
小伙伴们
火车的 咣当、咣当 声
你还记得吗
那你知道它是怎么消失的吗
跟上小编的步伐
一起去看看吧

(薛松 摄)
咣当、咣当声的消失
一个重要原因就是
无缝线路的发展应用
无缝线路 ,顾名思义
就是千里铁道线上 一根轨
在小伙伴记忆中
焊轨作业是怎样的
是这样的吗

那你就out了
来~来~来~
移动式气压焊轨车 焊轨 作业
来了解一下

锯轨
根据作业轨温条件
计算钢轨伸缩量
焊接前确定钢轨切割位置
作业人员使用锯轨机
按照测量好的标记
对钢轨切割

除锈、端铣
钢轨端面平直度越好
焊接质量越高
使用钢丝轮、端磨机、锉刀
对端面 50毫米 范围除锈打磨
用四氯化碳清洗
确保把端面油污清洗干净


对轨
焊接前需进行对轨
保证焊机落下时顺利夹持钢轨
调整动端钢轨
保证动静端钢轨错缝
控制在允许范围内
这项工作至关重要
直接影响焊接质量

焊接
焊接 是机械焊轨的“重头戏”
全程智能化作业
每一个步骤必须正确
每一个数据必须精准
钢轨焊接工严格执行作业标准
确保焊头熔合、焊透


正火、冷却
为提高焊头性能
保证接头质量、晶粒细化
钢轨经气压焊接后
需经正火、冷却处理
正火时温度可达 800℃~850℃

粗磨
用波磨尺测量焊头水平边缘错缝
打磨人员操作机具
对轨底、轨颚、轨腰
圆弧面、轨顶面、工作边等磨削作业


质量检查
粗磨后对焊头处全面检查
确认焊带位置是否有夹层
是否有蓝光带
测量记录
接头起拱量和工作边数值

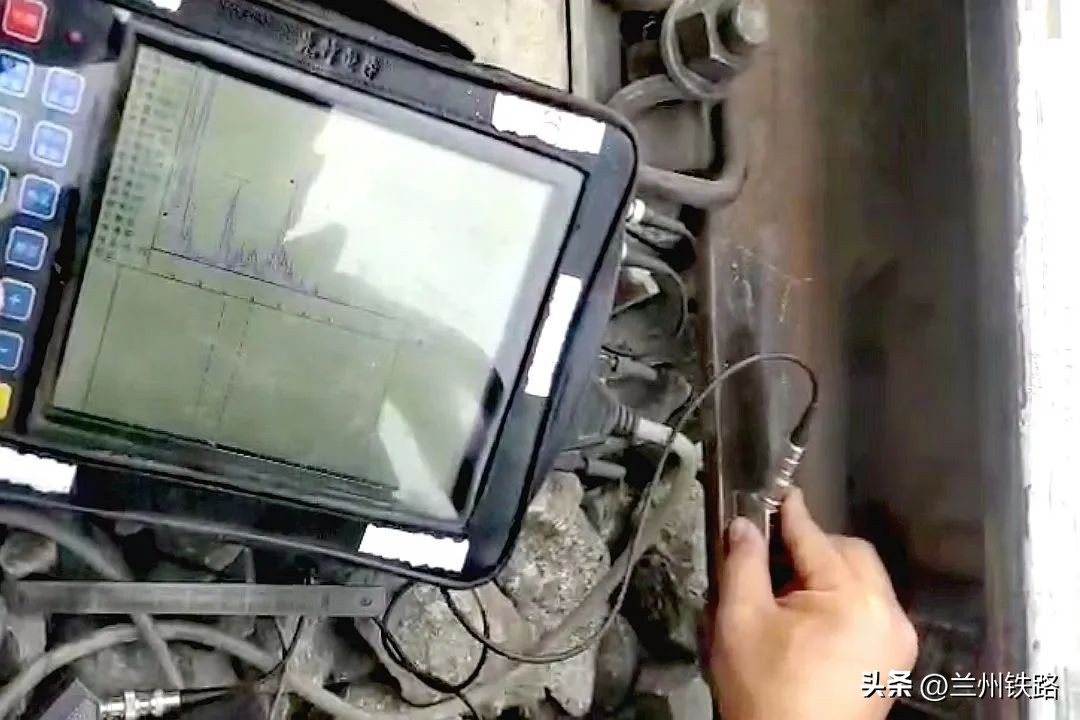
探伤
当轨温降到40℃以下
探伤人员使用超声波探伤仪
对焊头进行“ 心电图 ”检测
判断内部结构有无瑕疵
精磨
焊头经过列车碾压
平直度和起拱量
会发生一定变化
需焊接完成48小时后
对焊头 精细打磨
确保焊头美观、质量可靠

千里铁道线上 一根轨
焊接 质量是关键
小伙伴们
是不是又涨知识啦
还想了解那些铁路知识
欢迎评论区留言