【文/ 锂电派】目前锂电池正极材料的制浆一般采用的是有机溶剂及粘结剂,PVDF是一种常用的粘结剂,NMP是其溶剂。但是,由于NMP价格较贵且具有毒性,故需要探索一种水系的制浆方法,采用水系的粘结剂如CMC、聚丙烯酸乳液等,水基正极浆料的加工可以大幅度降低生产成本和环境污染。
提高锂电池电极活物质的涂覆厚度可以提高电池的比能量,但是水系制浆后面临的问题是基材涂覆活物质干燥后容易产生裂纹,这对电池的使用寿命产生很大的影响。极片的干燥过程可以用图1形象表示:
图1.(a)浆料涂覆于铝箔上;(b)溶剂蒸发形成液相半月板;(c)面内压力产生裂纹;(d)裂纹在表面传播
当正极极片的活物质面密度高于20-25mg/cm2时,研究者发现,利用光学显微镜可以观察到干燥过程中极片裂纹的出现和传播蔓延。这是因为极片在干燥过程中毛细压力集聚形成的。加入异丙醇(IPA)可降低水的表面张力,从而改善润湿性并降低干燥过程中的毛细管压力。随着IPA含量的增加,不会产生开裂的临界厚度(面密度)逐渐增加。研究者针对加与不加IPA做了如表1中所述的几组试验,每组试验的材料配比为NCM523:炭黑:CMC:丙烯酸乳液聚合物=90:5:5:
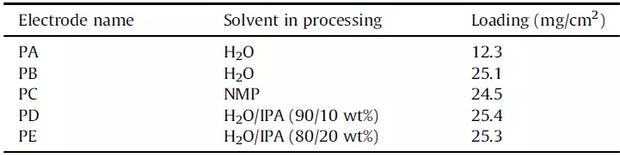
表1:不同电极的溶剂类型
1. 面密度与裂纹
图2显示随着面密度的增加,电极表面形貌的变化。图2a是面密度15.0mg/cm2,表面没有裂纹产生,但是在图2b面密度17.5mg/cm2的极片中观察到宽约50μm长约300μm的裂缝产生。图2c.2d面密度更大,分别为20mg/cm2和25mg/cm2,产生的裂纹更大。将2d极片辊压后的图片如2e所示,虽然缝隙变小了但是没有完全消除。图2f是涂覆活物质后极片的背面,可以看到闪亮的点,这是因为局部区域活物质涂覆不均导致的。涂层中的裂纹在通过压光机时也会导致Al箔的撕裂。

图2.不同面密度下裂纹形态
2.IPA 含量与表面张力
可以看出,随着IPA的百分比含量从0%-20%,液体表面张力逐渐降低。其中NMP与铝箔间接触角,与图3c添加20%IPA水溶液与铜箔的接触角非常接近(表面张力32.3mN/m)。接触角减小了意味着Al箔上溶剂的润湿性逐渐改善。据报道,低于Al箔表面能(47.9mJ/m2)的表面张力可以促进涂层和集电器之间的粘附。

图3.IPA含量与表面张力的关系
3. 电极SEM 结果观察
利用不同的溶剂(分别为NMP/PVDF、10%IPA水溶液、20%IPA水溶液),制备面密度均为25mg/cm2的电极,观察电极表面形貌如图4。其中a/c/e都是未经过压实处理的极片,b/d/f都是电极经过压实后的SEM。可以看出,c中有小于10μm的小裂缝,经过压实后裂缝消失(d)。对于使用20%含量的水/IPA溶剂,电极在涂覆干燥完成后和压实后均没有出现裂缝,效果与油系的电极一样。