麻烦看官老爷们右上角点击一下“关注”,既方便您进行讨论和分享,又能给您带来不一样的参与感,感谢您的支持!
文|见山
编辑|见山
前言
关于孔隙率的形成和气体含量,选择合适的保护气体进行激光焊接对于实现高质量的接头至关重要。基于光纤激光焊接过程中保护气体中的氮含量,研究了SS 304不锈钢焊缝中锁孔诱导的孔隙形成趋势和氮含量。
在 N 的 5 kW 连续波 (CW) 光纤激光器下进行了板上焊缝自体焊缝2和氩混合物。采用光学金相、微聚焦X射线、X射线和熔池高速图像研究了孔隙率的形成。
此外,还使用气体分析仪研究焊缝金属氮含量。结果表明,氮气显著影响熔体区孔隙率的降低,并增加了凝固焊缝金属中的溶解氮,因为使用纯氮会导致溶解氮比母材中的氮含量增加36%。相比之下,它对锁孔模式几乎没有显著影响。

SS 304不锈钢的介绍
最近,开发了高性能光纤激光焊接;与传统的激光焊接工艺相比,其特点是熔深和高速焊接。焊接过程中在熔池中进行高功率激光焊接会产生薄毛细管,称为锁孔。
钥匙孔改善了激光束与材料之间的能量耦合,从而增强了激光能量的吸收并增加了穿透力。钥匙孔也代表焊接过程中的挥发性图案。这种严重的不稳定性是焊缝孔隙发展的关键因素。
孔隙率是高功率激光焊接中最严重的缺陷之一,因为它会降低机械性能,特别是强度、疲劳和伸长率。激光焊接中的气孔率可分为冶金因素引起的气孔率和锁孔引起的气孔率两种。

由低沸点元素或表面污染产生的孔隙称为冶金因子引起的孔隙率。相比之下,在锁孔焊接模式下对大厚度部件进行深熔激光焊接产生的气孔称为锁孔诱导孔隙。
保护气体用于保护凝固的熔融金属和焊接钥匙孔免受周围大气的影响,从而避免气孔和氧化物夹杂物,从而导致焊接质量差。众所周知,激光焊接中保护气体的类型和气体流速是必不可少的和有影响力的,不仅对于保护焊缝免受包围空气的影响,而且可能对焊缝的特性和性能产生影响。
此外,保护气体与铁水的反应会导致熔池表面张力的变化,提供额外的能量并影响等离子体条件,最终改变激光焊接过程中的锁孔形态和行为。

SS304不锈钢实验程序
本研究使用厚度为304 mm和5 mm的奥氏体不锈钢SS 8板,采用最大功率为10000 kW、梁参数积10.4 mm·mrad的连续波(CW)光纤激光焊接机(IPG YLS-5)实现熔接线。
以40 L/min的流速激光焊接板上的珠子作为轴向保护气体,其中氩气/氮气比(每单位体积的混合气体)分别为0、0.25、0.5、0.75和1.0。氩气-氮气混合物在焊接前进行预混合。

使用10000 f/s的成帧速率高速相机观察焊接过程中的熔池行为。片山等人开发的原位微点X射线透射成像系统监测激光焊接过程中的孔隙形成行为。
该系统在点源附近使用微聚焦X射线源,以便可以放大微小区域并拍摄图像。在5 kW激光功率焊接条件下使用Pt颗粒进行原位X射线监测的典型示例,焊接速度为2 m/min。

随后,从上表面对熔接线进行目视检查和射线照相检查,以观察焊缝孔隙率。因此,从焊缝中切出样品进行光学观察和气体分析。对于微观结构研究,将试样切割、研磨、抛光并在草酸蚀刻剂(10 g 草酸和 100 mL 蒸馏水)中进行电蚀刻。使用堀场EMGA-520分析仪分析焊缝金属氮含量。

监测激光锁孔和锁孔诱导的孔隙形成
高速摄像机可以观察到不同保护气体比率下熔池和锁孔行为的波动。高速相机图像显示,在使用纯氩气作为保护气体的情况下,激光钥匙孔的大小和形状波动很大。
动态等离子体变化和强烈的液态金属流动是促成这种现象发展的因素之一。此外,锁孔正面形状不规则,出现一些飞溅,表明锁孔不稳定。同时,添加氮气时情况会发生变化,钥匙孔正面变得更加稳定,如果仅使用氮气,则钥匙孔的正面接近规则椭圆形。

带有氩气保护气的熔池稳定性低,使被捕获的气泡有机会在凝固的焊缝金属中产生气孔。当使用氮气时,钥匙孔变得非常稳定,可以抑制或防止气泡的形成,从而减少孔隙率或缺乏孔隙率。

为了获得更多关于不同保护气体混合物下锁孔行为的信息,使用X射线透射成像快照研究了内部锁孔行为,在 5% Ar、2% Ar + 100% N 的保护气体中以 50 kW 功率和 50 m/min 的速度进行焊接2和 100% N2分别。

监测X射线传输的结果表明,在钥匙孔尖端附近形成了气泡,其中,后钥匙孔壁上的凹痕是由金属蒸气的冲击引起的,金属蒸气导致钥匙孔尖端的动态波动。通过与底部熔池固液边界的相互作用,液体沿着前锁孔壁猛烈向动,产生一些强烈的涡流。
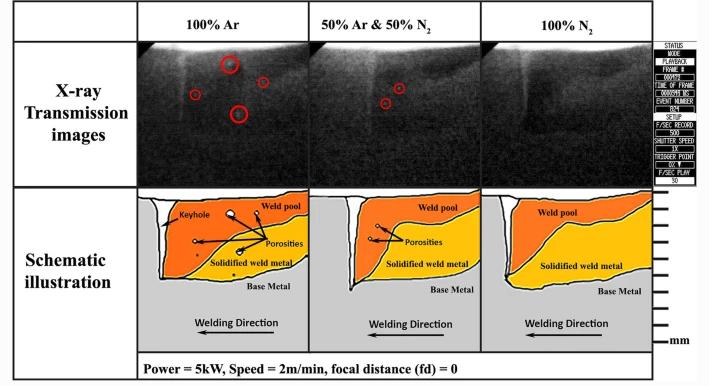
因此,由于钥匙孔后面熔融金属涡流引起的流体动力压力,在钥匙孔的尖端形成气泡,然后随着逆时针涡流与熔池底部一起移动到后部。之后,气泡被凝固前沿捕获,因为熔融金属由于激光焊接的高凝固速率而冷却和凝固。
在氩气中,由于钥匙孔底部附近的熔池收缩,熔融金属不能顺利流入锁孔,因此很可能会发生孔隙。另一方面,添加氮气等活性气体会降低熔融部分的表面张力和粘度。据解释,孔隙率降低是因为通过减少熔融金属来改善熔融金属的流动性。

此外,在保护气体中添加氮气后,锁孔变得更加稳定,并且随着保护气体中氮气的增加,气泡的数量和体积减少。在纯氮气利用情况下,锁孔稳定,未形成明显气泡。放射学检查保证了先前的调查。
X射线照相检查的结果如图所示。在用氩气保护气体进行激光焊接时存在几个气孔,在氮气百分比较低时,氩气消失。分析在各种保护气体混合物中使用光纤激光器产生的全熔深和部分熔透焊缝的横截面。

显示钥匙孔类型的深度穿透。横截面分析显示,使用高氩气保护气体制成的焊缝底部有气孔,而氮气或氮气含量高的焊缝则显示无孔焊接区域。此外,当使用氮气时,奥氏体不锈钢熔池吸收氮的能力也可能有助于降低孔隙率。
焊缝金属氮含量
当焊接发生在开放式系统中时,保护气体的分压接近一个大气压= 0.1 MPa。因此,当氮气屏蔽在0%下使用氮气屏蔽时,氮气分压等于1.100 MPa,当氩气屏蔽在0%下使用时,氮气分压等于100 MPa。

在各种样品中测量了焊缝金属的氮含量,平均结果基于图中的保护气分压以图形方式表示。实测贱金属氮含量为360 ppm,应用纯氩气作为保护气时略微降低至340 ppm。
结果表明,氩氮混合物氮分压从0.025 MPa以上增加,凝固焊缝金属的N含量增加。在0.075MPa或更高作为保护气体的情况下,氮含量仅略有增加。它似乎在凝固的焊缝金属中达到了490 ppm的溶解度极限。

激光在焊接区域的高温导致氮气从多原子分子氮气N中解离2到单原子氮气N ,从而促进铁水中氮的吸收。
在给定温度下,西弗特定律是控制氮在熔融焊缝金属中的平衡溶解度的定律。熔融焊缝金属中的氮浓度与焊接浴上方双原子氮分压的平方根成正比。

这意味着通过将双原子气体的分压提高到熔点以上,可以提高氮在不锈钢中的溶解度极限。然而,在描述等离子体存在下熔融焊缝金属中的双原子气体溶解时,对Sievert定律的适用性存在许多疑问。在大多数熔焊工艺中,这种等离子体相位于熔池上方。
此外,氮溶解度在高合金体系(如熔融镍铬或铁铬)中偏离西弗特定律。相比之下,西弗特定律只适用于保护气体分压的一定范围 。

作为对凝固焊缝金属氮含量的进一步解释,认为最终氮含量是由激光焊接过程中熔池中氮原子的复杂过程输入和输出引起的。
至于熔融金属中的氮输入和吸收,有两个来源:1.氮气来自熔池周围的等离子体气氛。2.母材的氮含量在焊接过程中熔化之前。

此外,从熔池中去除溶解氮的过程是通过重新组合氮原子以形成氮分子(N2),可能会逃逸到大气中,加上在凝固期间和凝固后立即逃逸的一些靠近表面的原子。
从这个角度来看,由于熔池表面积的增加,增加熔池的湍流会增加逸出的氮气量。此外,仅使用氩气作为保护气体的情况意味着熔池中没有氮原子的输入。它允许熔池中已经存在的一些氮原子结合组成氮分子(N2),可以进入周围的大气层。这个假设在图示意性地说明。

在以纯氩气为保护气体的激光焊缝中,在重新凝固的熔合区中观察到大量的δ铁素体。随着氮气被添加到保护气体中,铁氧体百分比会降低。
相反,聚合区中的奥氏体百分比增加。由于氮是储存奥氏体稳定剂元素之一,它通过稳定奥氏体相和抑制铁素体生长直接影响熔融区铁素体含量。此外,还开发了一种数学模型,用于预测镍和铬当量的铁素体含量。

根据目前的研究,Creq固定在19%,而Nieq在11.4%至11.7%之间变化,具体取决于氮含量。因此,这反映在凝固焊缝金属中铁素体含量的降低上。
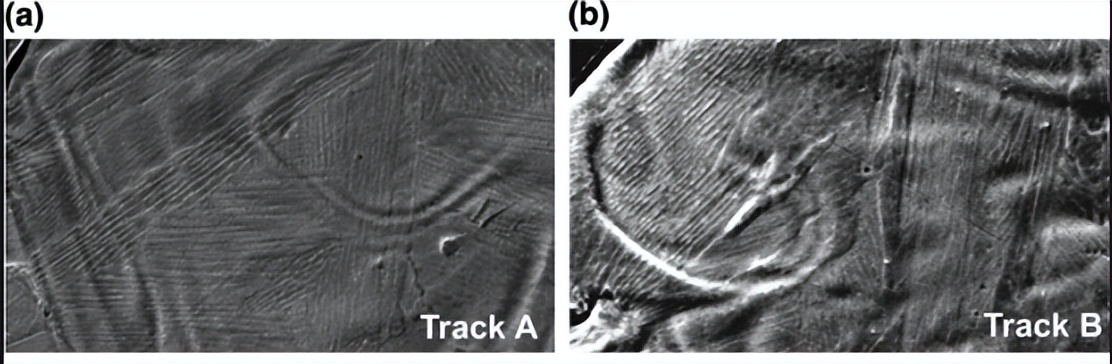
使用纯氮气作为保护气体时可以观察到熔合区的微观结构。扫描电子显微镜(SEM)检查提供了有关激光焊缝重新凝固熔合区的微观结构的深入信息。 SEM成像显示了奥氏体基体中初级δ铁素体、骨架δ铁素体和晶状δ铁素体等δ铁素体的多样性。

值得注意的是,研究人员在以前的研究中得出结论,焊缝金属的微观结构受到氮的显着影响,因为它限制了δ铁素体的形成并增加了奥氏体。由于氮是奥氏体的储存元素之一,它通过稳定奥氏体相和抑制铁素体生长来直接影响铁素体熔融区的含量。

总结
1.利用X射线透射观察研究了奥氏体不锈钢光纤激光焊接中锁孔引起的孔隙形成机理。可以总结如下:气泡从锁孔的尖端开始,在锁孔不稳定的情况下,气泡的数量和大小增加,因此被凝固前沿捕获。
2.使用高速相机以及不锈钢原位射线照相的观察表明,保护气体中的高氮含量有助于保持钥匙孔的开放和稳定。由于提高了锁孔稳定性,锁孔不会塌陷并保持打开状态,使气泡更容易从熔池中逸出,从而抑制孔隙率。另一方面,氮与合金元素的反应性和/或其在液体熔池中的溶解度可能会显着降低不稳定锁孔焊缝中固化和冷却时的保留孔隙率。
3.保护气中氮分压的增加导致固化焊接金属的氮含量增加;另一方面,使用纯氩气保护气降低了凝固焊接金属相对于母材的氮含量。