深孔加工向来是金属切削加工难点,选用传统工艺会造成枪钻崩刃、折断等问题。经过改善枪钻结构方式——可转位刀片+带导条式高强度刀杆,选用带断屑槽刀片,使得排屑更顺畅,彻底解决折断及崩刃类异常,提高加工质量。
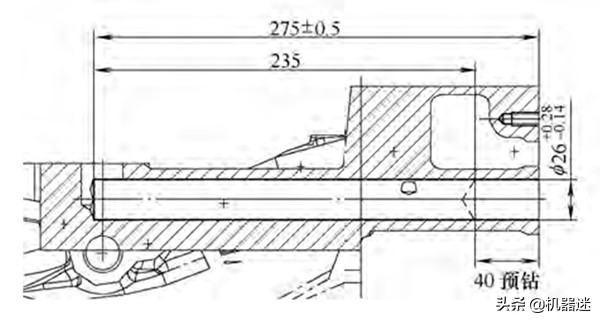
底面 深 油 孔加工工艺要求 近年,我国东部某厂自主研发了一款油耗低、动力强、可靠性高的重型柴油机,深得用户青睐,其气缸体上有许多用于冷却水道或润滑油道的深孔需求加工,其间底面φ26mm×275mm就是其间之一。为提高设备利用率,削减出资成本,在设计计划时抛弃了传统的专用机床计划,而选用德国进口GROB(格劳博)高速加工中心加工,但经常会呈现可修磨枪钻寿命低、断刀率高级问题。 加工条件 加工设备:德国GROB G700加工中心 枪钻:单刃焊接枪钻φ26mm×546mm 刀柄:GUHRING HSK100-A侧固锁紧 切削液:FUCHS水溶性乳化液ECOCOOL 68CF2W,乳化液浓度:8-10% 内冷流量压力:75L/min,4MPa 切削参数:底面油孔,孔直径26mm,孔深275mm,转速1041r/min,线速度85m/min,进给量240mm/min,每齿进给量0.23mm
深孔加工向来是金属切削加工难点,选用传统工艺会造成枪钻崩刃、折断等问题。经过改善枪钻结构方式——可转位刀片+带导条式高强度刀杆,选用带断屑槽刀片,使得排屑更顺畅,彻底解决折断及崩刃类异常,提高加工质量。

底面 深油孔加工工艺要求 近年,我国东部某厂自主研发了一款油耗低、动力强、可靠性高的重型柴油机,深得用户青睐,其气缸体上有许多用于冷却水道或润滑油道的深孔需求加工,其间底面φ26mm×275mm就是其间之一。为提高设备利用率,削减出资成本,在设计计划时抛弃了传统的专用机床计划,而选用德国进口GROB(格劳博)高速加工中心加工,但经常会呈现可修磨枪钻寿命低、断刀率高级问题。 加工条件 加工设备:德国GROB G700加工中心 枪钻:单刃焊接枪钻φ26mm×546mm 刀柄:GUHRING HSK100-A侧固锁紧 切削液:FUCHS水溶性乳化液ECOCOOL 68CF2W,乳化液浓度:8-10% 内冷流量压力:75L/min,4MPa 切削参数:底面油孔,孔直径26mm,孔深275mm,转速1041r/min,线速度85m/min,进给量240mm/min,每齿进给量0.23mm