摘要:采用恒速型双毛细管流变仪,研究了线型和星型苯乙烯-乙烯/*烯丁**-苯乙烯(SEBS)充入蜡油和环烷油后的流变性能及其挤出物外观的畸变情况,并分析了其畸变的扰动源。结果表明,充油可以明显降低SEBS的熔体黏度和弹性,改善SEBS挤出物的外观畸变,充入石蜡油的SEBS熔体弹性降低更明显,其改善畸变的效果比环烷油好。
延伸阅读:高聚物挤出外观缺陷研究-挤出畸变和熔体破裂机理探讨
聚合物熔融加工成型过程中已被证实伴随高黏度与“剪切变烯”行为,Weissenberg效应【1】、挤出胀大现象【2】、不稳定流动和熔体破裂现象、各种次级流动等。为了加工出性能优异的成品,科学家对熔体进行了大量的研究。1956年Tordella发现当剪切速率大于某一极限值,会产生不稳定流动,挤出物表面出现凹凸不平,以至支离、断裂。此时,聚合物熔体在口模内发生弹性湍流,流线紊乱,流动边界失控,造成挤出物表面杂乱无章【3】。此后,科学家又相继发现了鲨鱼皮畸变、不稳定螺纹【4】、第二光滑挤出区【5】、挤出分裂【6-7】等外观缺陷现象。这种熔体挤出畸变行为是聚合物黏弹性及各种应力综合作用的结果。常用解决手段有两种:一是采用改造口模形状、长径比及界面性质;如形状、尺寸、材质和界面性质;二是挤出工艺条件,如提高加工温度,可以提高熔体发生鲨鱼皮畸变或黏滑转变畸变的临界剪切速率【8-9】。
然而,以上技术并不能有效地解决聚合物熔体挤出畸变行为。因此研究如何改善聚合物本体结构以获得性能优异的产品是一条具有极大研究价值的技术路线。调控聚合物本体结构,常用的方法是调整体系成分和配方,改变聚合物熔体的黏弹性,从而改善熔体的流动不稳定行为;除共聚合、共混、复合等方法以外,添加特殊填料或者加工助剂也是常用的有效方法。
苯乙烯-乙烯/*烯丁**-苯乙烯(SEBS)是苯乙烯-丁二烯-苯乙烯(SBS)经过选择加氢制得的新型改性弹性体。与SBS的相分离结构不同,SEBS可形成互穿的共连续相,具有独特的流变性质:既有SBS的热塑性,又有常温下橡胶的高弹态,在高温下表现出树脂的流动性【10】。SEBS具有很好的热稳定性、耐候性、绝缘性和掺混性,因而被大量广泛地应用在工业产品。然而,SEBS的相对分子质量非常大,熔体黏度很高,弹性较强,高速挤出成型过程中挤出物极易发生各种畸变,很难直接在塑料成型设备上进行加工。国内外主要是向SEBS复合材料中添加大量润滑剂,减弱熔体与挤出机口模间的作用,以改善这个状况。但过多的润滑剂易使复合材料出现喷霜的风险,较大程度上影响SEBS复合材料的应用性能。
本文针对SEBS的挤出缺陷问题,以填充油(石蜡基和环烷基两类)为改性剂,研究了不同添加量和种类的填充油对SEBS挤出物外观的影响。
1 实验部分
1.1 原料
SEBS:牌号YH-503,牌号YH-602,巴陵石化公司,其分子结构参数如表1所示;填充油:牌号KP6005,牌号KP6010,牌号KN4010,牌号KN4010,克拉玛依公司,其性能参数如表2所示。
1.2 仪器及设备
恒速型双毛细管流变仪:RHEOLOGIC5000,意大利CEAST公司;数码显微镜:SAGAQX7,苏州神鹰光学有限公司;高速混合机:SHR-5A,张家港市鑫达塑料机械制造有限公司;电热恒温鼓风干燥箱:DNG-9420A,上海一恒科学仪器有限公司。
1.3 充油SEBS的制备
将高混机升温至60℃,加入SEBS搅拌预热1min,转速设为1000 r/min,从高速混合机上方漏斗按比例加入填充油搅拌4min,放料装袋备用。样品配方(质量份)如表3所示。
1.4 性能测试
(1)流变性能
将样品放入电热恒温鼓风干燥箱内,在60℃条件下恒温干燥12h,取出装袋备用。将双毛细管流变仪分别装上长口模和短口模,长口模直径为1 mm,长径比为30:1;短口模直径1 mm,长径比为0.25:1。将料筒加热至测试温度,分别设为175℃、220℃。样品加入料筒恒温预热4min后,在一定剪切速率下测试流变性能,测试剪切速率范围是50~5000s-1,共分为10段,每段对应的表观剪切速率恒定,分别为50s-1、100s-1、200s-1、500s-1、800s-1、1000s-1、2000s-1、3000s-1、4000s-1、5000s-1。
(2)光学显微镜观察
用数码显微镜观察挤出物外观,它能产生正立的三维空间像,立体感强,成像清晰和宽阔。本实验采用的放大倍数为60倍。
2 结果与讨论
2.1 充油对线型和星型SEBS的挤出外观形貌的影响
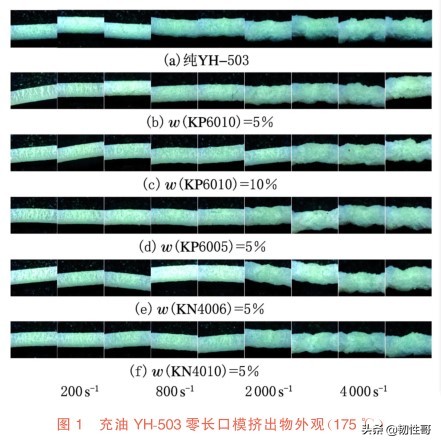
图1是充油YH-503(线型SEBS)的零长口模挤出物的外观。图2是充油YH-602零长口模挤出物的外观。由图1可以看出,充油YH-503与纯YH-503的挤出物外观随剪切速率增大的变化规律是一致的,低剪切速率下,发生轻微的鲨鱼皮畸变。但是,当充油质量分数从0增加5%、10%时,其相应的临界剪切速率也从800s-1分别提高至2000s-1和3000s-1,此时挤出物外观开始发生整体扭曲。并且,实验结果表明不同类型填充油对线性结构SEBS的临界剪切速率影响不明显。
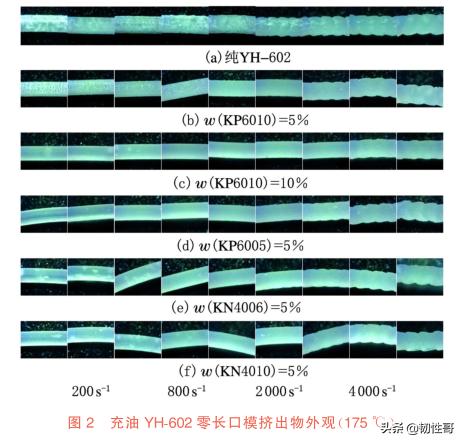
星型结构充油SEBS(YH-602)零长口模挤出物的外观如图2所示。纯YH-602的临界剪切速率为800s-1,当充油质量分数提高至5%、10%时,其临界值增加3000s-1和4000s-1。以上结果说明充油对线型和星型SEBS挤出物的挤出外观确实有明显的改善。但充油对星型SEBS具有更明显的提升效果,这对生产高外观质量SEBS产品具有重要的意义。并且,实验结果表明不同类型填充油对星型结构SEBS的临界剪切速率影响不明显。
2.2 口模对充油SEBS挤出外观形貌的影响
上文讨论了充油线型SEBS在零长口模的挤出效果。为了进一步研究充油对SEBS的挤出性能的影响,我们进行了长口模挤出的实验。图3是充油YH-503长口模挤出物的外观。
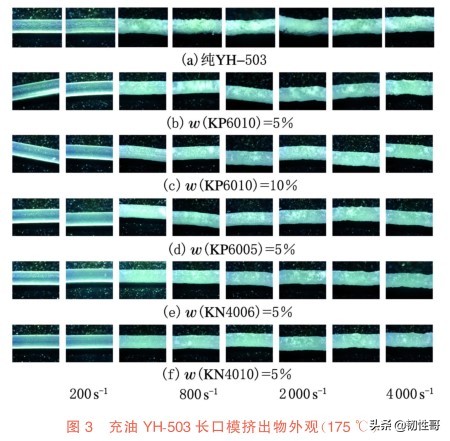
由图3可以看出,纯YH-503的临界挤出速率为800s-1,当充油质量分数为5%和10%时,其临界值增加1000s-1和2000s-1。并且,实验结果表明不同类型填充油对线型结构SEBS在长口模的挤出临界剪切速率影响不明显。
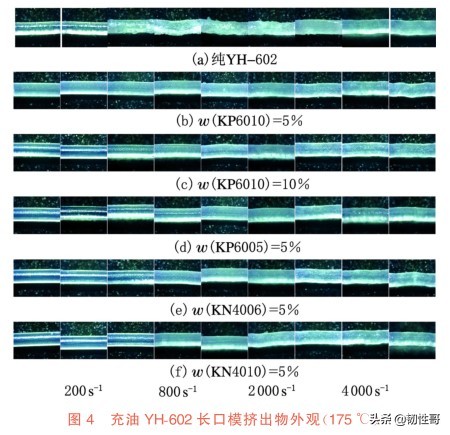
图4是充油星型YH-602长口模挤出物的外观。由图4可以看出,纯YH-602的临界剪切速率为800s-1,当充油质量分数为5%和10%时,其临界值增加3000s-1和4000s-1。因此,充油对于SEB零长口模和长口模挤出效果都有很大的改善。并且,实验结果表明不同类型填充油对线型结构SEBS在长口模的挤出临界剪切速率影响不明显。
2.3 充油SEBS的流变性能
2.3.1 充油SEBS的黏度对比分析
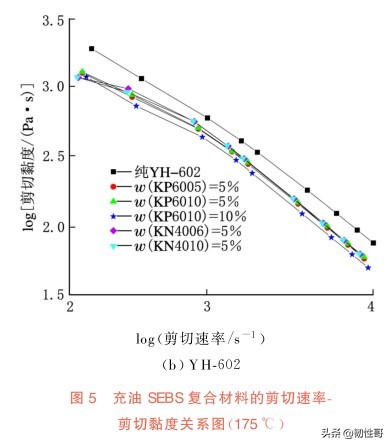
图5是在175℃条件下,YH-503和YH-602充入填充油的复合材料剪切黏度对比。
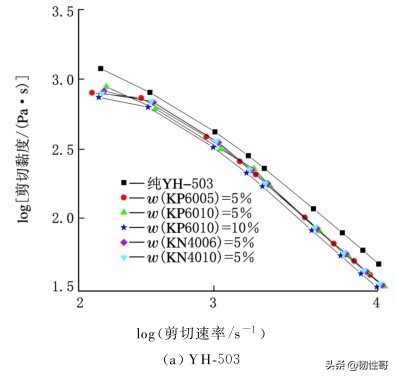
由图5可以看出,随着充油量的增加,复合材料的剪切黏度降低,流动性提高。这是由于在SEBS中加入填充油可以减少大分子间的作用力,使分子链柔顺,分子间作用力变小,流动性提高,黏度降低。而且在一定范围内,填充油添加量越大,流动性越高,黏度越低。充油可以明显降低SEBS的熔体黏度,从而改善熔体与口模壁间的相互作用,可以有效改善挤出物的表面畸变。
YH-503和YH-602分别充入5%(质量分数)的KP6005、KP6010、KN4006及KN4010的SEBS复合材料剪切黏度曲线几乎重合,说明不同种类和不同黏度的填充油对SEBS剪切黏度影响程度相当,流动性提高幅度差不多。这是由于填充油主要进入SEBS中的弹性体相畴,而复合材料产生流动是由于聚苯乙烯相畴受热软化流动而成,因而填充油的种类和黏度对复合材料的剪切黏度影响相当。
2.3.2 充油SEBS的熔体弹性对比分析
图6是在175℃条件下,YH-503和YH-602充入填充油的复合材料入口压力降对比。
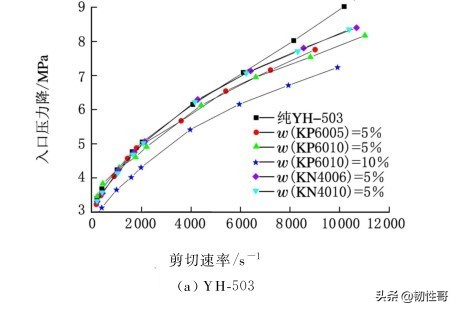
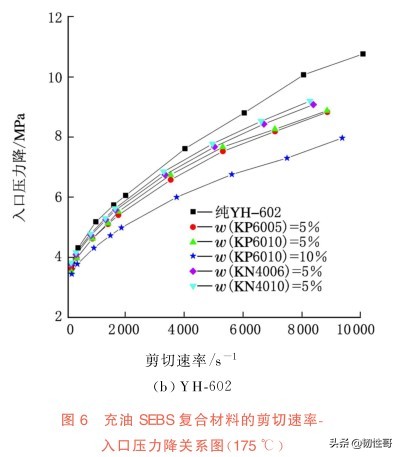
由图6可以看出,SEBS充油后,复合材料的入口压力降降低,熔体弹性下降,且在一定范围内,充油量越大,入口压力降越低,熔体弹性越小。这是由于在SEBS中加入填充油使分子链变得柔顺,在口模入口受到拉伸流动或剪切流动而发生形变的分子链弹性储能变小。充油可以明显降低SEBS的熔体弹性,分子链的弹性储能更少,熔体不容易在口模入口区发生失稳,因此需要更高的剪切速率才会使挤出物发生整体畸变。
对比分别充入质量分数为5%的相同黏度的石蜡油和环烷油的SEBS复合材料的入口压力降,充入石蜡油的SEBS复合材料的入口压力降相对更低,即入口压力降下降更多,熔体弹性下降更大。这是由于石蜡油与SEBS的弹性体链相容性相对比环烷油更好,对增大链段的柔软性的作用比环烷油强。充入石蜡油的SEBS熔体弹性相对更低,不容易在口模入口区发生流动不稳,对SEBS挤出物外观的改善效果更明显。
对比分别充入质量分数为5%的不同黏度的石蜡油或环烷油的SEBS复合材料的入口压力降,其曲线几乎重合,说明在一定范围内,不同黏度的填充油对SEBS入口压力降和熔体弹性影响程度相当。这是由于填充油主要进入SEBS弹性体相畴,增大弹性体链段间的间距,减少链段间的缠结,使分子链的弹性储能减低,因此不同黏度的填充油对复合材料的弹性影响效果相当。
2.3.3 充油SEBS挤出流动曲线的对比分析
从图7可以看出,低剪切速率下,充油SEBS的流动曲线呈现典型的假塑性流体特性,熔体黏附管壁。
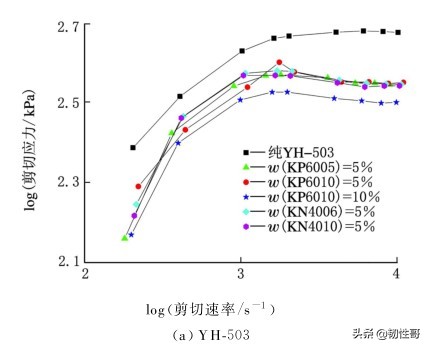
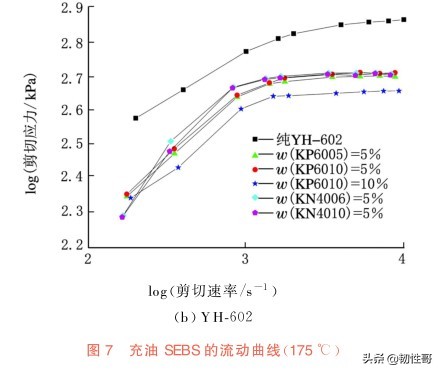
随剪切速率的增大,流动曲线未发生断裂,曲线斜率逐渐减小,最后几乎水平,说明流速增大,剪切应力变化不大,反映出熔体在毛细管壁发生了整体壁滑。
2.4 挤出外观缺陷的扰动源分析
图8是175℃条件下,充油SEBS压力分布系数(δ)随剪切速率的变化曲线。
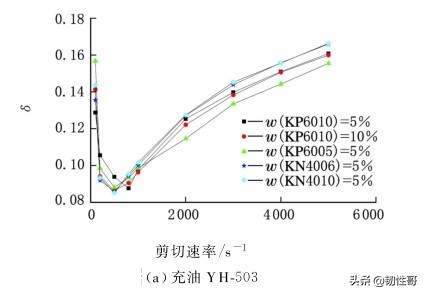
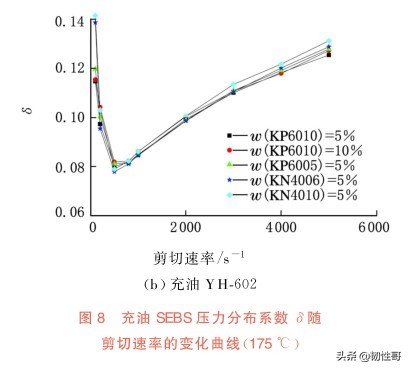
从图8可以看出,在低剪切速率下,熔体的δ值很大(>10%),说明此时充油SEBS的流动应力集中点位于口模入口区,入口区的应力集中现象明显。
随着剪切速率的增加,SEBS熔体的δ值逐渐减小,说明SEBS的流动应力集中点的位置会逐渐从口模入口区向口模内迁移。表现剪切速率增加到500s-1时,δ值减到最低值,之后又开始增大。可以看出充油SEBS的压力分布系数随着剪切速率的增加先降低后升高,即流动应力集中点的位置从口模入口区转移到口模内,又从口模内转移到入口区。
相对应地,YH-503充油复合材料的δ值相对更大,甚至比纯YH-503还大,说明线型SEBS充油后,熔体在入口区的应力集中现象更加明显。这是由于填充油对线型SEBS熔体黏度的改善更明显,也就是对管壁黏附作用的改善明显。而填充油对星型SEBS熔体弹性的改善更明显,也就是对入口区拉伸流失稳的改善更明显。
3 结 论
不同类型的填充油对SEBS挤出外观都具有明显改善效果,且不同类型的填充油的影响效果区别不大。当填充油质量分数为10%时,其相应的线型和星型SEBS在零长口模的临界剪切速率从800s-1分别提高至3000s-1和4000s-1,在长口模的临界剪切速率提高至2000s-1和4000s-1.此外,流变性能研究表明,充油可以明显降低SEBS的熔体黏度和弹性。充油量越多,熔体的黏度和弹性越低;充入石蜡油相对比充入环烷油的熔体弹性降低更明显,而黏度降低幅度则差异不大;充入不同黏度的填充油对熔体黏度和弹性降低幅度差异不大。
来源:陈伟鑫(金发科技股份有限公司 企业技术中心)
声明:凡注明“来源:XXX”的文/图等稿件,是本头条号出于传递更多信息及方便产业探讨之目的,并不意味着赞同其观点或证实其内容的真实性,文章内容仅供参考。如有侵权,请联系我们删除。凡文首注明作者的文/图等稿件,系本头条号原创,如需转载,请获得本头条号授权。