尺寸测量技术

什么是测量?
测量在制造业中的重要性
直接测量与间接测量
长度的历史
国际单位制
误差的种类
误差的因素
阿贝原则
模拟与数字
什么是测量?
本文中使用的“测量”,指的是基于一定的基准(单位),用数值表示零件尺寸的行为。简言之,尺寸测量就是将需要测量的目标物与基准物进行对比。根据测量的目的、方法及精度的不同,作为基准物的测量仪器可分为许多类型。通过准确测量尺寸,可以“检测”零件的规格是否满足要求(容许值)。改进测量工序是优化生产制造的基础。
准确测量是检测的基础
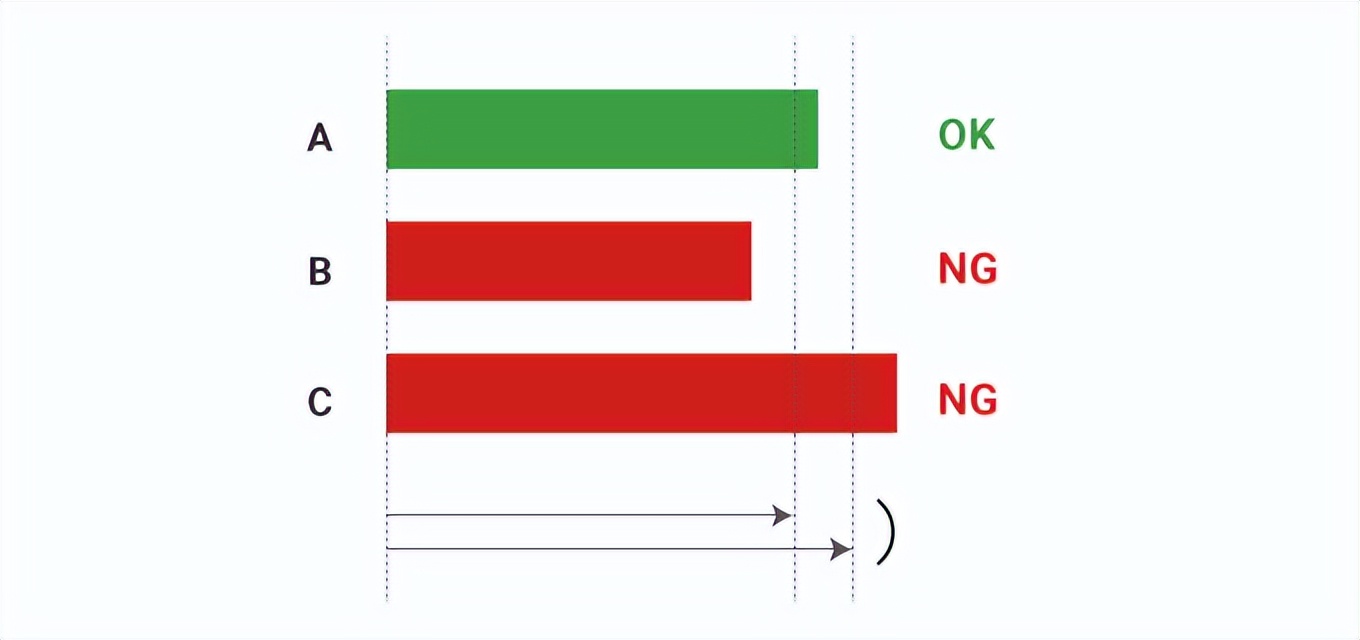
箭头表示容许值的差
测量在制造业中的重要性
毋庸置疑,对尺寸进行准确测量是生产制造的基本要求。通过在从材料采购到加工、组装、验货、出货等一系列工序中,采用相同基准进行测量,可制造出符合设计要求的产品,以确保品质。哪怕只有一人在测量时有所疏忽,就会无法确保品质。如果因此而混入了不良品,不仅会降低成品率,一旦将不良品作为成品交付,还会引发投诉。因此,在生产制造的每个环节,都必须确保测量的准确性。准确测量的基本要求,是让参与生产制造的人员具备测量相关技术,并在此基础之上,对测量仪器进行妥善的管理和使用。这套机制被称为“测量管理”,也是品质管理的基础。近年来,测量管理还实现了标准化,建立了测量管理体系(ISO10012)。为了保障准确测量,确保计量可追溯性的相关措施也在不断推进。

ISO10012(即将更新)
直接测量与间接测量
测量尺寸的方法,分为 直接测量 与 间接测量 2种。
直接测量,是利用游标卡尺、千分尺、三坐标测量仪等测量仪器,对目标物的尺寸进行直接测量的方法。也被称为绝对测量。能够在测量仪器的刻度范围内进行各类测量,同时却也存在着因误读刻度,导致测量错误的可能性。间接测量,则是利用标准块、环规等基准器具,根据基准器具与目标物的差,用千分表等测量仪器测出尺寸的方法。因其采用的是与基准尺寸物进行对比的测量方法,故也被称为相对测量。由于基准器具的形状、尺寸固定,便于测量,同时也存在测量范围受限的缺点。

直接测量与间接测量
长度单位的历史
(1)人体基准
不同时代决定长度基本单位的方法,会随着时代变迁而大幅改变。古时候会以人体为基准,例如在古美索不达米亚、古埃及、古罗马等文明中,人们将腕尺(手肘到指尖的长度)作为单位。1腕尺的长度在不同地区的差异较大,从450到500 mm不等。人们已经查明,因其精密施工精度而闻名的埃及金字塔,采用了2种长短不同的腕尺单位。据说在当时,能够成为长度原器的,都是国王等掌权者的身体。时至今日,美国等国家也依旧在使用码(yard)、英尺(feet)、英寸(inch)等以人体为起源的长度单位。
以人体为长度单位(1腕尺)

(2)地球基准
历经数千年,以人体为基准的长度单位依旧在被继续使用着。而全面打破这一局面的变化,发生在约200年之前。大航海时代之后,工业在以西欧为中心的地区蓬勃发展,从世界规模上统一长度基准的必要性也应运而生。统一单位的争议源于17世纪的欧洲,在经历1个多世纪的争论后,法国终于在1791年提倡将米(meter在希腊语中意为“测量”)作为单位。当时的单位基准,将从地球北极到赤道的子午线长度的1千万分之1,作为1米。在随后的19世纪末,出于在全球范围内统一尺寸基准的需要,法国使用耐氧化及磨耗的铂铱合金,制作了米原器。

A 北极 B 赤道
将从北极到赤道的子午线长度的1000万分之1,确定为1 m
(3)光速基准
在诞生之初,以地球为基准的单位就因其难以测量而备受诟病,米原器则存在着制作误差、经年劣化的问题,于是人们开始讨论建立新的基准。在1960年举行的国际计量大会(CGPM)上,以氪-86元素在真空中释放的橙色光波长为基准,重新规定了1米的长度。伴随着激光技术的发展,在此后的1983年,进一步基于光速与时间,决定了1米的定义。当时规定的“光在真空中,在1秒的299,792,458分之1的时间内传播的距离”,就是如今对1米的定义。

A 光线
1/299,792,458 秒内传播的距离=1 m
国际单位制
以长度为代表的度量衡,在全球范围内皆以一量一单位为原则。如前文所述,在1960年举行的国际计量大会(CGPM)上,规定了“国际单位制”。其简称“SI”,源于法语的Le Système International d'Unités(国际单位制)。国际单位制中,m(米)被用作长度的SI单位(基本单位)。还会添加类似于km中“k(千)=10的三次方”的SI前缀。
|
SI基本单位 |
||
|
材质 |
名称 |
符号 |
|
长度 |
米 |
m |

误差的种类
长度的误差,就是目标物真实值(真值)与测量值的差,亦或是指定值与测量值的差,表示为“误差=测量值−真值”。在实际情况下,无论多么精密的测量,都是难以求出真值的,因此在测量值当中,都注定会包含“不确定度”。根据引发误差的条件,误差可分为3大类。要防范误差,就必须分别考虑其产生的原因。
(1)系统误差
因特定原因导致测量值偏差的误差。例如,因测量仪器个体差异导致的误差(仪器误差)、温度、测量方法特性等。
(2)偶然误差
因测量时偶发因素导致的误差。例如因附着在测量仪器上的灰尘所导致的误差等。
(3)过失误差
因测量人员经验不足或误操作导致的误差。
误差成因
在实际测量现场可以预想到的误差因素,主要包括以下几项。
(1)温度导致的误差
物体的体积会因为温度的变化而发生改变,长度也会随之变化。这种现象会同时影响测量目标物与测量仪器。温度与物体的长度变化可以被表示为“热膨胀系数”。热膨胀系数会因材质的种类而异。ISO规定,测量长度时的标准温度为20°C。
常见的热膨胀系数
|
单位:×10^-6/K |
|
|
金刚石 |
1.0 |
|
玻璃 |
8至10 |
|
铁 |
11.8 |
|
金 |
14.2 |
|
铝 |
23.1 |
|
PET树脂 |
70.0 |
热膨胀导致的变化量的计算公式:
ΔL=L(材料长度)×α(热膨胀系数)×ΔT(温度差)
补充说明:293K(20°C)温度条件下的值。
(2)变形引起的误差
对物体施力时,物体会发生一定比例的变形。停止施力后,则恢复原本状态。物体的这种变化被称为“弹性变形”。作用于物体的力被称为“应力”,通常与物体的应变成正比例关系,因此可以用“纵向弹性系数(杨氏模量)”表示两者的关系。应力越强,应变也就越大,如果用外径千分尺进行测量,就必须注意避免过度拧紧测微螺杆。
阿贝原则
阿贝原则是尺寸测量领域的精度相关原理。也是在设计测量仪器时的重要指南。阿贝原则的主要内容,就是“要提高测量精度,就必须将测量目标物与测量器具的刻度设置在测量方向的同一直线上”。以实际测量器具为例,不同于刻度与测量位置处于同一直线上的外径千分尺,游标卡尺的刻度与测量位置是分离的。外径千分尺遵循了阿贝原则,而游标卡尺并未遵循。因此,外径千分尺的测量精度更高。
游标卡尺未遵循“阿贝原则”

千分尺遵循了“阿贝原则”

A 刻度的位置 B 测量的位置
模拟与数字
近年来,测量仪器的数字化正在不断推进。附带数字显示器的游标卡尺及千分尺已经变得较为常见。过去,必须经过练习才能正确读取游标卡尺的游标刻度,数显游标卡尺则能够在瞬间显示精确到100分之1单位的示数。不过,数字式测量仪器也并非没有缺点。使用数字式测量仪器时,对于超出精度上限的值,可能会因测量时的力度变化,导致示数频繁变动。尤其是能够以千分之1精度进行测量的数字式测量仪器,在测量某些对象时始终不能稳定示值,导致无法读取结果。此时模拟式仪器反而容易更加直观地掌握尺寸。因此,需根据用途及目标精度,合理使用模拟与数字式仪器。
