/2,θ为圆心角,δR=50。当θ为120°角,即三拼圆时,上限半径、下限半径与中位半径得出的弦长数据差是87mm,弓高之差=δR(1-cosθ)=0.5*50=25mm;
当θ=90°角时,弦长差=2*50*sin45°=71mm,弓高之差=15mm;
当θ=60°角时,弦长差=2*50*sin30°=50mm,弓高之差=7mm。
由(5)中知道表由于中位半径与半径下限、上限有偏差,需使用者依据所加工圆弧板的半径、荒料尺寸认真核算。但是当圆弧板拼数越多时,>6拼,这个偏差就很小了,可以直接套用表中的数据了。表中也可以看出六拼圆时直径>1000mm时,加工出来的圆弧板数量均为25件。
▌表中计算根据如下:
图1为φ500以下半圆弧板计算图,取计算半径250mm;90%。
图2为φ500<D<φ800半圆弧板计算图,取计算半径400mm;68%。
图3为φ1000≦D<φ1200半圆弧板计算图,取计算半径500mm;76%。
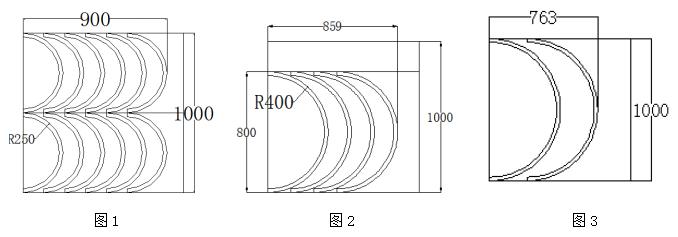
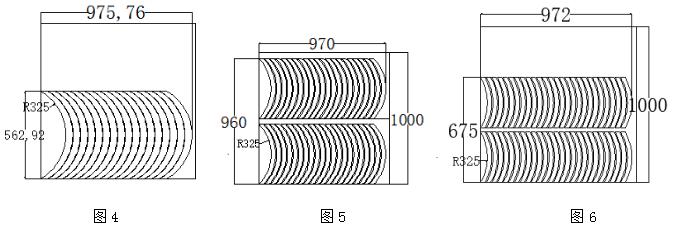
图4为φ500≦D<φ800三拼圆弧板出材率计算图,取中位半径325mm;51%。
图5为φ500≦D<φ800四拼圆弧板出材率计算图,取中位半径325mm;91%。
图6为φ500≦D<φ800六拼圆弧板出材率计算图,取中位半径325mm;66%。
φ800≦D<φ1000
图7为三拼圆弧板出材率计算图,取中位半径450mm;此种情况下出材率为76%。
图8四拼圆弧板出材率计算图,取中位半径450mm;此种情况下出材率为61%。
图9为六拼圆弧板出材率计算图取中位半径450mm,;此种情况下出材率为92%。
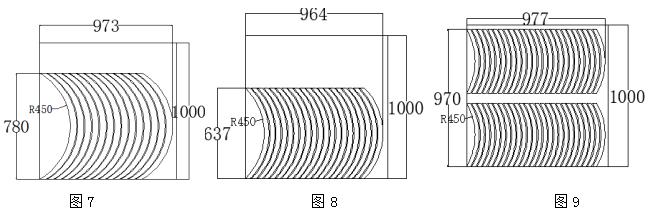
φ1000≦D<φ1200
图10为三拼圆弧板出材率计算图,取中位半径550mm计算;此种情况下出材率为93%。
图11为四拼圆弧板出材率计算图,取中位半径550mm计算;此种情况下出材率为75%。
图12为六拼圆弧板出材率计算图,取中位半径550mm计算;此种情况下出材率为53%。
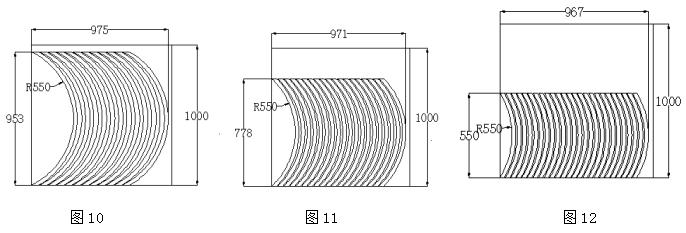
φ1200≦D<φ1400
图13为四拼圆弧板出材率计算图,取中位半径650mm计算;此种情况下出材率为92%。
图14为六拼圆弧板出材率计算图,取中位半径650mm计算;此种情况下出材率为64%。
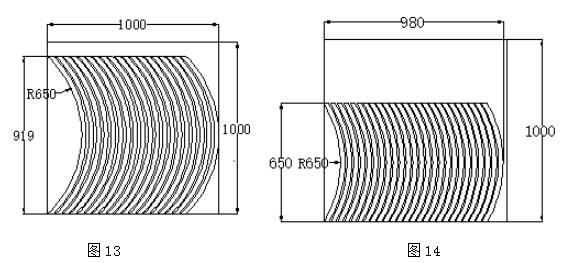
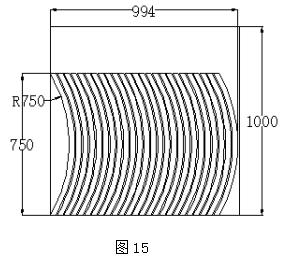
φ1400≦D<φ1600
图15如果荒料的高度在1000mm时,只能加工六拼圆弧板了,因为加工四拼圆弧板、六拼圆弧板时弦长大于表中假设荒料高度为1000mm。圆弧板加工数量和出材率计算以中位数半径750mm计算。此种情况下出材率为75%。
许多的石材从业人员遇到圆弧板的产品时就不知道如何计算圆弧出材率了,有了这张表和这些出材率计算图就懂得了圆弧板1立方米的荒料可以加工多少片圆弧板和出材率计算了。
作者晏辉
未经授权请勿转载