摘 要: 针对冷轧机某现场使用时异常故障的情况, 对其关键部件———四列圆柱滚子轴承的失效形式进行了分析, 给出了轴承设计、制造及应用环境控制方面的建议。
提高轧机轴承的使用寿命, 一直以来是轧机轴承设计追求的目标, 无论是轴承结构的改进, 还是主机设备的改进, 近年来都有了长足的发展 。但轧机轴承在使用中仍经常遇到一些问题。本文通过实际案例, 就设计 、制造、环境控制及维护保养等方面进行了一些总结, 期望对轧机轴承的设计和使用有所帮助。
1 四列圆柱滚子轴承异常破坏形式及分析
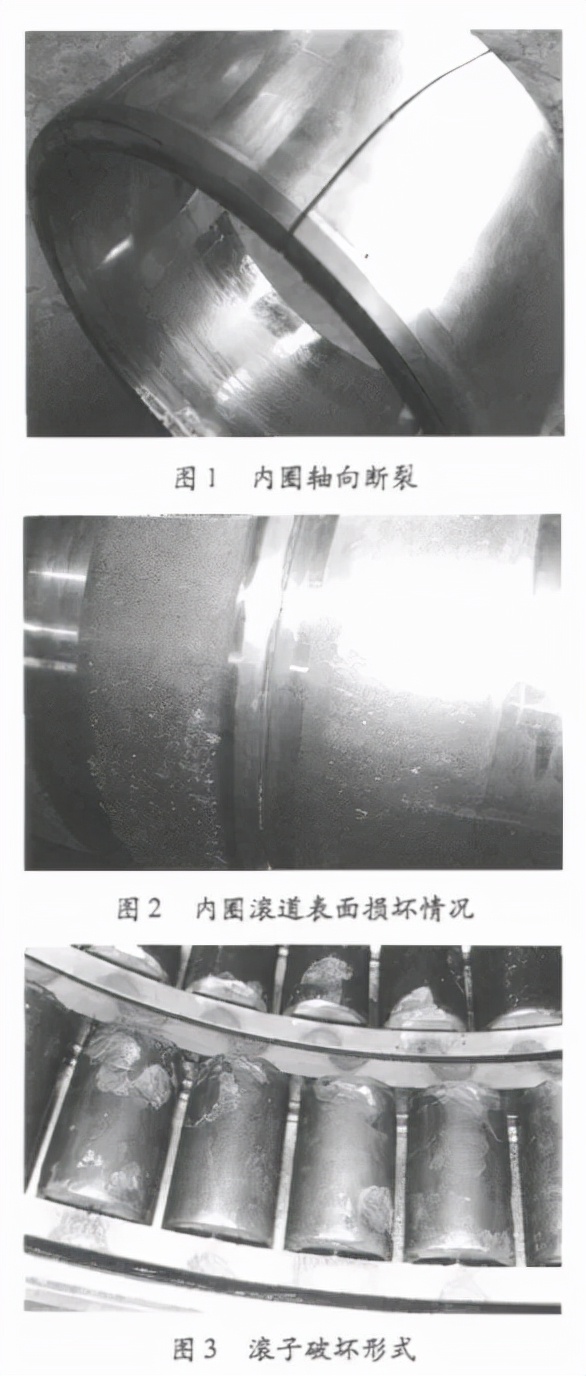
图1至图3所示为在某轧制主机厂生产使用现场所拍的冷轧机用四列圆柱滚子轴承损坏的几种典型案例:图1为支承辊使用的四列圆柱滚子轴承的内圈,整个内圈沿轴向断裂, 并贯穿内径,内孔表面严重烧伤;图2为工作辊使用的四列圆柱滚子轴承的内圈滚道表面,颜色已呈红综色,烧伤严重。滚道表面布满凹坑和麻点;图3为支承辊使用的四列圆柱滚子轴承的滚子和外圈组件,滚子表面材料大块剥落,滚子表面呈红棕色,严重烧伤 。
主机为1450型冷轧机, 支承辊所用四列圆柱滚子轴承外形尺寸为520mm×735 mm×535mm, 轧制速度最大为900m/min;轧制力最大为10000kN。
根据介绍, 由于产量任务, 该轧机经常满负荷工作, 润滑不及时, 同时轧机预警系统损坏且未及时修复,没有及时发现轴承异常,导致支承辊起火。从轴承损坏情况分析,图 1套圈轴向断裂, 裂纹沿套圈轴向断开,属于超载荷或轴承安装配合选择不当 (过紧 )所致;图2滚道疲劳剥落表面磨痕明显,金属有片状脱落,也是超载荷和润滑剂失效所致;图 3滚子两端边缘磨损严重,滚子破裂、掉块, 主要是超载荷和润滑失效所致。
2 长寿命设计和制造
2.1 提高轴承的设计寿命
轧机轴承的设计中,结合国内外轴承的研究,极限化选择主参数,保证额定载荷最大和计算寿命最长(轧机轴承理论寿命为正常使用条件下40000~50000h) 。材料选用时,一般选取优质真空脱气钢或电渣重熔高碳铬轴承钢,保证轴承钢材料氧含量小于15×10-4﹪,在淬火加热时也可增加短时间渗碳或渗氮处理, 使表面残留有较大的压应力,有助于提高疲劳抗力;对于大的冲击载荷, 宜选用渗碳钢材料,使套圈工作表面保持有1~3mm厚的渗碳层,使轴承工作表面具有很高的硬度,心部具有良好的抗冲击韧性 。
2.2 润滑结构设计
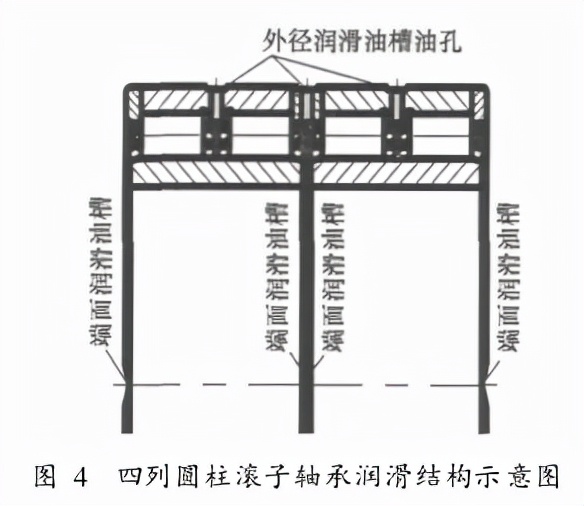
轧机轴承使用环境较恶劣, 轴承的再润滑结构对于轧机轴承至关重要。本案设计的润滑结构为:四列圆柱滚子轴承在轴承端面以及外径面均设计有润滑油槽和油孔,如图 4所示。
2.3 轴承的加工制造
滚子与套圈通常是线接触,可采用线接触弹流润滑理论来分析轴承润滑状态。根据文献[1]计算的最小油膜厚度, 典型膜厚为0.1~1μm,膜厚比通常为3~10(3<λ<10 )。在轴承的制造过程中, 加工滚道时的粗糙度选取即考虑了这一因素。根据国外的研究, 在选取合适的润滑剂黏度的情况下,粗糙度的加工适合并满足相应的油膜厚度时,轴承可靠性寿命系数对于滚子轴承可以增加至大于1,对于轴承的寿命极为有利。
根据冷轧机轴承的实际使用情况,提高轴承精度储备,降低轴承相关对等的离散性, 降低轴承配合面粗糙度,是目前轧机轴承制造的技术关键 。在制造工艺中,重点考虑了以下几点:
( 1)消除轴承加工应力。轴承零件的加工所造成的内部应力对于轴承配合尺寸以及滚道尺寸的离散、滚道油沟尺寸的稳定性影响很大。轴承使用中, 由于滚子对载荷的传递, 轴承在受冲击载荷时滚道油沟及内圈受力较大,存在的内部应力是造成滚子端部剥落和轴承内圈破裂不可忽视的原因。在制造工序间增加套圈磨加工后的热处理回火稳定工序,消除应力以尽量减少所带来的危害。有条件时,应尽可能地延长消除应力的时间,如自然时效等使应力充分释放。
( 2)控制轴承配合尺寸的离散度。内、外径尺寸的离散性要小,以保证主机安装时, 轧辊两侧保持间隙均匀,受力稳定。在保证轴承滚子组内径的条件下,轴承内部滚道尺寸和滚子尺寸为保证轴承游隙需选配确定,由于加工中两列滚道的加工不是同步完成, 因此需要严格保证两列滚道及滚子尺寸的离散度,以避免轴承在运转中发生受力偏斜 、润滑不均而过早丧失精度和损坏 。
(3)提高轴承配合表面粗糙度要求。在加工中选择合适的砂轮粒度,合理调整砂轮修整次数,采用合适的冷却液等使轴承配合面加工精度和粗糙度有较高的水平。
3 环境约束控制
3.1 轴承的环境要求及安装
与轴承配合的轴及轴承座以及其他机械构件产生的系统振动, 都会对轴承本身的使用性能产生影响。合理控制轧机出钢侧牌坊的平面度、轴承箱座孔的壁厚差以及轧辊轴的挠度是保证轴承合理使用的常见方法。同时轴承座和轴承外圈的装配间隙应合理选取并控制,轴承座与轴承外圈配合时过盈过大或原始游隙过小,经常会引起轴承套圈的断裂或烧结。轧辊辊颈与轴承的松配合会造成轴承的打滑和磨蚀现象。
资料表明,约有30%以上的轧机轴承失效是由于轴承不适当的安装造成。轴承在安装时要注意轴承和轧辊辊颈、座孔配合面的同心, 避免轴承使用时发生偏载现象。为了消除轧辊制造偏差,目前四列圆柱滚子轴承的内圈多采用轧辊和轴承内圈预装整体配磨的做法,简单实用,配磨后的轴承内部间隙一定要与轴承使用环境、温升相匹配。
3.2 轴承的使用及维护保养
轴承使用中须注意两点:一是不能过载,二是润滑合理。轴承安装后应定时检查润滑油路的畅通,并进行听查和测量其工作温度;在轴承静止状态中检查或进行润滑油脂的分析;避免设备超负荷工作造成轴承过早破坏;每隔3~12个月彻底检查轴承一次;拆卸后的轴承认真检查滚道的磨损情况,建历史记录卡;暂时不用的轴承要涂油润滑,包装,贮存在适当地方;在轴承的运转过程中增加轴承的监测设施,预防在先,及早发现问题,避免更大损失。
4 结束语
根据冷轧机轴承异常失效的形式分析原因,不仅要从设计制造上改进:提高设计寿命,选用优良材料,合理设计润滑结构,提高轴承精度储备及其配合面粗糙度要求,降低轴承技术指标的离散性。还要结合轴承安装使用环境等因素,降低轧辊轴辊颈及轴承座的制造误差,正确安装使用,合理维护,及时诊断。只有这样才能真正提高轴承的使用寿命,从根本上减少轴承消耗,节能增效。
注:本文内容来源洛阳轴研科技股份有限公司,由轧机轴承整理发布,版权归原作者所有,如有侵权,请联系我们删除~
更多精彩内容,尽在【轧机轴承】公众号。