铸铁是金属加工中常见的被加工材料,相比钢,虽然强度、塑性和韧性较低,但铸铁熔炼简单,成本低廉,具有优越的铸造性能、很高的耐磨性、良好的吸震性和极高的可加工切削性能等优点。
因此获得广泛的应用,如机床工作台面及床身,尤其在汽车制造业的绝对用量大得惊人,被用于制造各种零部件,包括发动机缸体、缸盖、差速器箱体、轴、飞轮、制动鼓和制动盘等。
但是在具体加工铸铁材料时,会产生6大难题:①容易产生积屑瘤的问题;② 表面加工硬化趋势强;③容易碰见沙眼和气孔导致崩刃;④不容易得到良好的表面光洁度;⑤容易出现加工毛刺;⑥断屑效果差、不易排屑。那该选择怎样的加工方案应对以上问题,让铸铁加工变得更安全低成本高效呢?今天小编主要为大家推荐了4大利器:山特维克可乐满M610面铣刀、大昭和斯玛特防振系列、京瓷KDA系列产品和OKE 铸铁车削新产品,让我们来具体看一下吧。
山特维克可乐满M610面铣刀

目前市场上常见的双金属精加工面铣刀设计过于复杂,既需要调整,走刀及进给速度相对较低,同时容易导致灰铁部分加工的崩屑。

1、产品介绍
山特维克可乐满的M610面铣刀按照独特的标准设计,既适用于灰铸铁和铝合金的双金属面铣精加工,也适合灰铸铁面铣精加工。M610刀盘无需调整和校正,既可实现高进给速度和高效率的精加工,又能确保加工零件无崩屑,无毛刺和无划痕的高表面质量。


2、特点和益处
- 刀片直接安装在刀体上;
- 创新CBN刀片并辅之以多角度优化,极高的加工寿命;
- 结构简单;
- 所需刀片数量少;
- 无需预调;
- 备附件极少,仅有备件为刀片锁紧螺钉;
- 刀具精度极高,刀体端跳1-2µm,刀片精度10µm;
- 切削参数:
- 线速度:Vc=1000-3000m/min;最大切深:APmax=0.8mm,每齿进给:Fz=0.1-0.3mm;
- 冷却条件:干切或微量润滑。
3、应用
- 适用于双金属(灰铁和铝合金)精铣;
- 适用于灰铸铁精铣;
- 灰铸铁发动机缸体缸盖;
- 灰铸铁床身;
- 灰铸铁镶嵌的铝合金零件。

大昭和斯玛特防振系列
深孔镗削加工,需要利用较长的镗削类刀具。为达到高效率加工,需要利用刚性更好或者能抑制振动的镗削类工具。小直径深孔通常可以利用硬质合金材料刀杆,更大直径兼顾制造成本和刀具重量,则需要利用防振类镗削刀具。
应对这类加工,最新的大昭和斯玛特防振系列刀具——斯玛特防振精镗头内部安装抑制、快速消减振动的部件。利用此镗头可以将加工中产生的振动消除,达到防振效果,进而提高加工效率、深孔加工能力,减少换夹次数。

1、应用案例
对于灰铸铁和球墨铸铁材质的箱体类零件加工,特别是注塑机"三板"加工,需要利用到深孔镗削类刀具。这种深孔镗削类刀具产品还适用于机床制造、发动机壳体制造和电机壳体制造。

注塑机模板
针对上图注塑机模板,黄颜色方形框标注的部分,需要加长的镗杆加工。该部分加工材质为FCD600(类似QT600):孔径Ф55H7有效长度需要达到280mm,刀具全长需要超过500mm。针对没有干涉的部分,大昭和借助CK模块化刀具系统可自由组合的优势,配合安装减径,保证前部Ф55H7顺利加工的同时,将无干涉的后端刀柄部分加粗至Ф64提高刚性。

2、测试结果
客户加工使用相同R0.2刀尖刀片:加工参数从S300r/min、F30mm/min,提升到S750r/min、F60mm/min,加工效率提升100%;粗糙度也由原来Ra2.8~3.2(偶尔还有伴有细小振刀纹)提高至Ra2.2~2.5。顺利达到客户预期。
所以,针对注塑机、机床制造、发动机壳体制造和电机壳体制造等,这些常存有深孔加工的箱体类零件用大昭和斯玛特防振系列。
京瓷KDA系列产品
1、产品介绍
本次的KDA系列产品,作为京瓷集团又一款非常重要的新品面向全球发售。我们都了解,京瓷工具的整硬刀具包含之前的美国泰康、SGS和尤尼莫克的产品,都具有在各自领域非常出色的应用场景,而这款KDA产品更是一款具有高附加值的优势工具。


KDA整硬钻头,追求通用性的设计与丰富的产品阵容可以对应多种加工;标准外冷型、带内冷孔规格型,分别为3D与5D,各有131个规格,一共型号数量:524个型号。

采用耐磨性・耐热性出色的高性能铝铬(AlCr)系涂层,实现长寿命加工。

KDA可对应多种加工材料:钢、模具钢、不锈钢、铸铁等。
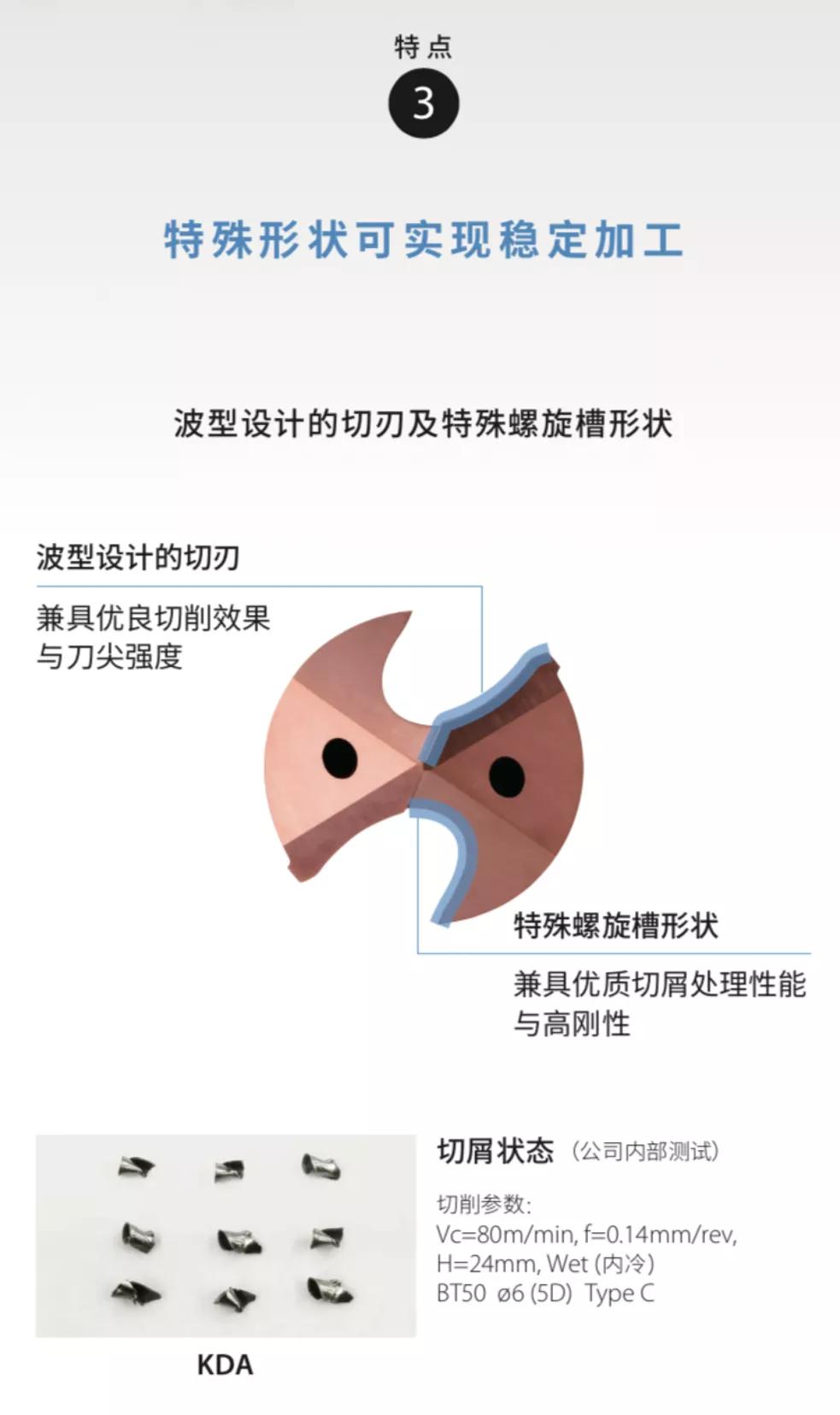
另外采用特殊波状形设计的切削刃实现低阻力与特殊的螺旋槽形状实现优质的切屑处理,实现稳定加工。

2、应用案例及结论


☞点击索取资料,了解更多详情
OKE 铸铁车削新产品

1、产品介绍
OKE 铸铁车削新产品采用全新CVD涂层与优化升级的槽型结构和刃口处理的搭配,在铸铁车削加工时带来了全方位的性能提升。
|
牌号 |
材质性能特点 |
|
SC7210 |
细晶和高硬度化的化学涂层,采用高硬度硬质合金基体,具有很好的耐磨性,实现了稳定加工工况下的高切削速度和长切削时间。 在灰铁、球铁材料精加工、连续及轻断续加工时刀具寿命大幅得到提升,优于竞争对手。 |
|
SC7220 |
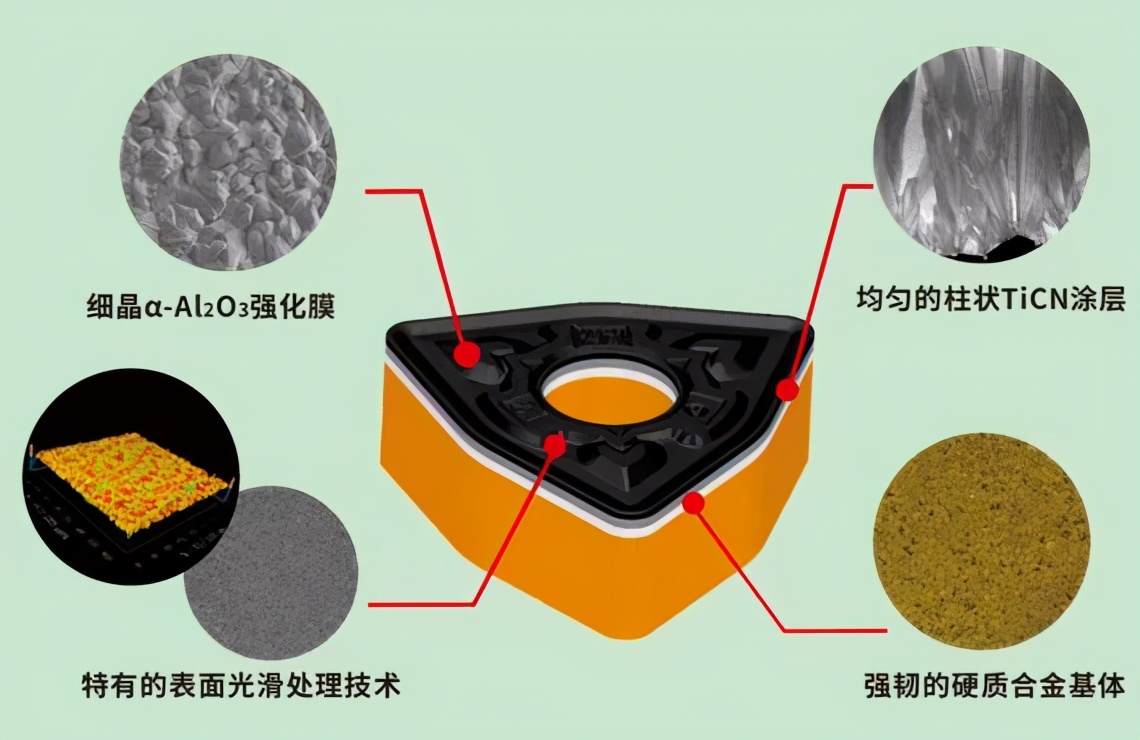
采用细晶α-Al2O3膜强化的MT-CVD TiCN-Al2O3涂层,基体采用韧性更好的硬质合金,抗磨损能力、抗热性能以及韧性都得到了提升,大幅扩展了应用范围。 在灰铁、球铁材料半精加工、粗加工及断续加工时平均刀具寿命大幅得到提升,优于竞争对手。 |
针对铸铁材料加工特性,优化升级后的K2、K3槽型,从铸铁材料的精加工到粗加工,连续及断续加工均能获得很好的切削性能。
|
槽型 |
形状、断屑槽端面 |
||
|
K2 |
|
|
优化的槽型结构及刃口处理,K2槽型在铸铁材料的连续,轻断续加工时可以获得好的表面质量和长的刀具寿命。 |
|
K3 |
|
|
加强的刃口设计,在铸铁材料的高速、高进给加工及开粗、强断续加工时,能够保持优秀的抗冲击性能。 |



2、应用案例
|
加工零件 |
法兰 |
|
|
加工材料 |
HT250 |
|
|
加工部位 |
外圆、端面精车 |
|
|
原用刀片/牌号 |
VNMG160408E-** |
|
|
我公司刀片/牌号 |
VNMG160408-K2/SC7210 |
|
|
切削参数 |
Vc:151-471mm/min |
|
|
Fz: 0.25mm/rev |
||
|
Ap: 0.2mm |
||
|
原用刀片加工件数 |
70-80件 |
|
|
我公司加工件数 |
110件 |
|
|
与原用刀片对比 |
146% |

|
加工零件 |
曲轴 |
|
|
加工材料 |
QT600-3 |
|
|
加工部位 |
长轴外圆粗车 |
|
|
原用刀片/牌号 |
WNMA080408-** |
|
|
我公司刀片/牌号 |
WNMA080408-K3 / SC7220 |
|
|
切削参数 |
Vc:170mm/min |
|
|
Fz:0.42mm/rev |
||
|
Ap:1.25-1.75mm |
||
|
原用刀片加工件数 |
150~200件 |
|
|
我公司加工件数 |
249、253、250件 |
|
|
与原用刀片对比 |
125% |



|
加工零件 |
刹车盘 |
|
|
加工材料 |
G3000 |
|
|
加工部位 |
端面、内孔、内孔倒角 |
|
|
原用刀片/牌号 |
TNMG220416-** / ** |
|
|
我公司刀片/牌号 |
TNMG220416-K3 / SC7220 |
|
|
切削参数 |
Vc:628~280m/min |
|
|
Fz:0.32mm/r(内圆);0.34mm/r(小端面);0.28mm/r(内孔) |
||
|
Ap:2.5mm(内圆单边);2mm(内孔单边);1.5mm(小端面) |
||
|
原用刀片加工件数 |
18个 |
|
|
我公司加工件数 |
18个、20个 |
|
|
与原用刀片对比 |
106% |


文章来源:金属加工