1、目的
通过控制计划的制定、实施和管理,确保产品制造过程处于受控状态,生产出符合顾客要求的产品,为此特制定本规范。
2、适用范围
适用于本公司内产品的实验试作、条件试作、量产试作所用控制计划。
3、关联文件
【设计开发控制程序】
【FMEA管理程序】
4、职责权限
4.1 设计开发项目组负责制定、批准控制计划。
5、内容
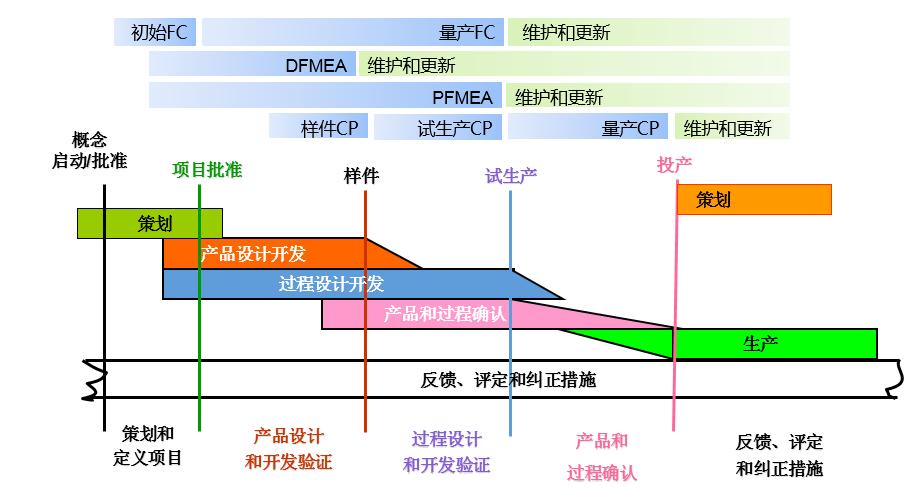
5.1 制定控制计划的时机
5.1.1 在实验试作前根据需要或客户的要求制定实验控制计划。
5.1.2 在条件试作前,制定条件试作控制计划。
5.1.3 在条件试作后,量产试作前,根据生产的实际情况和生产经营,对条件试作控制计划进行修订和扩展,形成量产控制计划。
5.2 制定控制计划的流程
5.2.1 确定产品和过程的特殊特性,在确认时应充分利用以下信息:
5.2.1.1过程流程图;
5.2.1.2 过程失效模式分析;
5.2.1.3 类似产品的设计经验;
5.2.1.4 设计评审;
5.2.1.5小组成员的经验等。
5.2.2 针对产品和过程的特殊特性及其他特性,确定控制内容。
5.2.3 确定为避免产生不合格品或操作失误所需的纠正措施(即制定反应计划)。
5.2.4 填写控制计划表格。
5.2.5 检查和批准控制计划
控制计划编写完成后,用《控制计划检查表》对控制计划的完整性进行检查。控制计划由业务部长批准。
5.3 控制计划的实施和管理
5.3.1 控制计划制定完成经批准后,发给制造部的相关部门。
5.3.2 单一的控制计划可以适用于相同过程、相同原料生产出来的同一个系列产品。
5.3.3 控制计划一般不能直接指导生产,因此应根据控制计划中要控制的项目和要求,编制一系列的作业指导文件,供现场操作人员使用。
5.3.4 控制计划是受控文件,应按照《文件及记录控制程序》的规定进行管理。
5.3.5 对于系列产品的控制计划在发生下述情况时,应评审和更新控制计划。
5.3.5.1 质量目标、指标变化时;
5.3.5.2 过程更改;
5.3.5.3 检验方法、频次等修订;
5.3.5.4 过程不稳定:
因过程不稳定而进行的过程参数修订要经过评审及验证,执行文件更改规定的手续,要注明开始实行日期。日常过程参数控制要记录,必要时制定相应三级文件。
5.3.5.5 过程能力不足等。
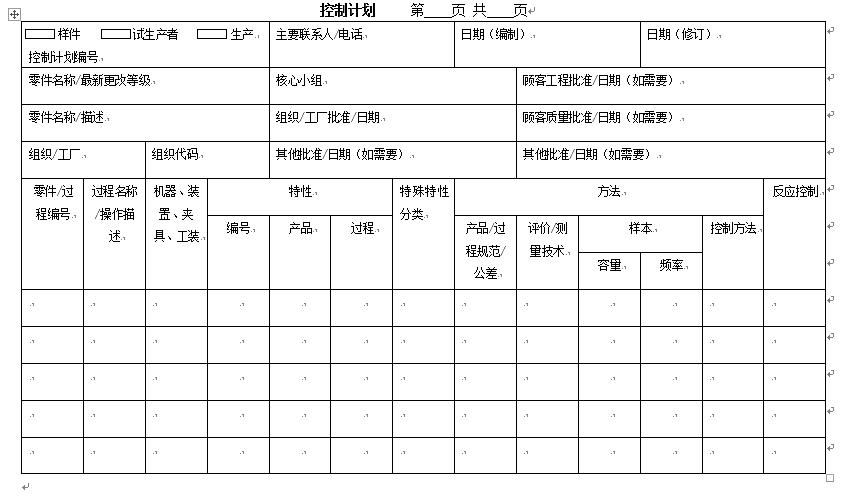
5.4 控制计划表格的形式要求
5.4.1 如顾客无书面规定,控制计划采用APQP参考手册的格式。
5.4.2 如顾客要求提供控制计划,则一个单一的控制计划可以适用相同过程、相同原材料生产出来的同一个系列的产品。当顾客有要求时,则需按顾客规定计划格式提供一份单一的控制计划。
5.5 控制计划相应栏目应按以下要求填写和制定。
5.5.1 样件、试生产、生产
选择控制计划的分类、根据所加工产品的不同过程时期,在分类前的方框内打上“X”符号。
5.5.2 控制计划的编号
填入控制计划的编号。控制计划的编号规则为:CP+年度(两位数字)+计划序号(两位数字),例如:CP1901。
5.5.3 产品号/最新更改
填入被控制产品的产品号,如有更改,可填入源于图样规范的最近修改时间。
5.5.4 零件名称/描述
填入被控制产品零件的名称及控制程序的名称。
5.5.5 供方/工厂
填入:XXX有限公司。
5.5.6 供方代号
填入:由顾客指定的识别码,若顾客没有制定,则不用填写。
5.5.7 主要联系人/电话
填入负责制定控制计划人员的姓名和其电话号码。
5.5.8 核心小组
填入负责制定控制计划最终版本的所有人员的姓名、部门和联系人电话号码。
5.5.9 日期(编制)
填入首次编制控制计划的日期。
5.5.10 日期(修订)
填入最近修订控制计划的日期。
5.5.11 供方/工厂批准/日期
控制计划由业务部长批准,填入姓名和批准日期。
5.5.12 顾客批准日期
顾客要求时,由顾客代表批准填入。
5.5.13 顾客质量批准日期
顾客要求时,由顾客代表批准填入。
5.5.14 其他批准日期
如有其他要求时,则有其他人员批准填入。
5.5.15 零件/过程编号
填入加工过程编号。
5.5.16 过程名称/操作描述
填入加工过程名称/操作描述。
5.5.17 生产设备
每一过程所使用的生产设备和重要的工装夹具或工具。
5.5.18 特性编号
对每一过程中的产品特性和过程特性分别按顺序编号。
5.5.19 产品特性
在产品的技术文件(包括标准、检验规范)中所规定产品检测项目。
5.5.20 过程特性
列出影响产品特性的所有重要过程参数(如压力、转速等)。
5.5.21 特殊特性分类
填入顾客指定的特殊特性符号和公司规定的特殊特性符号。
5.5.22 产品/过程规范/公差
对于单只产品的控制计划,该栏填入具体的技术要求。若对于一个系列的控制计划而言,允许填入共性的技术要求,具体的数值可不用填写。
5.5.23 评价/技术测量
标明测量所用的通用量具、专用检具等,在使用前应做稳定性和精度分析、评价、改进,以不断适应本过程质量要求。
5.5.24 样本容量/频率
当需要取样时,列出相应的样本大小和控制的频次。
5.5.25 控制方法
描述对操作应怎样进行控制的方法,通过对过程的有效性风险可采用统计技术(如控制图),检验(首检、自检、巡检)记录等来对操作进行控制。如使用复制的控制程序,在该栏中填写控制文件编号。
5.5.26反应计划
规定为避免生产不合格品或操作失控所需的纠正措施。纠正措施一般由操作人员、检验人员执行。对预防措施应做文件化的规定。在所有情况下,可疑或不合格的产品应清晰标识,并隔离和处理。