1绝缘筒体及模具特性分析
1.1 绝缘筒体特性分析
绝缘筒体外形及尺寸如图1所示,规格型号如表1所示,绝缘筒体由柱形筒体、内圈凸棱和外圈凸棱组成。

图1 复合材料筒体形状及截面尺寸
表1 薄壁筒体规格型号 ( mm )

筒体采用玻璃纤维布增强环氧树脂基复合材料成型,成型流程如图 2 所示。要求筒体直线度≤0.1 mm,表面粗糙度为 Ra 3.2 μm,弯曲强度≥400 MPa,绝缘性能电压≥0.5 kV/mm。

图2 筒体成型工艺流程
1.2 模具设计要点分析
筒体塑件的壁厚较薄( t 1<1 mm),内、外表面设计有均布的凸棱,塑件与模具的接触面较大,厚度尺寸要求也相对较高,且直径/厚度>100、长度/厚度>700,属于超薄壁件,易造成脱模困难、脱模力使塑件开裂等现象。因此,需要进行合理的模具结构设计,在提高模具定位精度和刚度的同时,应着重考虑脱模方式。
2模具结构设计和制造特点
2.1 模具零件材料
模具结构反映了零件的截面尺寸、表观状态、性能等特点。因此,模具零件材料应具备热稳定性好、不易变形、加工方便、简单和使用安全、可靠等特点,保证成型的塑件质量稳定。薄壁管类塑件型芯一般选用45#、40Cr、GCr15、65Mn等材料,经过热处理后精加工、表面镀铬工艺再抛光,保证模具零件的刚度、耐磨性、粗糙度达到要求,有效降低脱模力。当采用RTM、模压等工艺生产要求较高的塑件时,凸、凹模一般选用P20、718H、738H、S136等模具钢,因其具有优良的抛光性、防锈性、耐磨性。
2.2 模具结构及脱模方式
根据塑件的特征及成型工艺,模具采用组合式模具,主要由凸模、凹模、定位环、芯轴、销钉、螺栓、密封环等组成,如图3所示。

图3 模具整体结构
为减小模具和复合材料的结合力,凸模从结构上分两段,通过芯轴、定位销和螺母连接。根据凹模和塑件接触的表面积大小,凹模分5~8瓣式镶件结构,各凹模之间通过螺栓和定位销连接。凸模和凹模通过螺钉连接,轴向通过定位销定位,径向用限位环定位,控制塑件的厚度。塑件在成型后,为防止熔料进入螺钉、销钉及配合面处,在模具的端面、环面上用O形硅橡胶密封圈进行密封,如图4所示。
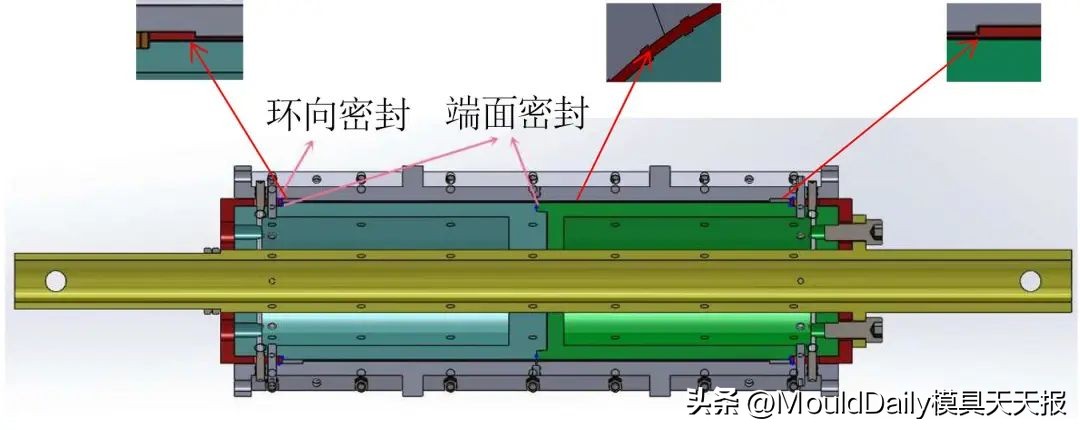
图4 模具密封结构及两端脱模台阶结构
复合材料超薄壁件在成型后均存在脱模困难现象,该模具结构可有效避免脱模时对塑件的损伤。脱模时先卸掉左端的螺母,将芯轴抽出,再拆掉限位环处的螺钉和销钉,通过机械反推的方式将限位环推出,再用脱模机将两段凸模分别从两端脱出。由于在凹模两端设计了脱模工艺台阶,塑件在成型时两端补有脱模阶梯,能保证在抽出凸模时塑件保留在凹模上,如图4局部放大所示。最后松动凹模各瓣处连接螺栓,依此用铁锤、铜棒、橡胶锤敲震凹模的外表面,再通过凹模脱模气孔导入0.1 MPa的干燥空气,使塑件与凹模分离,松开螺栓及销钉,卸下第1瓣凹模镶件,按照上述方法依次卸下其他几瓣凹模镶件。
2.3 凸模与凹模的制造
为保证模具的耐磨性和成型面粗糙度,在制造模具零件时,凸模采用40Cr热处理,通过车削、铣削、磨削、抛光、镀铬、抛光加工,使凸模表面粗糙度值≤ Ra 0.4 μm;凹模采用热作模具钢P20,P20硬度为30~42 HRC,无需热处理,可直接用于模具零件加工,且尺寸稳定性好,具有良好的切削性及抛光性。凹模抛光后表面粗糙度值≤ Ra 0.8 μm,保证塑件能顺利地脱模。图5所示为100 mm×100 mm试验平板和筒体在不同粗糙度下的脱模力。

图5 表面粗糙度对脱模力的影响
3合模力及脱模力的分析与计算
3.1 合模力的试验分析与有限元计算
图6所示为T-01号塑件凹模合模预紧力对塑件厚度的影响,实践证明当合模力为2 kN时,成型的塑件厚度满足要求。

图6 凹模合模预紧力对塑件厚度的影响
在上述试验的基础上,通过 Abaqus有限元分析软件对筒体在成型后凹模合模应力、变形进行了仿真。P20钢的密度取7.810 3 kg/m 3,弹性模量设置为207 GPa,泊松比为0.25。安全系数取 1.5,模具许用应力为250 MPa,成型模具极限挠曲变形量取0.08 mm。
该工况主要是考察复合材料件在完成铺层后,组装凹模时复合材料层对模具的反作用力。具体实施:将模具两端螺纹孔处固定,凹模工作表面上逐渐施加到2.1 kN的总压力。经计算最大应力值为30.8 MPa,如图7所示,小于许用应力250 MPa;最大变形发生在模具中部,且变形由两端向中间逐渐增大,最大变形量为0.049 5 mm,如图8所示,小于极限挠曲变形量0.08 mm,结构刚度满足要求。
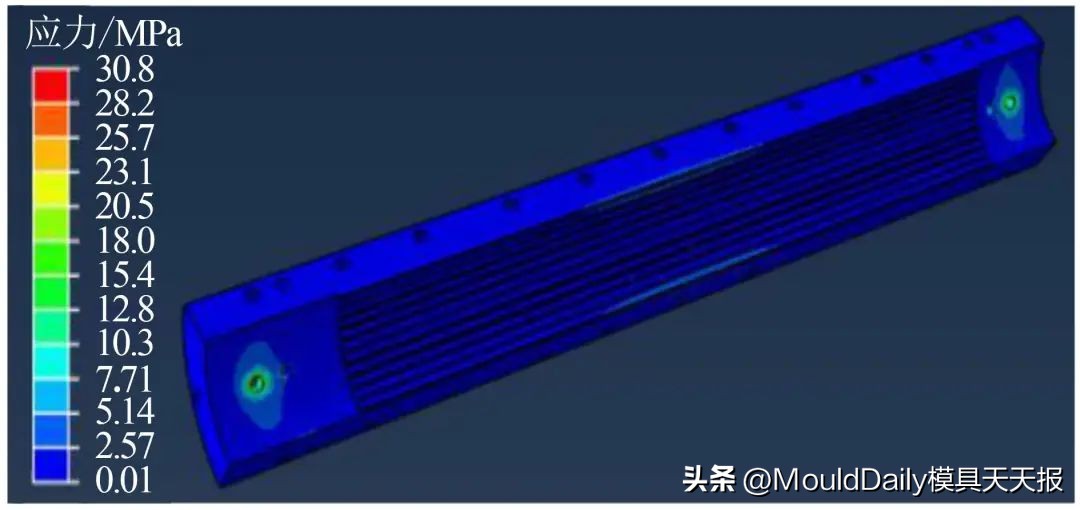
图7 凹模合模应力云图

图8 凹模合模变形云图
3.2 脱模力计算
筒体成型过程中,由于纤维布张力、凹模的合紧力和固化冷却收缩而包紧凸模,产生对凸模的粘附力,筒体脱出凸模的脱模力必须克服粘附力和摩擦阻力。影响塑件与模具零件工作表面粘附力的因素较多,与模具零件的截面形状、塑件的壁厚、塑件的收缩率、对成型零件的摩擦系数等有关,在实际生产中只考虑主要因素,按如下公式计算脱模力:
|
(1) |

式中: Qk ——塑件脱模力(未考虑空气阻力),kN; A ——凸模工作表面断面周长,mm; h ——凸模工作表面长度,mm; α ——脱模斜度,(°); f —摩擦系数,取0.1~0.2; P —粘附力,取0.06~0.1 MPa; F ——凹模合紧力(5瓣),kN。
选取其中一种复合材料筒体规格尺寸计算粘附力 P ,并计算其脱模力,与实际脱模力进行对比。复合材料筒体的力学性能服从虎克定律:
|
(2) |

式中: σ ——拉应力,kN; E ——材料弹性模量; ε ——弹性应变。
如图1所示塑件截面图,其周向成型收缩:
|
(3) |

式中: S ——塑件收缩率。
收缩变形转化为周向弹性应变:
ε =Δ L / L (4)
其中, L ≈2π R 。由式(3)、(4)得: ε ≈ S 。
由胡克定律得: σ = Eε ≈ ES (5)
根据其在径向合力∑ Fy =0得:2 Thσ =

其中, T 为塑件厚度,mm。
简化上式得粘附力计算公式:
|
(6) |

将式(6)代入式(1)式可得:
Q = KAhP ( f cos α -sin α )=2π KESTh ( f cos α -sin α )(7)
式中: Q—— 总脱模力,kN; K ——安全系数,考虑脱模力为确保脱模动作稳定可靠,需要足够脱模驱动力,一般取2~3。
选取表1中编号T-01的筒体按式(7)计算,因塑件尺寸要求较严,模具脱模斜度微小、 α 值可忽略,即 α =0,根据已有试验数据 E =10 GPa, S =0.04%, L =600/2 =300 mm, F =2.1 kN,计算得 Qk =4.6 kN, Q =8.9 kN;与实测值7.53 kN接近,但计算值是在两倍可靠性系数时计算所得,分析产生的偏差可能由于模具零件的表面平整度与粗糙度不均匀、不一致所致。
4模具制造与筒体生产
4.1 模具制造
按照设计的模具结构进行加工制造,严格按材料的热处理工艺、模具加工工艺实施,并通过千分尺测量法、压铅丝法对模具进行了检验,如图9所示。凹模分瓣后的模具及平板试验件如图10所示。

图9 模具检验及组装

图10 分瓣凹模及试验平板
4.2 薄壁筒体生产和检验
按预先排定好的复合管工艺生产脱模后,塑件表面光滑、无褶皱现象,凹模分瓣处无多余的凸棱,塑件圆角饱满、无缺陷,如图11所示。脱模后的塑件通过车床切掉两端的脱模工艺台,去除飞边后用卡尺测量塑件的厚度,并用通环测量塑件的内、外径,均满足要求,如图12所示。该模具结构可广泛应用于类似塑件的生产制造。

图11 薄壁筒体塑件
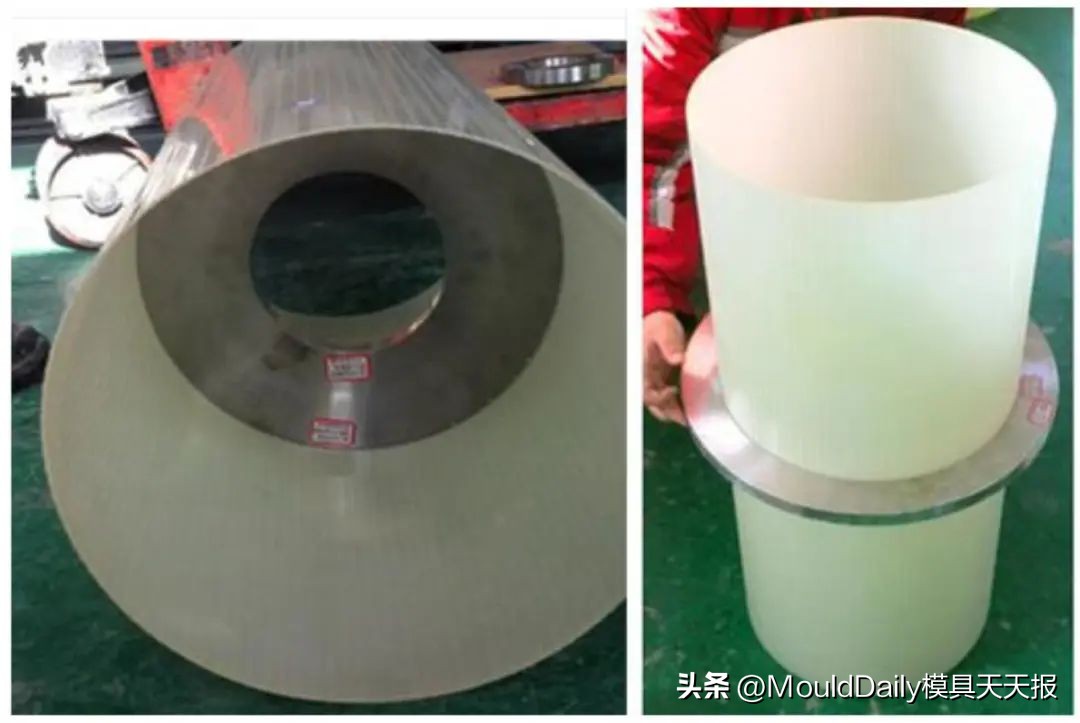
图12 筒体塑件检验
▍ 原文作者: 南无疆 1王礼先 2成子兴 1于成 3
▍ 作者单位: 1. 太原科技大学 重型机械教育部工程研究中心;2. 青岛泓捷模具有限公司, ;3. 北玻电力复合材料有限公司