
砂轮又称固结磨具,砂轮是由结合剂将普通磨料固结成一定形状(多数为圆形,中央有通孔),并具有一定强度的固结磨具。其一般由磨料、结合剂和气孔构成,这三部分常称为固结磨具的三要素。砂轮是磨具中用量最大、使用面最广的一种,使用时高速旋转,可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等。
一、砂轮的材质选择
常用材质:棕刚玉类、白刚玉类、单晶刚玉类、绿色碳化硅、SG磨料、CBN磨料、DIA磨料。
-
棕刚玉砂轮:适用于硬度较低的碳素钢,合金钢,可锻造铸铁工件的普通削。如外圆磨、平面磨和无心磨,也可以用于切断,打磨场合。
-
SA(32A)——单晶钢玉:适用于高速钢、奥氏体不锈钢、钛合金等高硬度,高强度金属材料的磨削。如SKD11,SKH51。
-
PA(25A)——铬刚玉:用于工具钢,不锈钢,淬火钢的磨削。
-
GC(39C)——绿色碳化硅:碳化硅适用于铸铁,硬质合金,有色金属的磨削,也可用于玻璃,石材等非金属材料的磨削。
-
SG磨料:是新一代氧化铝材料、具有硬度高、韧性好、锋利度强的优点,与普通刚玉磨料相比,SG具有磨耗比高,保形性强,工件表面加工质量好,砂轮的修整量小,磨削效率高等优越性。SG砂轮特别适用于航空航天合金、工具钢、淬火工件、硬铬、硬铸件等的磨削,因SG磨料价格贵,通常SG可以根据不同场合的磨削需求,以一定比例的白刚玉(或其他刚玉材料)进行混合制成砂轮,以达到磨削效果和砂轮成本的最佳组合。
-
白刚玉砂轮:WA(38A)——白刚玉砂轮是我们最普遍使用的砂轮,用于硬度较高的合金钢,高速钢,淬火钢工件的普通磨削。常用型号有:46#、80#、100#、120#、180#、220#、320#。
-
CBN与DIA砂轮:CBN磨料即氮化硼立方晶体,是硬度仅次于金刚石的高硬度磨料,热稳定性好,因遇铁呈惰性,适用于金刚石难以加工的淬火特种钢的磨削,因砂轮的造价较高,平时不能用来加工普通材料。DIA磨料即金刚石材质,主要用来加工硬质合金,俗称钨钢。因金刚石砂轮不耐高温,不能用来加工普通钢制材料以上两种砂轮的修正方式。
-
切割砂轮:主要用与切断工件,目前切割非钨钢材料常用的是无网和有网两种型号,厚度分别是0.6mm、1.2mm。无网0.6mm切割砂轮主要加工易变形的工件,切割时发热量小,砂轮易损耗、易破碎。有网1.2mm切割砂轮主要加工切割量大精度低的工件,切割时发热量大,损耗慢,因中间夹层有纤维,不易破碎。
二、砂轮的使用与基本修正方法
-
砂轮的结构
磨削粒度:粒度是用来表示磨削颗粒几何尺寸的大小,其选择一句主要是加工工件所需表面粗糙度,同时也需要考虑其他一些因素(如磨削效率,材料特性等)。
常用粒度与表面粗糙度有一下大致关系:
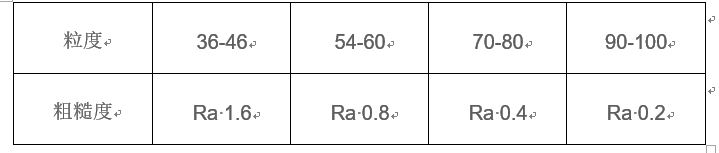
常用粒度与表面粗糙度关系
粗粒度的磨料适用与磨削:
-
材质软,延伸率大以及类似软铁和有色金属等材料。
-
进给量大,磨削效率要求高的场合。
-
表面粗糙度要求低的场合。
-
磨削接触面大的场合。
细粒度的磨料也适用与磨削:
-
硬度较高以及类似高碳工具缸,硬质合金一类的金属材料和玻璃等脆性材料。
-
表面粗糙度及精度要求高的场合。
-
磨削接触面小的场合。
-
工件半径或弧度小的场合。
-
精度要求+-0.005mm的窄槽,或者砂轮修整成型的场合。
2. 砂轮的硬度
砂轮的硬度是指磨料之间的结合度,砂轮中的结合剂量的多少决定了砂轮的硬度高低,用户需根据具体的磨削(如进刀具的粗糙度,材质)要求来灵活选择砂轮的硬度。
较软硬度的砂轮的使用场合:
-
进到量大的粗磨。
-
磨削接触面大的场合。
-
材质硬的工件,如高硬度工具钢和硬质合金等。
-
工件抗热性能差,严防表面烧伤。
较硬度的砂轮的使用场合:
-
进刀量小的精度。
-
延长砂轮的寿命。
-
材质较软的工件。
-
磨削接触面小或者窄的场合。
3. 砂轮的基本修正
砂轮平衡方法:
调整砂轮平衡架至水平,装砂轮于沙兰上,将凸缘内的三块配重(平衡块)取出,再将沙兰装牢于平衡棒上;将砂轮顺转、逆转、间歇旋转,待停止时找出向下最重点标示做记号,以记号为基准,把圆平均成三等分,放置另外两块配重,以记号为基准左右旋转90度,检测其平衡,调整到完全平衡为止(砂轮在任意一点都在表针摆动一格范围内才能确认完全平衡)移动配重要以做记号的那块配重为基准,两块同时向一个方向移动。砂轮的平衡点对研磨平面精度与主轴寿命由很大影响。
砂轮的修正方法:
砂轮修刀座安放角度:安装角度0度时,削整面越细,砂轮修整主要对砂轮底部修整,一般分为粗、细、精修三种。
-
粗修:X轴(上下手轮)下刀0.05mm以上,修刀角度要小,钻石头尖,Y轴(前后手轮)进刀速度快。
-
细修:X轴下刀0.01mm—0.03mm修刀角度要大,钻石头纯点,Y轴进刀慢。
-
精修:X轴下刀0.005以下,修刀角度小,Y轴进刀慢一点。
实际工作中我们根据材质、砂轮粒度、磨削量、主轴转速、加工方法等多方面因素结合实际,灵活运用修正砂轮。