引言
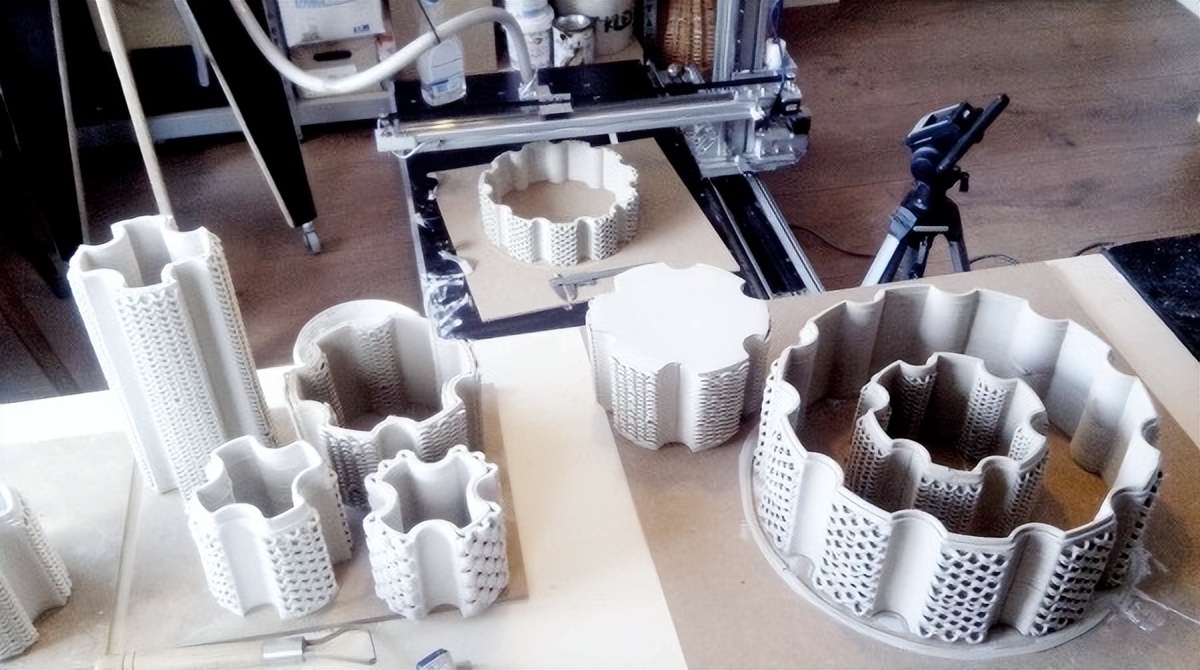
陶瓷光固化3D打印技术是一种快速成型技术,在材料制备和结构设计等方面具有明显优势。本文对陶瓷光固化3D打印的基本原理、工艺路线、成型方法、材料应用和面临的挑战进行了分析,并对未来发展方向进行了展望。
随着制造技术的快速发展,3D打印技术也成为了一种重要的制造方式。它作为一种快速成型技术,在许多领域具有广泛的应用,其中光固化3D打印技术凭借其成型精度高、工作效率高等优点,被广泛应用于生物医学领域。但是,由于陶瓷材料具有脆性大、韧性低等特点,因此如何提高陶瓷材料的成形精度和强度是亟待解决的问题。
陶瓷材料及光固化3D打印原理
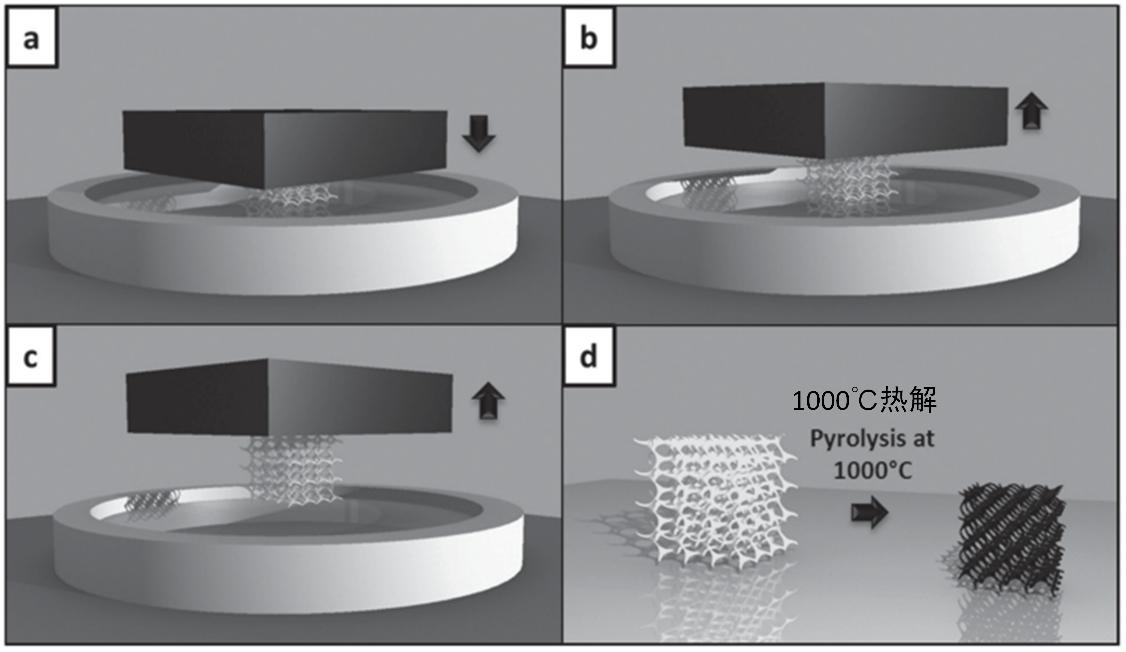
陶瓷材料是指含有大量硅酸盐、氧化物等无机物质的一类材料,如硅酸盐陶瓷、氧化铝陶瓷、氧化锆陶瓷等。其化学组成与金属相类似,属于金属材料的一种,同时具有硬度高、密度小等特点。光固化3D打印是一种由激光与高分子聚合反应形成三维立体实体的快速成型技术,它的原理是激光照射到陶瓷材料后,光固化树脂中的光敏活性基团与陶瓷材料中的羟基发生聚合反应,在树脂固化后,通过扫描线切割将形成的实体模型进行分层切片,并通过逐层逐层叠加来成型最终的三维实体。
因此,陶瓷材料在激光照射下固化后形成三维实体模型,然后通过切片软件设计出各层截面尺寸和厚度,最后在3D打印机上通过逐层逐层叠加的方法来成型最终的实体模型。光固化3D打印技术与传统的金属3D打印、陶瓷3D打印技术相比,具有精度高、生产效率高、无环境污染等优势。然而,目前陶瓷光固化3D打印技术的研究和应用主要集中在应用于生物医学领域的生物陶瓷方面,而对传统金属3D打印技术进行了广泛研究。

目前,国内外关于陶瓷光固化3D打印的研究主要集中在:
①用于生物陶瓷的光固化材料选择,如常用的有机树脂和无机树脂;
②用于生物陶瓷的光固化成型方法;
③陶瓷材料加工工艺、成型后的物理性能以及力学性能等方面;
④基于3D打印技术的陶瓷三维立体结构设计及成形方法。
其中,用于生物陶瓷光固化成型的光固化树脂主要有环氧树脂和聚苯乙烯。其特点如下:
①环氧树脂是一种应用广泛、性能优良的光固化树脂,可用于制备环氧树脂材料。但是环氧树脂存在热稳定性低、强度较低、与其他材料相容性差等问题,因此限制了其在生物医学领域中的应用;
②聚苯乙烯是一种热固性塑料,具有较好的物理机械性能,常用于制造形状复杂、尺寸要求严格的零件。但是聚苯乙烯材料价格较高,且具有致癌性,限制了其在生物医学领域中应用;
③目前,大部分研究都集中在聚甲基丙烯酸甲酯(PMMA)、聚苯乙烯-聚甲基丙烯酸甲酯(PPMS)等热稳定高、机械强度大的光固化树脂上。但是这些树脂大多只能用于常规工业生产中,不适合用来制备生物陶瓷;
④目前,光固化3D打印技术主要是针对生物陶瓷的成型技术研究。

陶瓷光固化3D打印工艺路线
根据光敏树脂的不同,陶瓷光固化3D打印工艺路线主要包括单组分、双组分和多组分。其中单组分工艺路线的优点是所用树脂原料简单,制造成本低,但它的缺点是易出现成型件表面粗糙度较差和尺寸精度低等问题。双组分工艺路线是在单组分的基础上增加光引发剂,可以提高成型件的致密性和尺寸精度,但双组分的制造成本较高。
多组分工艺路线是在单组分光固化成型工艺路线的基础上添加不同种类的陶瓷原料,以制备具有不同性能的陶瓷材料。多组分工艺路线的优点是可以制备复杂结构、性能优异的陶瓷材料,但其缺点是由于陶瓷原料种类多且制备复杂,因此会增加成本和时间。
对于单组分工艺路线来说,最常用的光固化成型技术包括 SLS、 SLM、 SLA和 SLA。其中 SLS、 SLM和 SLA主要用于成型三维立体形状复杂的结构零件,而 SLA主要用于成型薄壁结构零件。目前,在陶瓷光固化3D打印技术领域中主要使用 SLA和 SLS工艺进行成型。其中, SLS工艺具有成形精度高、成形速度快等优点,但存在生产成本较高的问题。而随着光固化3D打印技术发展,采用光敏树脂作为光固化树脂材料制备3D打印陶瓷零件成为一种趋势。
与传统陶瓷材料相比,光固化3D打印陶瓷材料具有机械强度高、热稳定性好等优点,因此受到越来越多的关注。目前采用光敏树脂作为光固化树脂材料制备3D打印陶瓷零件主要分为两类:一类是在传统的光敏树脂中添加不同种类和含量的陶瓷原料,另一类是在传统光敏树脂中添加不同种类和含量的陶瓷原料。其中,第二类工艺路线更符合现代3D打印技术对陶瓷零件高精度、低成本、小批量生产的要求。

首先,对于单组分工艺路线来说,传统的光敏树脂一般不具有抗氧化性、抗熔性、耐酸碱性等特性,因此,在光敏树脂中添加陶瓷原料可以有效改善陶瓷材料的性能。例如, Zhang等人采用光敏树脂对氧化铝微粉进行改性,制备了具有高硬度、高抗压强度和高耐磨性的氧化铝陶瓷材料。
其次,在单组分工艺路线中,加入不同种类和含量的陶瓷原料可以制备具有不同性能的陶瓷材料。例如, Zhang等人通过在传统光敏树脂中添加氧化铝改性剂制备了氧化铝陶瓷材料,并且对氧化铝陶瓷材料进行了烧结和性能表征。实验结果表明,经过改性后的氧化铝陶瓷材料具有良好的机械性能和热稳定性,可以满足现代3D打印技术对陶瓷零件高精度、低成本、小批量生产的要求。
实验结果表明,采用该工艺制备的氧化铝陶瓷材料可以满足现代3D打印技术对材料性能和结构设计的要求。
通过以上分析可知,目前在光敏树脂中添加不同种类和含量的陶瓷原料是最常见的工艺路线之一。但是对于光敏树脂来说,由于其自身结构特点和光固化成型原理限制了其对某些陶瓷材料进行改性。因此未来研究人员应该结合光固化3D打印技术和光敏树脂性能特点进行针对性改性研究。
陶瓷光固化成型方法
目前,陶瓷光固化3D打印技术主要有激光直接固化、高能密度光固化、光敏树脂光固化、激光熔融光固化、熔融沉积成型等。其中激光直接固化(LD)和高能密度光固化(HVP)是目前最主要的陶瓷光固化方法。激光直接固化(LD)是指用激光束对陶瓷粉末进行照射,将其分解成纳米尺寸的粉末,然后再进行沉积。由于激光能量密度高,可大大缩短打印时间,并获得更高的精度和更大的光斑面积,但由于陶瓷材料的热膨胀系数与普通金属或合金材料不同,因此在激光照射时容易发生热变形。
HVP技术可以利用其极高的光斑面积,在相同的打印时间下获得更大的光斑面积,从而得到更小的光斑尺寸和更高的光斑强度。激光熔融光固化(Laser Melting Optical Photoelastic, MLP)是指利用激光将陶瓷粉末加热至熔融状态,再通过激光照射进行成型。由于陶瓷粉末在熔融状态下与普通金属或合金材料有较大区别,因此该方法成型时间长、能耗大。与激光直接固化相比, LAMP技术所需的时间更短、能耗更低。LAMP技术不需要激光照射,但与激光直接固化相比,其成型速度较慢。
目前, LAMP技术在陶瓷3D打印中的应用主要有以下几种:(1)激光直接固化成型法;(2) LAMP技术与 HVP技术结合使用,以提高成型精度和效率;(3) LAMP技术与熔融沉积成型法结合使用,以降低成型时间和能耗;(4) LAMP技术与其他成形方法相结合,以实现更复杂的陶瓷零件的成形。
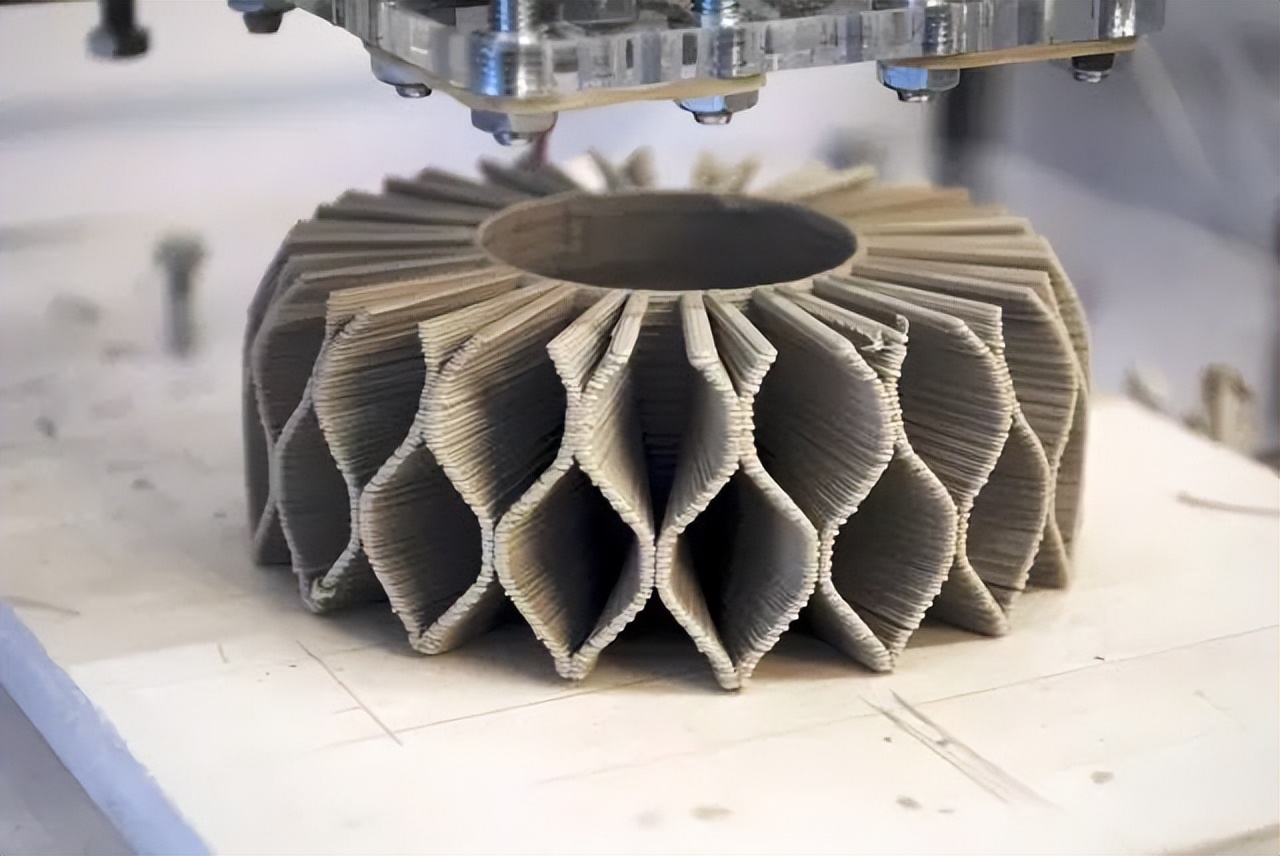
近年来,随着光固化成型技术的不断发展,各种先进的成型方法也相继被开发出来,其中熔融沉积成型(FDM)和光固化直接沉积(DLD)是目前陶瓷3D打印中应用最广泛的两种成型方法。
熔融沉积成型是利用光敏树脂与陶瓷粉末混合后直接进行烧结。与激光直接固化相比,熔融沉积成型对陶瓷粉末质量要求较高,但由于光敏树脂的光固化特性和陶瓷粉末的热膨胀系数差异较大,使得熔融沉积成型技术在成形过程中易出现塌陷等现象,导致成形件表面质量不佳。
光固化直接沉积成型是将光敏树脂与陶瓷粉末混合后进行烧结,通过激光将混合后的陶瓷粉末在紫外光照射下直接进行烧结。该方法可以得到高质量的陶瓷零件,但由于光敏树脂和陶瓷粉末在烧结过程中存在热膨胀系数差异较大的问题,使得直接沉积成型技术难以实现复杂零件的成形。
近年来,随着计算机辅助设计与制造技术(CAD/CAM)、智能材料技术(智能材料学)等相关技术的发展与成熟,熔融沉积成型技术也逐渐被应用于陶瓷3D打印中。
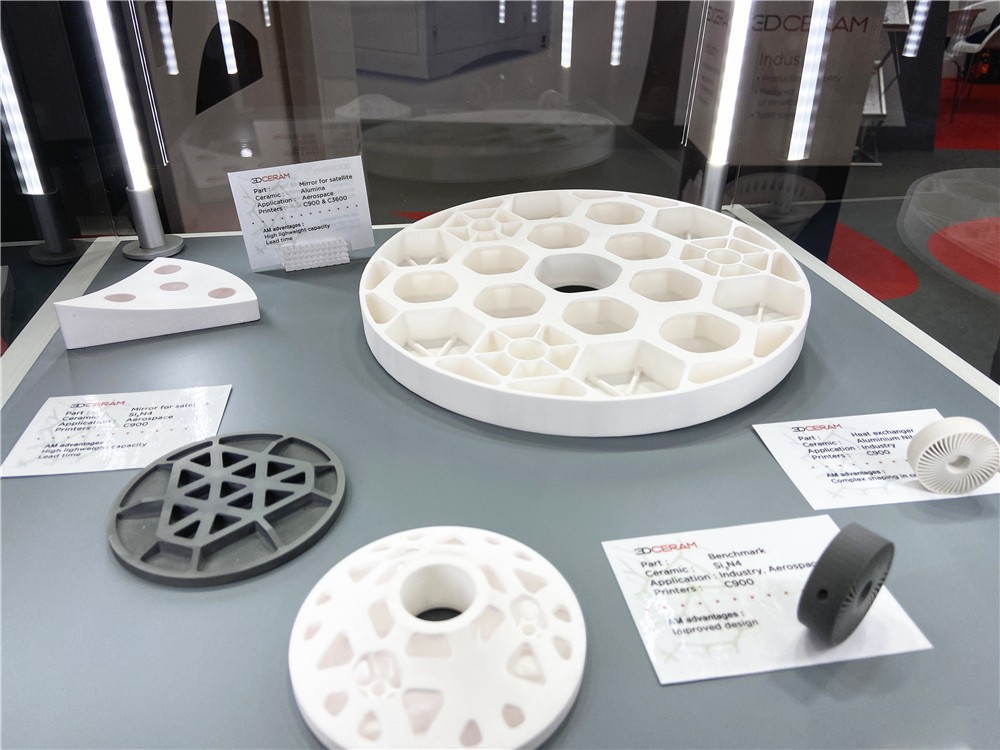
- 陶瓷材料的应用
随着科技的发展,陶瓷材料在很多领域都有应用,如在医疗领域,3D打印技术可以用于制作牙齿修复体、牙冠、牙套等,其中最常用的是氧化铝陶瓷材料。与传统工艺相比,3D打印技术具有材料利用率高、生产周期短等优点。因为传统工艺需要进行大量的切削加工,而3D打印技术可以直接将材料逐层堆积,从而避免了大量切削加工。
因此,3D打印技术可以更好地实现个性化制造。此外,在医学领域,陶瓷材料因其具有良好的生物相容性和力学性能而被广泛应用于牙齿修复体、牙冠等[3]。在生物医学领域中,陶瓷材料可以被用于制备骨组织工程支架和人工关节等[4]。但是,目前应用于生物医学领域的陶瓷材料还存在一些问题:①由于陶瓷材料本身具有脆性大、韧性低等特点,因此在打印过程中易出现裂纹和断裂现象;②由于陶瓷材料的增韧机制是在打印过程中通过添加纳米颗粒来实现的,因此为了避免由于陶瓷材料本身的脆性带来的断裂问题,需要通过其他途径对其进行增韧;③随着技术的不断发展和进步,陶瓷材料还存在成型精度较低、力学性能不理想等问题。
因此,如何提高陶瓷材料的成形精度和强度成为研究的热点。例如, Yu等[5]通过添加不同粒径大小的Y2O3颗粒,从而制备了不同致密度的陶瓷材料,其断裂韧性从0.21 MPa·m1/2提高到0.40 MPa·m1/2,同时材料的强度从1.32 MPa提高到了1.87 MPa。Han等[6]在Y2O3颗粒增强陶瓷材料的研究中,通过改变Y2O3颗粒尺寸、添加不同浓度的纳米TiO2粉末、加入不同量的纳米CaCO3和纳米SiO2等方法制备了高致密的Y2O3陶瓷材料。与纯Y2O3相比,其断裂韧性从1.47 MPa·m1/2提高到2.66 MPa·m1/2。
结语
陶瓷光固化3D打印技术是一种新型的快速成型技术,它具有传统方法无法比拟的优势,但其也存在着一定的不足。首先,陶瓷材料种类繁多,如何选择合适的陶瓷材料是一个亟待解决的问题;其次,在打印过程中,如何选择合适的工艺参数和打印方式也是一个亟待解决的问题;此外,在打印过程中,如何有效避免陶瓷材料开裂也是一个亟待解决的问题。

尽管目前已有多种陶瓷光固化3D打印方法被提出并应用于实际生产中,但由于陶瓷材料自身性质以及成形工艺等方面的限制,目前尚无一种方法可以实现对陶瓷材料的精确成型和强度优化。未来需要重点关注以下几个方面:第一,探索更多种类、更高强度、更低成本的陶瓷材料;第二,进一步研究陶瓷3D打印成形机理以及成型工艺;第三,优化成型工艺以实现高精度、高强度的陶瓷3D打印。
参考文献:
1. 陶瓷光固化3D打印技术综述
2. 陶瓷光固化3D打印材料研究与应用
3. 陶瓷光固化3D打印工艺与设备创新
4. 陶瓷光固化3D打印器件与应用案例分析
5. 陶瓷光固化3D打印技术前沿与未来发展