江苏激光联盟导读:
本文探讨了电磁搅拌控制激光固态成形Inconel 718高温合金的组织和机械性能。
激光固相成形Inconel718高温合金工件中粗大的柱状晶粒和特殊的界面严重影响了工件的机械性能。 为提高合金的组织和机械性能,采用电磁搅拌(EMS)技术改变合金熔池的凝固过程。结果表明:EMS不能完全消除外延生长的柱状晶,但液态金属的强对流可以有效地影响固液界面生长模式。合金元素在固液界面前缘的偏析受到抑制,整体过冷度相应降低。对比不同工艺参数下形成的试样的显微组织,发现随着磁场强度的增加,枝晶间形成的γ+Laves共晶相的尺寸和数量减小,合金元素分布更加均匀。残余应力分布更加均匀,有利于再结晶后晶粒的细化。机械性能测试结果表明,使用EMS后,抗拉强度提高了100 MPa,延伸率提高了22%。合金的室温高周疲劳性能也从沉积态的4.09 × 104循环提高到8.21 × 104循环,热处理态的5.45 × 104循环提高到12.73 × 104循环。
1. 介绍
激光固体成形(Laser solid forming, LSF)是一种以激光束为热源,在重建程序的控制下逐层熔化粉末并形成金属结构的增材制造技术。 与传统的材料制造工艺如铸造、锻造、焊接等不同,LSF可以自由、快速地制造复杂的结构,而且所制造的材料结构致密,机械性能优异。以LSFed Inconel 718高温合金试样为例,证明其拉伸性能优于工程应用的锻造标准。然而,LSFed Inconel 718高温合金试样在热处理后仍存在较大的柱状晶粒,且柱状晶粒分布不均匀,导致其疲劳性能偏低,不能满足航空航天行业的实际应用。因此,近年来LSF技术在高温合金组织制造中的应用受到了限制。
电磁搅拌(EMS)通过改变液态金属在熔池中的凝固行为,成功地应用于焊接过程中,以减少冶金缺陷和变形。 Kern等人研究了激光焊接中磁搅拌的影响,他们发现磁流体动机械机制的利用使熔体流动“层叠化”和改变熔池中的速度分布成为可能。在熔池液态金属的凝固行为LSF具有类似的特征与焊接过程相比,所以电磁搅拌和激光固体形成的组合能给一个新的解决方案来提高LSF样品的微观结构和力学性能。Qin 等研究了磁场搅拌对钛合金激光金属沉积的影响,发现旋转磁场增强了熔池中的对流,提高了熔池的冷却速度,使熔池的显微组织更精细,机械性能更好。Yu 等报道了电磁搅拌在激光熔覆钢基WC/Co层上的应用。结果表明:在电磁场的搅拌作用下,熔覆层无气孔和裂纹;为了改善LSFed Inconel 718高温合金的显微组织,Yu等在LSF处理中加入旋转磁场,发现电磁搅拌能有效影响枝晶间区γ+Laves共晶相的形成,提高LSFed材料的显微硬度。

500oC时接收和再结晶k掺杂W棒轴向疲劳寿命。也绘制了Schmunk等人在815℃和1232℃沿轧制方向接收和再结晶的W板。
在聚变反应堆的运行过程中,分流器将受到高通量等离子体和中子辐照的循环头负荷。结果表明,W材料的熔融再结晶开裂和塑性/蠕变变形可能导致转炉热力学性能的退化。虽然导流器材料最重要的机械性能之一是疲劳性能,但关于W材料的疲劳寿命实验数据非常有限。上图为掺k W棒与常规热轧纯W板的低周疲劳寿命。在高应变条件下,再结晶k掺杂W棒材(900°C, 0.33 h)的疲劳寿命与纯W棒材相似,而在低应变条件下,k掺杂W棒材的疲劳寿命较长。再结晶k掺杂W棒材的疲劳寿命比纯再结晶W棒材的疲劳寿命长。
本文将电磁搅拌引入Inconel718高温合金的LSF中,对熔敷态和热处理态试样的组织、拉伸性能和高周疲劳性能进行了实验研究。目的是优化LSFed Inconel 718高温合金的组织和机械性能。
2. 实验的程序
采用等离子体旋转电极工艺(PREP)制备了尺寸约为175 μm的球形Inconel 718高温合金粉末。粉末的化学成分见表1。基板由304不锈钢板切割而成,尺寸为150 mm × 60 mm × 6 mm。在LSF工艺前,先用砂纸打磨基材表面,然后用*酮丙**清洗。
表1 Inconel 718高温合金粉末化学成分(wt.%)。

在沈阳航空航天大学建立的激光金属沉积系统上,对Inconel 718高温合金样品进行了激光表面强化,该系统由5kW DL-HL-T5000B快速横流CO2激光器、数控工作台、可控气氛室和同轴喷嘴送粉系统组成。为了实现对熔池的电磁搅拌效果,采用了电磁搅拌装置,该装置主要由两对永磁体、一个铝制转盘和一个步进电机组成。通过调节磁铁之间的间隙可以实现不同的磁场强度,通过改变电机转速可以获得不同的频率。基板固定在工作台上,不随转盘和磁铁旋转。在LSF工艺之前,在磁铁方向不变的情况下,使用HT201高斯计在两块磁铁(LSFed Inconel 718高温合金样品沉积处)的中心点测量磁场强度。由于磁体远高于沉积样品,因此在LSF过程中,磁场强度被认为均匀分布在熔池中。实验中使用的磁场频率为50 Hz,并保持与所有样品相同。
本实验中使用的不同样品的电磁场强度分别为0、30、50和80mT。LSF的详细示意图如图1所示。工艺参数如下:激光功率P=1800W,扫描速度v=9mm/s,光斑直径D0=3mm,相邻焊道重叠η=40%,Z方向增量ΔZ=0.3mm,保护气体流量(Ar)fgas=6L/min。沉积了几个试块,用于微观结构观察和机械性能测试(见图2)。

图1电磁搅拌辅助激光固体成形装置设计方案。

图2 试样用于室温拉伸试验(a)和疲劳试验(b)。
为了观察沉积态LSFedInconel 718高温合金样品的微观结构,从试块上切下垂直于激光扫描方向的小截面,用砂纸打磨和抛光,并用10ml CH5(OH)+10ml HCl+5gFeCl3的混合物进行蚀刻。 所使用的热处理工艺如下:在1100°C下固溶处理1.5 h,空气冷却至室温,然后在980°C下时效1 h,空气冷却至室温,然后在720°C下时效8 h,炉内连续冷却至620°C,在620°C下保持8 h,最后空气冷却至室温。通过MR5000光学显微镜(OM)观察微观结构。
使用维氏显微压痕法测量残余应力,Suresh等人首次报告了该方法,Carlsson等人将其应用于金属材料。测量维氏显微硬度压痕的实际面积,并与标称面积进行比较,通过拟合公式计算残余应力。试样的拉伸试验在INSTRON 3382通用材料试验机上进行,拉伸速度为2 mm/min。试样的高周疲劳性能在INSTRON 8802液压疲劳试验机上进行试验,试验条件如下:应力比R=−1、光滑的疲劳试样,载荷频率f=10 Hz,最大应力Fmax=750 MPa。对于拉伸和疲劳试验,在每种条件下测试三个样品,并计算拉伸强度、伸长率和疲劳寿命周期的平均值,以确保结果的准确性。拉伸和疲劳试验后,使用TESCAN VEGA II-LMH扫描电子显微镜(SEM)进行断口分析。
3.结果与讨论
3.1. LSFed Inconel 718高温合金试样的显微组织
EMS对LSFed Inconel 718高温合金试样组织的影响如图3所示。 沉积态LSFedInconel 718合金(无EMS制备的样品)的典型显微组织是沿沉积方向外延生长的柱状枝晶,如图3a所示。这种粗大的柱状晶粒结构被认为是激光增材制造材料的典型结构,在高温合金、钛合金等多种激光增材制造材料中都存在。定向凝固组织也导致了材料的各向异性。对于电磁沉积的样品,其枝晶结构与沉积时相同,表明电磁沉积并没有改变磁场特性下的枝晶结构。测量了枝晶的初臂间距,结果表明,随着磁场强度的增加,初臂间距增大。证明了枝晶臂间距与温度梯度成正比,与过冷度成反比。随着EMS对熔池的搅拌,强烈的对流可以将富集的合金元素从枝晶间区移开,降低本构过冷度,同时还可以增大液固界面前的温度梯度。这些都有利于增大主臂空间。上述结果表明,随着电磁场强度的增加,电磁场对液态金属搅拌作用的增强,对液态金属组织的改变有有益的效果。

图3 不同电磁场强度下制备的LSFed Inconel 718高温合金试样的显微组织。(a) 0 mT; (b) 30 mT; (c) 50 mT; (d) 80 mT。
EMS应用于LSF工艺时,Laves相的形貌发生了明显的变化,如图3所示,对应的高倍扫描电镜图像如图4所示。可以看出,加入EMS后,Laves相的形貌由未采用电磁搅拌时的连续长条状转变为电磁场强度为50 mT时的不连续的蠕虫状形貌,如图3c所示。在磁场强度为80 mT时变为粒状,如图3d所示。在枝晶间形成Laves相的原因是Nb、Al、Ti等合金元素的偏析。EMS通过对液态金属的剧烈搅拌,使合金元素重新分布到远离固液界面的液态金属中,从而减轻合金的偏析。Laves相的持续生长受到抑制,其形态也发生相应的变化。用Image Pro Plus软件对Laves相的体积分数进行了测定,结果表明,EMS处理后Laves相的体积分数明显降低。

图4 不同电磁场强度下EMS- LSFed Inconel 718高温合金样品中Laves相的形态和分布。(a) 0 mT; (b) 30 mT; (c) 50 mT; (d) 80 mT。
当磁场强度为30、50和80 mT时,Laves相体积分数由未施加EMS时的5.49%变化为4.69%、2.23%和2.39%,同时Laves相体积分数的降低意味着更多的合金元素分布在枝晶臂中。 EDS分析显示,随着电磁场强度的增加,Nb和Ti在内枝晶区含量增加,这两种元素是γ″和γ′析出强化相形成的最重要元素,如图5所示。而Mo和Mn的含量略有下降,Al的含量不受影响。对应于Nb的增加和Ti innerdendrite领域的内容,他们的内容interdendritric地区减少,导致更少的Nb和Ti的共晶反应剩余物和γ阶段,因此导致洗涤阶段的数量减少,以及形态学的改变。

图5 不同电磁场强度下制备的LSFed Inconel 718高温合金试样的显微组织。(a) 0 mT; (b) 30 mT; (c) 50 mT; (d) 80 mT。
3.2. LSFedInconel 718高温合金试样的残余应力和显微硬度
对EMS制备的LSFed Inconel 718高温合金试样的残余应力进行了测量,结果如图5所示。在没有EMS的情况下,两道道焊道重叠区域的残余应力绝对值高达500 MPa,远高于内道焊区的残余应力绝对值。 随着电磁场强度的增加,重叠区域的残余应力增加速度相对较慢,内道区域的残余应力增加速度较快。如电磁场强度为50 mT时,前者为450 MPa,后者为300 MPa,这两个区域的残余应力差相应减小。同时,不添加EMS时,N + 1孔道的残余应力小于N孔道的残余应力,如图5a所示。这意味着低密度凝固过程中的热积累会影响组织的均匀性。加入EMS后,这种趋势减弱,如图5b所示。进一步提高电磁场强度50 c太如图5所示,通过N + 1的残余应力是略高于通过N还应该指出,样品的平均残余应力水平与EMS沉积高于样本没有EMS沉积。当磁场强度为0 ~ 80 mT时,沉积试样的平均残余应力分别为223、270、330和358 MPa。
电磁场对液态金属的搅动也会影响温度场,进而影响沉积态样品的残余应力分布。 因为搅拌和液态金属的流动,整个熔池的温度很容易和快速得到重新分配,和温度梯度的液体和固体界面将会扩大,导致快速凝固速度和较高的残余应力在内部通过地区。同时,两道道交叠区域的热循环也发生了变化,冷却速率降低,导致该区域的残余应力减小,两道道交叠区域的残余应力差异变小。磁场强度越大,搅拌效果越强,两者的差值越小。
至于不同样本的平均残余应力值,它可以看到,两个相邻的重叠区域的残余应力传递接近不同的样本,而每个传递的内部地区平均值增加随着电磁场强度的增加。 这表明,EMS显著提高了孔道内区域的残余应力水平,但对相邻孔道重叠区域的影响不显著。众所周知,电磁场只能通过剧烈的搅拌来影响熔池中的液态金属,从而实现液态金属的剧烈对流,从而使熔池中的温度场和合金元素分布发生相应的变化。而相邻孔道交叠区域则经历了双重淬火过程,这一过程几乎不受电磁场的影响。
图6也显示了EMS对LSFedInconel 718高温合金试样显微硬度的影响。各试样的硬度随电磁场强度的增加而增加。 当磁场强度为0、30、50和80 mT时,试样的平均硬度值分别为277、290、326和328 HV。材料的硬度与其显微组织有关。Laves相在Inconel 718高温合金中是一种硬脆相,该相的存在可以提高材料的硬度。然而,Laves相的形成消耗了大量的均一元素,如Nb和Ti,这不利于γ基体的强化。在沉积状态下,γ枝晶主要通过合金元素的固溶强化得到强化。如图3所示,EMS降低了Laves相的尺寸和数量,使得更多的合金元素分布在γ枝晶中,从而提高了γ基体的硬度。
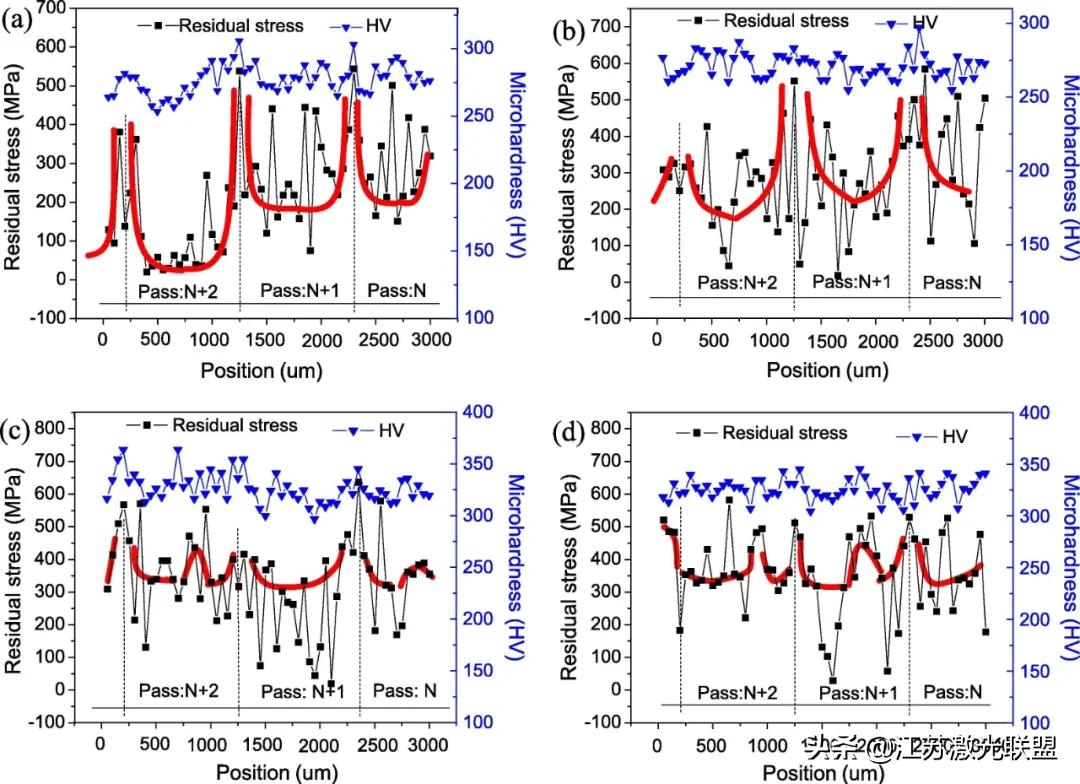
图6 不同电磁场强度下制备的LSFed Inconel 718高温合金试样的残余应力测量结果。(a) 0 mT; (b) 30 mT; (c) 50 mT; (d) 80 mT。
3.3. LSFedInconel 718高温合金的再结晶组织
LSFedInconel 718高温合金残余应力分布的改变会影响热处理后组织的演变。图7为热处理后不同电磁场强度的LSFedInconel 718高温合金试样的显微组织,图8为不同尺寸范围的晶粒尺寸统计数据。 如图7所示,热处理后样品均发生了静态再结晶,晶粒较沉积态晶粒细化。在30 ~ 80 mT的电磁场强度范围内,晶粒结构明显变细,但在80 mT的电磁场强度较大时,也会形成一些较大尺寸的晶粒。如图8所示,再结晶样品中存在较多粒径大于350 μm的晶粒。
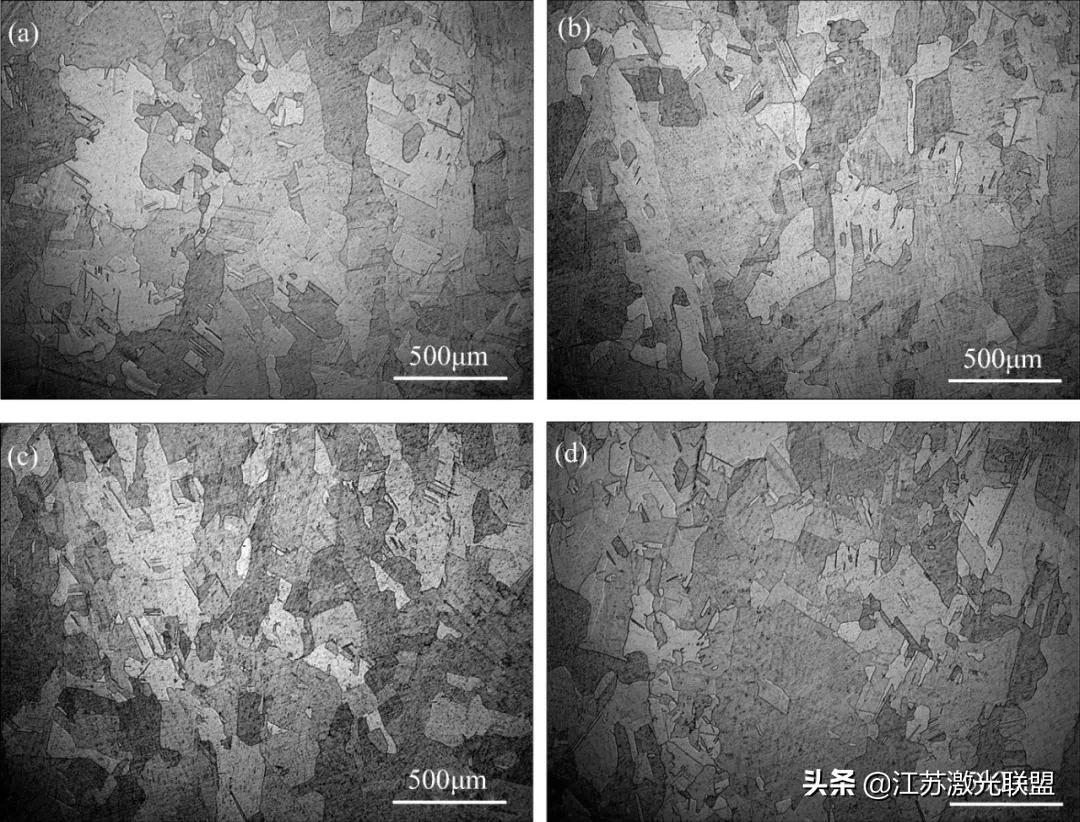
图7 不同电磁场强度热处理后的LSFed Inconel 718高温合金试样的显微组织。(a) 0 mT; (b) 30 mT; (c) 50 mT; (d) 80 mT。

图8 不同电磁场强度热处理后的LSFed Inconel 718高温合金试样的晶粒尺寸分布。
结果表明,LSFed试样中再结晶晶粒组织的分布与残余应力的大小和分布一致。 高的残余应力增强了再结晶过程,使晶粒更加细小。从图8中还可以看出,随着磁场强度的增加,小于150 μm的小晶粒比例增加,而在较大的晶粒中则呈现相反的趋势。而80mt更高的磁场强度会导致大颗粒和小颗粒在整个视野中分布不均匀。这可能是由于使用过大的电磁场强度时产生的乱流。具体原因还需要进一步分析。
3.4. LSFedInconel 718高温合金试样的拉伸性能
图9为不同电磁场强度下,LSFed Inconel 718高温合金在沉积状态和热处理状态下的应力-应变曲线。 对于沉积态试样(图9a), EMS可以同时有效提高拉伸强度和塑性。在磁场强度为30、50、80 mT时,拉伸强度分别为1023、1048、1072 MPa。相应样品的伸长率分别为12%、25%、34%和32%。结果表明,在沉积状态下,EMS同时提高了材料的强度和塑性。材料的强化是由于γ枝晶基体的固溶强化,因为EMS可以有效地增强熔池中液态金属的对流,增加固液界面的温度梯度,降低凝固的本构过冷倾向。这些都将导致γ枝晶中合金元素含量的增加和抗拉强度的提高。材料的延性与Laves相的形态和数量有关,在外界荷载[15]作用下,Laves相的脆性往往会导致材料在变形过程中出现应力集中和裂纹萌生。因此,在较高的磁场强度下,当EMS使Laves相的尺寸和数量减小时,沉积试样的伸长率相应增大。

图9 lssfed Inconel 718高温合金试样在不同电磁强度下(a)和热处理后(b)的应力-应变曲线。
至于热处理样品如图7所示b, lsf样品制作的抗拉强度电磁场强度0,30、50和80吨增加到1359,1388,1362和1352 MPa,分别高于as-deposited样品和伪造的材料在相同的条件。 拉伸强度的提高主要是由于时效过程中γ″相和γ′相的形成。众所周知,γ -″相和γ′相等析出相强化相的形成对合金元素的分布十分敏感。1100℃固溶处理足以实现合金元素的均匀化,这有利于拉伸强度的提高。
需要指出的是, 不同磁场强度沉积的试样在热处理后抗拉强度与塑性的差异变小,如图6所示,说明电磁搅拌对热处理后的试样的影响并不显著。 对于大多数修复问题,不允许进行更高温度的固溶处理,这种处理将保留沉积样品的典型特征。EMS可以用于增强激光修复零件的材料,因为不允许更高的温度固溶处理。

(左)两种不混溶的电解质溶液之间的界面卡通,纳米粒子吸附在界面上(实际上纳米粒子比离子大得多)和(右)计算出三种尺寸的量子点的低能光吸收峰波长作为电压的函数。这三条曲线对应的零场吸收峰分别为490、560和620 nm。
如上图,在两种不相混电解质溶液(ITIES)的界面上的半导体纳米粒子可以使其在界面两侧都能被光线照射。由于盐浓度的不同,该纳米粒子非常薄(nm量级),并且在没有离子流过界面的情况下对电压也很稳定。纳米粒子的表面张力和极化率加深了电势阱。当粒子的尺寸大致在一个或几个纳米量级时,溶剂化作用的平衡将纳米粒子推向水相,而电场则将其推向有机相。
为了比较不同试样的断裂机理,利用SEM观察了断裂形貌,结果如图8所示。 添加或不添加EMS的沉积试样的断口表面均呈现典型的韧窝和撕裂脊定向排列,如图8a所示。韧窝中有破碎和剥落的颗粒,在韧窝周围形成微裂纹。从颗粒的形状、分布和数量等方面确定其为分布在枝晶间的Laves相。Laves相是脆性的,在外界载荷下很难变形。应力集中发生在Laves与γ基体的界面上。当应力水平足够高时,界面会形成微裂纹,部分Laves粒子会断裂释放应力。因此,Laves相的存在不利于材料的拉伸性能,尤其是延性。在LSF过程中应用EMS后,酒窝中Laves相颗粒数量减少,酒窝形状更加规则,如图8b所示。
这意味着EMS引起的Laves形状和数量的改变,可以降低Laves周围发生应力集中和微裂纹形成的概率。图8c和d为热处理后试样的断口,在热处理后的断口中,有EMS和没有EMS沉积的试样没有明显的区别。这也表明热处理后的试样具有几乎相同的拉伸性能。 由此可以得出,EMS对Inconel 718高温合金1100℃高温固溶处理后组织和拉伸性能的影响将被消除(见图10)。

图10 LSFed Inconel 718高温合金拉伸断口形貌研究。(a)和(b)处于沉积状态,(c)和(d)经过热处理。(a)和(c)在没有EMS的情况下制备,(b)和(d)在有EMS的情况下制备,电磁强度为50 mT。
3.5. LSFed Inconel 718高温合金试样的疲劳性能
LSFed Inconel 718高温合金试样在室温、沉积状态和热处理后的高周疲劳性能如表2所示。对于沉积态试样,施加0 mT和50 mT电磁场时,疲劳寿命周期分别为4.09 × 104和8.21 × 104。应用EMS后,疲劳寿命提高了一倍。疲劳寿命的提高与显微组织有关。其中,熔覆试样中Laves相的形态和数量对试样的疲劳性能起着非常重要的作用。一方面,较大的Laves相条带脆性较大,在循环荷载作用下容易产生裂纹,形成疲劳裂纹源;从而减少Laves相,延长疲劳寿命。另一方面,在适当的时效温度下,Laves相的减少会向基体释放更多的合金元素,从而形成更多的强化相。这些都有利于沉积态LSFed样品的疲劳性能。 热处理后,当磁场强度为0 mT和50 mT时,疲劳寿命分别增加到5.45 × 104和12.73 × 104。可见,热处理可以有效提高LSFed试样的疲劳性能(见图11)。
表2 研究了LSFed Inconel 718高温合金在沉积态和电磁强度为50 mT的热处理条件下的疲劳性能。


图11 lssfed Inconel 718高温合金在50 mT电磁强度下(a)和(b)热处理后的高周疲劳断口形貌。
疲劳试样的断口形貌如图9所示。 结果表明,在50 mT的电磁强度下,lssf合金在沉积态和热处理态下的断口形貌不同,沉积态试样的断口形貌比热处理态试样的断口形貌光滑。 疲劳裂纹扩展速度快,疲劳寿命较低。热处理后试样的粗断口也与试样中存在更细的晶粒相对应。研究人员报道了晶粒尺寸对金属材料[17]、[18]疲劳性能的重要作用。
4. 结论
(1)电磁搅拌对LSFedInconel 718高温合金的显微组织有明显的改善作用。Laves相的形态由条状转变为球状,数量减少。
(2)辅助电磁场的电磁搅拌作用使残余应力分布更加均匀,有利于再结晶后晶粒的细化。
(3)通过对合金组织的改性,提高了合金的拉伸性能和高周疲劳性能。高温后固溶处理会使强化效果减弱。
(4)在不允许高温固溶处理的激光修复部件中,电磁搅拌可用于强化材料。
来源:Control of microstructure and mechanical properties of laser solidformed Inconel 718 superalloy by electromagnetic stirring,Optics &Laser Technology,doi.org/10.1016/j.optlastec.2017.09.022
参考文献:W.D. Huang,Laser solid forming,Northwestern Polytechnical University Press, Xi’an (2007);F.C. Liu, X.Lin, W.W. Zhao, X.M. Zhao, J. Chen, W.D. Huang,Effect of solutiontreatment temperature on the microstructures and properties of laser solidforming Incoenl 718 superalloy,Rare Metal Mater. Eng., 39 (2010), pp. 1519-1524
江苏激光联盟陈长军原创作品!