我们在车削加工中时常会遇到很多问题,比如切屑缠绕工件,缠绕刀具, 影响工件表面光洁度,影响加工效率,甚至后续工序难以进行下去
那么一旦不断屑怎么办呢?
看下面这张图:
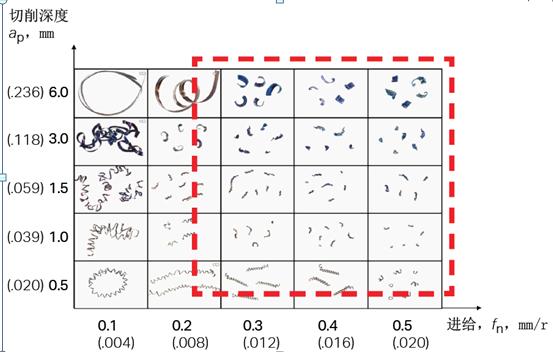
这是 ,切削参数与铁屑的关系
上图,
纵轴:代表切深Ap
横轴:代表进给量F
具体讲,切深和进给能够直接影响铁屑的形状
为什么呢?
来,再看下面这个图
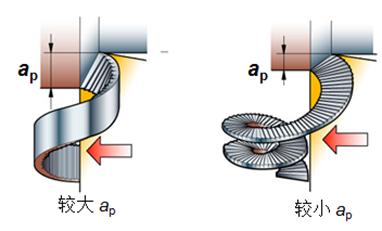
左侧图,是小的切深,右侧一个是大的切深
加大切深后,铁屑就会变厚
那么铁屑在相同曲度程度下,厚的铁屑就容易断屑
加大进给就是在轴向上,加大切深,道理一样,我就不画图了。
道理就这么简单:
铁屑在相同曲度程度下,厚的铁屑就容易断屑
那么,铁屑如果不断
1.加大切深Ap
2.提高进给量F
这两2招你一定要用好
好了,今天就分享在这儿,留下一个话题:
不断屑的情况,你是如何解决的呢?
欢迎留言交流!