感谢关注@泰立注塑科普君,本篇文章长度约500字,阅读约1分钟。
在注塑领域,有一个产品是令几乎所有注塑机厂都闻风丧胆。其以不到1mm的壁厚,使用材料为融指仅为6g/min的硬质PVC,注射压力高达180bar,锁模压力高达160bar,抛给所有注塑机厂一个问题:你是想断活塞杆还是断联轴节?
没有错,这个产品就是今天的主角——PVC线盒。
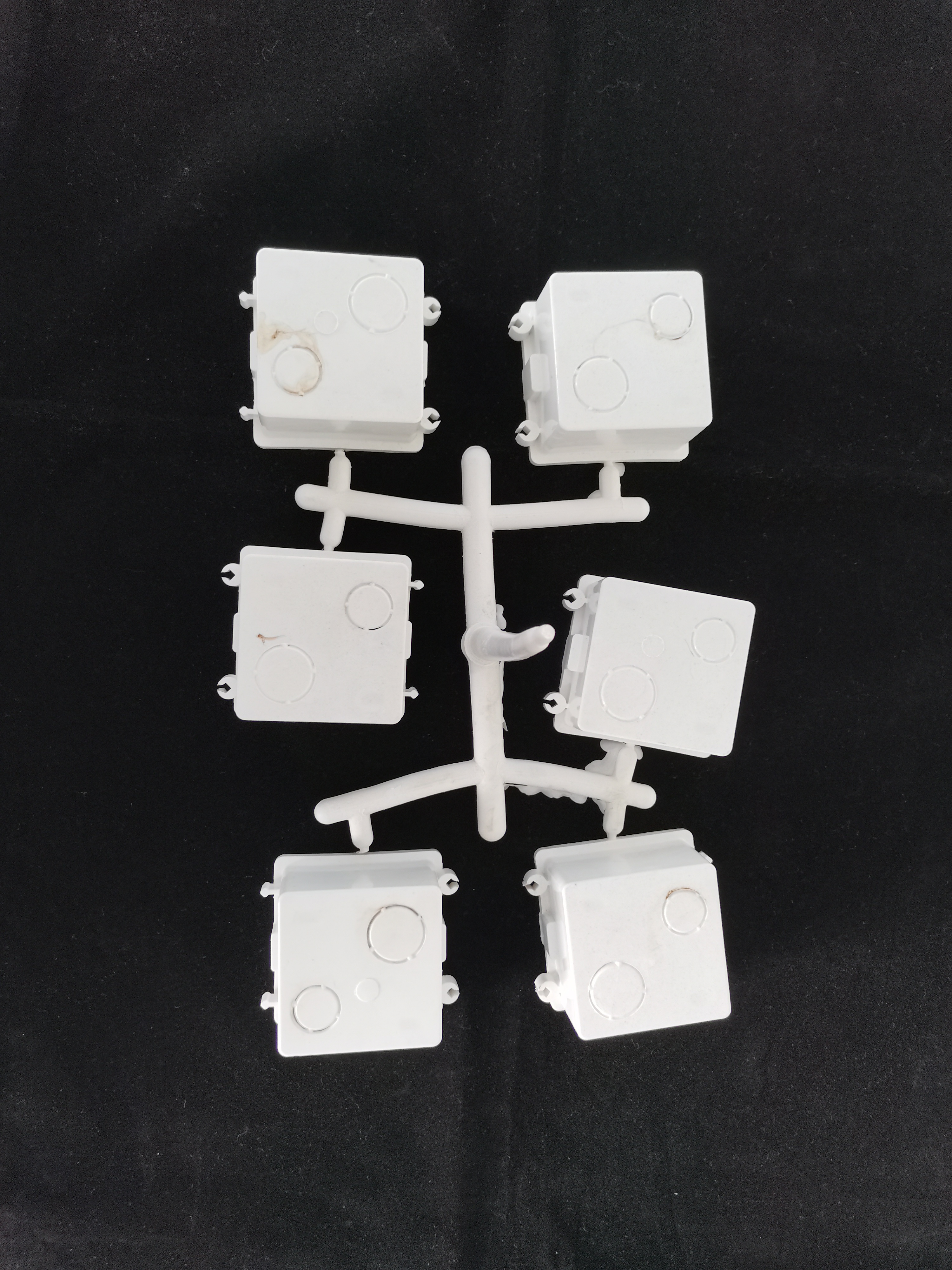
时至今日,新进入PVC线盒的注塑机厂家已经没有那么多了,因为对于PVC材料而言,其具有非常大的热敏感性,即无法通过增加料筒温度,加长塑化时间,增加螺杆转速的方法来增加料的流动性。因为PVC材料非常容易在高温下直接分解,或者变黄影响产品的观感和物理性能。
PVC线盒的壁厚一般在1mm左右,由于PVC的流动性非常差,因此如果在注射处不使用高压则非常容易在产品上出现缺料的问题;增加了注射压力,相应的必须也要增加合模压力,保证在注塑过程中,模具能够保证闭合。在巨大的注射压力和锁模压力的双重作用下,对大部分注塑机厂家而言,长时间注射部件的注射活塞杆和联轴节长期承受过大的负荷,极其容易出现断裂的问题。
针对这些问题,在注塑机及工艺参数的选择上一定要注意以下几个方面:
模具水口
在满足现实条件的情况下,应该尽可能的增大水口直径,增加水口的质量,方便PVC材料更方便的进入,以及尽快建立起模腔压力。
注射活塞杆和拉杆的材料选择
由辊压机压制的钢材由于加工工艺限制,经常会出现两头材料料性稀疏,中间料性致密的情况。应该对制造PVC注塑机的拉杆材料进行特殊选择,并测量相应的拉伸屈服强度,以达到最好的使用效果。在热处理工艺上,对回火的要求特别高。
装配精度
PVC专用注塑机应该尽量避免使用线性导轨来代替注射导杆。由于线性导轨的安装精度一般难以达到要求,因此容易出现偏心状态,降低注塑机的使用寿命。
处理好这些问题,PVC线盒就不再是注塑机的“坟场”;真正找到开启百亿市场的钥匙。
我一直认为,好的注塑机厂应该能够帮助客户解决问题,提高产能,占领更多的市场空间。这也是我品牌的注塑机一直在做的事情。
持续关注@泰立注塑科普君,带来更多干货内容,助您产能翻倍,利润翻倍。