引用标准
GB 5585.1-2018/GB 5585.2-2018 电工用铜、铝及其合金母线
技术要求
1.材质
铜母线应采用T2铜线锭制造。
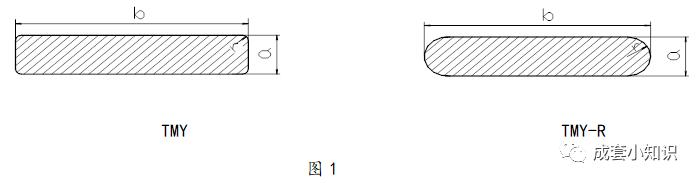
TMR-软铜母线 TMY-硬铜母线
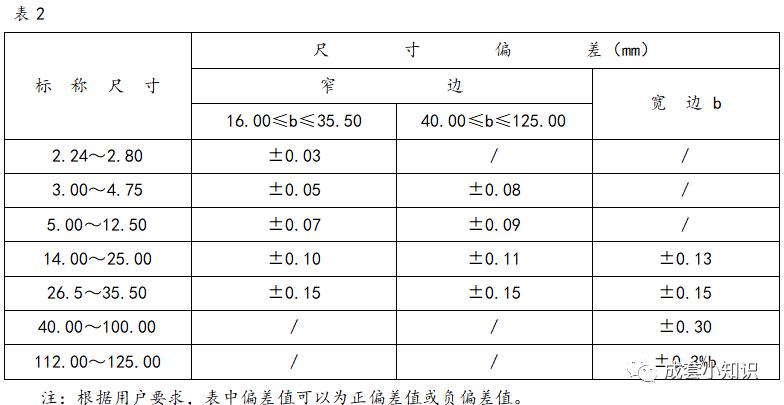
2.矩形铜母线的规格及其选用见图1及表2。
3.尺寸偏差
母线的尺寸偏差见表2。
3. 圆角
母线的窄边a≤6.30mm者可以有半径不大于1.5mm的圆角,a>7.10mm者可以有半径不大于2.0mm的圆角。
4. 性能要求
母线的材料应具有合格证件,当材料质量证明不全以及对材质有怀疑时,应按表3的要求进行检验。
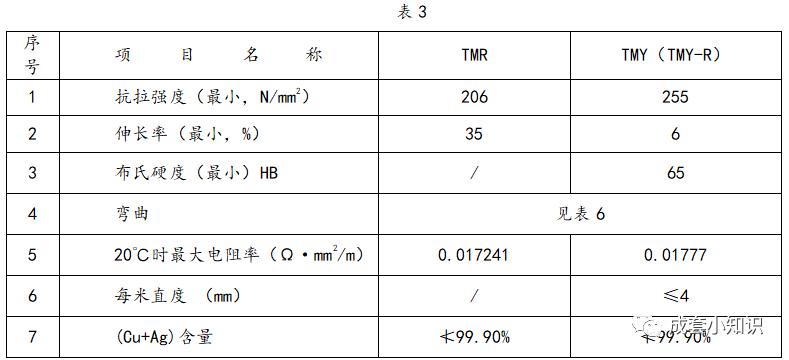
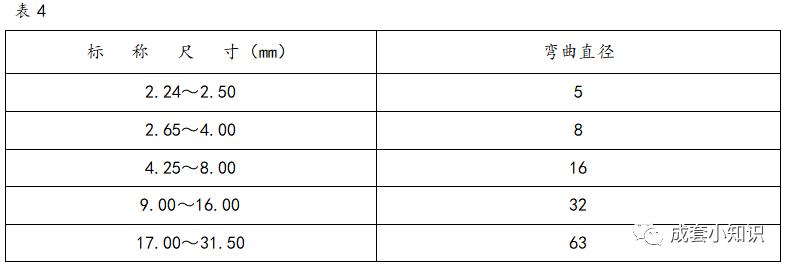
注:铜母线以b边弯曲90°,表面应不出现裂纹;弯曲圆柱的直径根据a边尺寸选定。
母线的加工要求
1. 母线应矫正平直,切断面应平整,零件符合使用要求和图样要求。切断面的直角度允许偏差见表5、表6。
表5 以材料宽度为基准的切断面允差 mm


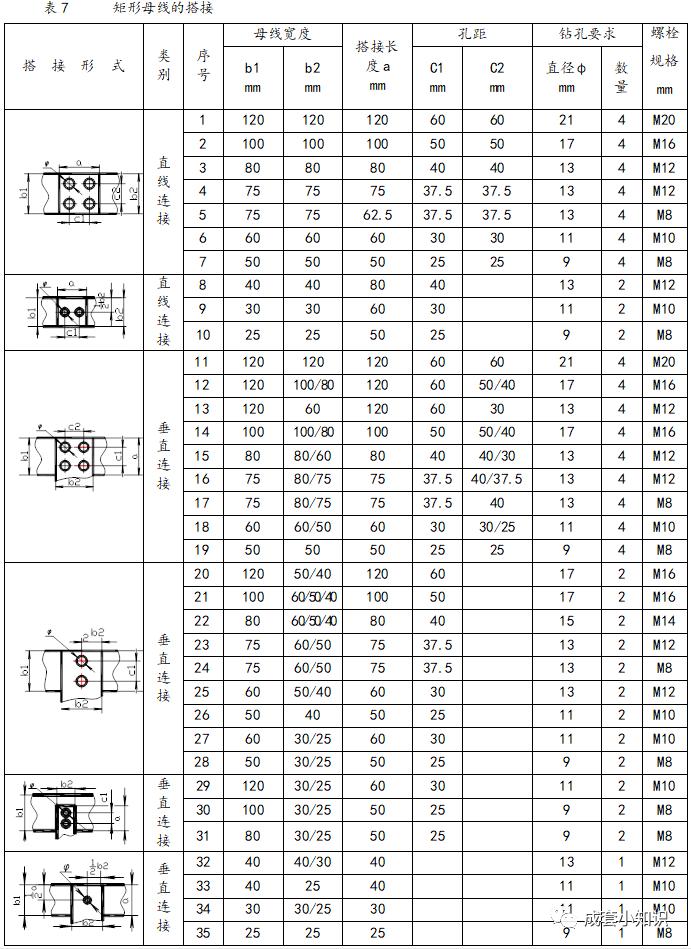
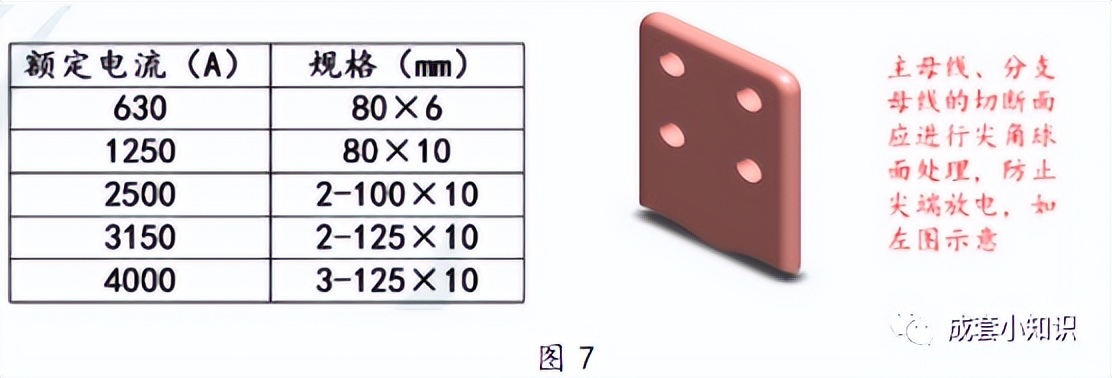
2.母线搭接面,其接触部分的长度应等于或大于母线的宽度,如图纸无要求时应按照表7的要求。
3.母线连接孔的直径一般应大于螺栓直径1mm,保证孔眼位置的正确,不歪斜,螺孔中心距的公差为0.5。
4.母线的接触面加工必须平整、无氧化膜。加工后其截面减少值:铜母线不应超过原截面的3%;
5.母线应进行冷弯,不得进行热弯。弯曲应遵循下列表8原则:
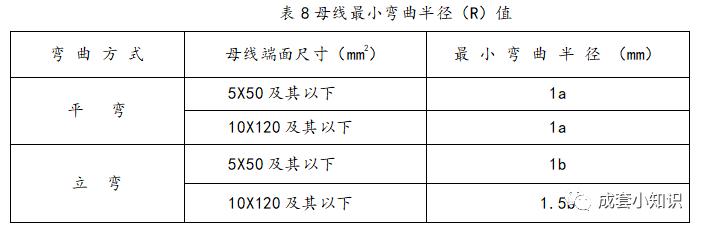
注:1) 表中a为母线厚度;b为母线宽度。
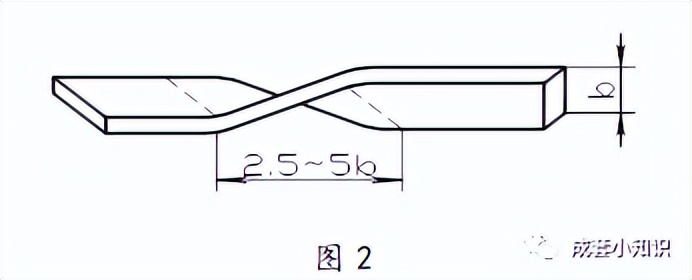
6.母线扭转90°时,其扭转部分的长度应为母线宽度的2.5~5倍。如图2。
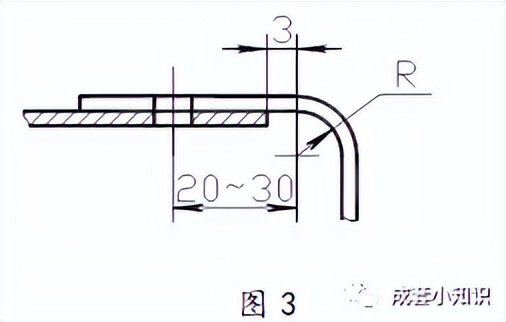
7.与设备接线端子或主母线连接的母线,分支母线在弯曲时,其弯曲部分距电器设备接线端子或主母线边缘的距离不应小于3mm,连接孔中心距母线弯曲部分不应小于20~30mm。如图3。
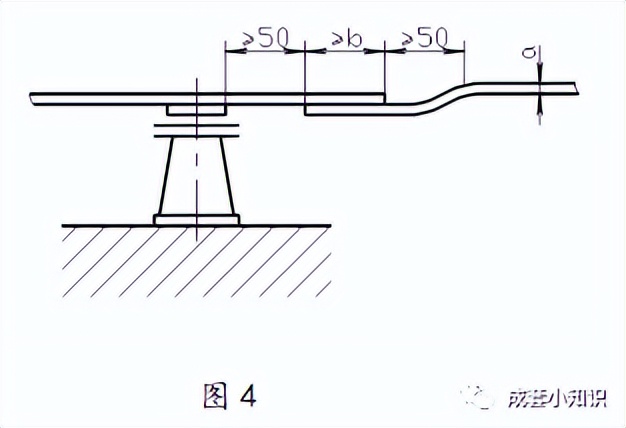
8.母线的搭接部分的尺寸及距支持绝缘子的边缘(或母线夹)之间的距离不应小于50mm,上片母线端头与下片母线平弯开始处的距离不应小于50 mm,如图4。
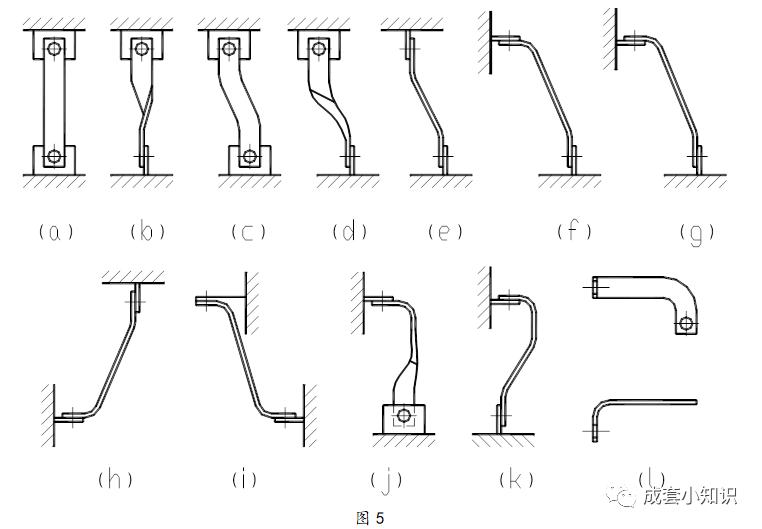
9.母线的接头以及电器端子的连接形式推荐如下,如图5。
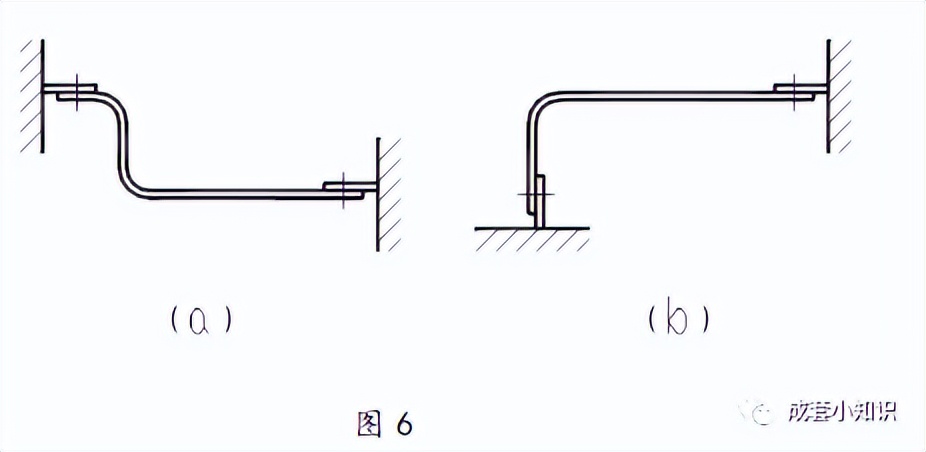
10.在保证接触良好和具有足够的绝缘距离以及满足其他条件下,应考虑采用最短尺寸进行弯制。不采用图6的两种弯制方式。
母线选用标准
1.母线根据系统电流选择,如图6,如果客户有指定则按客户方案执行。
2.母线远景扩展接口如图8
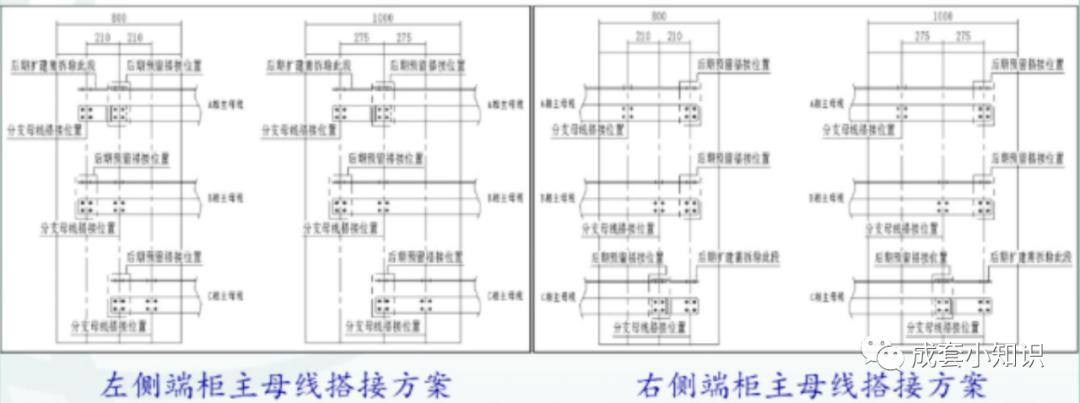
图8


母线安装
1.母线的连接采用贯穿螺栓(性能等级8.8级)连接。
2.母线与母线或母线与电器接线端子的螺栓搭接面的安装应符合下列要求:
a) 母线接触面加工后必须保持清洁;
b) 母线平置时,贯穿螺栓应由下往上穿,其余情况下,螺母应置于维护侧,螺栓长度宜露出螺母(2~3)牙;
c) 贯穿螺栓连接的母线两外侧均应有平垫圈,相邻螺栓垫圈间应有3mm以上的净距,螺母侧应装有弹簧垫圈或锁紧螺母;
d) 螺栓受力应均匀,不应使电器的接线端子受到额外应力;
e) 母线的接触面连接紧密,连接螺栓应用力距扳手紧固,其紧固力矩值按表9的规定。

注:静触头上螺栓的紧固力矩:M10(性能等级:不低于10.9级)为(46~50)N·m,M20(性能等级:不低于8.8级)为(250~260)N·m。
3.母线在支柱绝缘子上固定时应符合下列要求:
a、母线固定金具与支柱绝缘子的固定应平整牢固,不应是使其所支持的母线受到额外应力;
b、交流母线的固定金具或其他支持金具不应闭合磁路;
c、母线在支柱绝缘子上的固定死点,每一段应设置一个,并宜位于全长或两段母线伸缩节中间点位置;
4.片矩形母线间,应保持不小于母线厚度的间隙,固定处应加同等厚度的垫块;相邻垫块边缘间距离应大于5mm.
5.母线搭接块不得有裂纹、断股和折皱现象;其总截面不应小于母线截面的1.2倍。