第十九节 扩 钻 精 孔
一、问题的提出
钻孔一般作为粗加工工序,对孔的精度和光洁度要求不高。但在某些特殊情况下,例如单件生产,或修配、试制工作中,或孔径是非标准尺寸,而缺乏专用铰刀,这时如能用钻头扩孔或直接钻孔,保证较高的精度和光洁度就比较方便了。
在文章以上各节中分析了如何保证有色金属(如纯铜等)、铸铁及非金属材料(如有机玻璃等)等加工质量问题。可以看出,不论是哪种加工情况,要得到较高的光洁度和精度,都应从以下几个方面着手:
(1)减少刃带与孔壁的摩擦、刮伤,和避免切屑对孔壁的擦伤;
(2)避免切削中的定心不稳和振动;
(3)避免积屑瘤的产生;
(4)改善切削层的变化;
(5)减小残留面积;
(6)注意钻头本身的精度,以及钻头与工件的相对位置和相对运动精确性。
二、扩精孔的措施
应该指出,上述几方面是互相影响的,一个环节处理不当,孔的质量就不好,因此不能单从一点上去解决,要统筹集兼顾。
(一)减少摩擦与刮伤
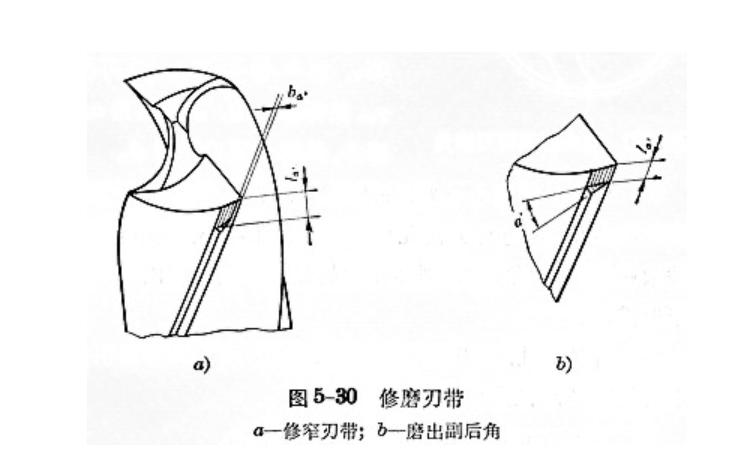
(1)修磨刃带,减少它与孔壁的摩擦。修磨的方式一般有两种,如图5-30。一种是仅把刃带修窄,bα´≈0.1~0.4毫米,修磨长度lα´≈3~4毫米,必要时可加长到大于孔深;另一种还磨出副后角α´≈5~6°,形成锐刃。
另外,需要时还可加大刃带的倒锥,使副刃半锥角Φ´≈15~30´。
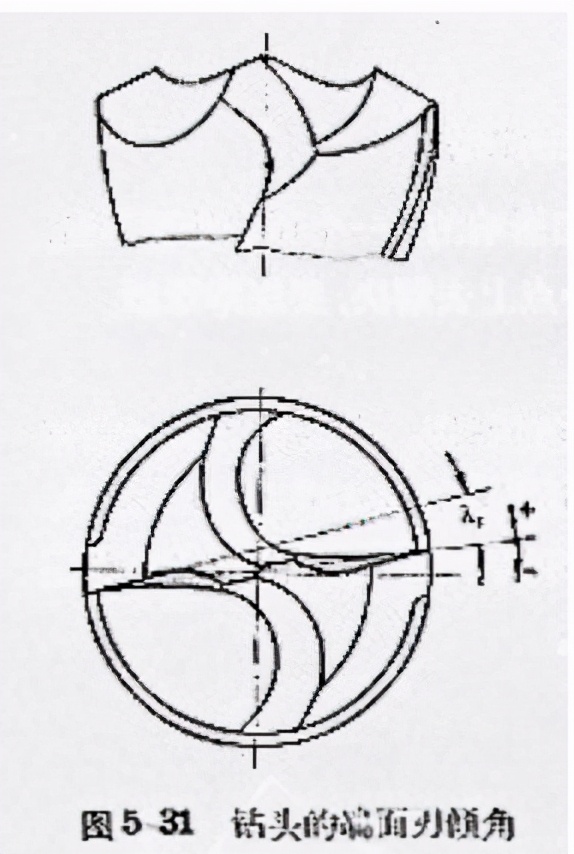
(2)修磨出正的端面刃倾角λt,如图5-31。端面刃倾角λt可以控制流屑的方向。在用钻头对通孔进行扩孔时,最好使切屑被切削刃切下后,立即翻向未加工的表面排去,而不是依靠切屑的重量向下落去,这样就可以使切屑完全不与已加工的孔壁接触,避免擦伤。并且,在修磨正刃倾角的同时,使副切削刃(刃带)也变锋利了,有利于加工质量的改善。但切削刃磨出了正刃倾角以后,使钻头切削部分的强度有些削弱,因此不能用太大的切削用量。