1。硬质合金刀片和工作台搭配。

| 1。(使)碳钢部分,30毫米x 60毫米x 250毫米对齐。
如下图所示,整个长度将开槽和吻合,然后切断长度使个别工具的持有人。 |
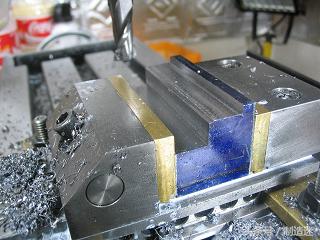
| 2。(使)槽深8.5毫米,用12毫米的粗加工立铣刀在340转。加工时间约12分钟。 |
| 3。(使)检查数字千分尺燕尾 |
| (4)燕尾角倒角加工后 的长度,然后被切割为单个“持有人”为铣削。 |
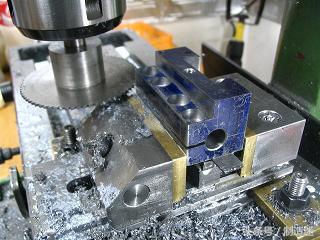
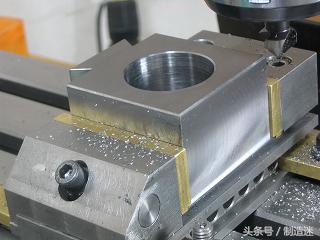
| 5。(使)飞切一个典型的30毫米的支架部分。 |
| 6。(使)刀具槽边用粗加工立铣刀。 |
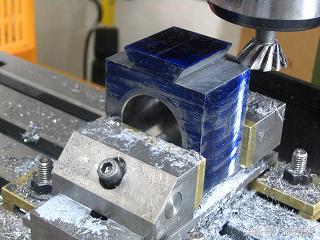
| 7。(使)在临别的工具架 |
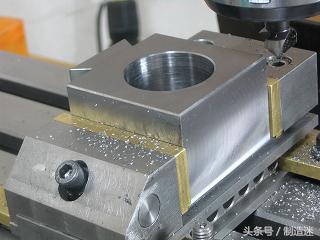
| 8。(使)这是对镗杆 。切镗杆支架。 |
| 9。(eccentric凸轮)使快换刀架开始使偏心凸轮。 材料的易切削钢,直径40毫米。 |
| 10。与防护条四爪卡盘举行。 |
| 11。一个工具的持有人相适合整齐的切割部分的相吻合 |
| 12。体边缘倒角去毛刺工具。 去毛刺去除后,用砂光机加工痕迹。 |
| 13。(杂件)滚花铜杆进行高度调节螺母,每一个工具架。在同一时间做了几。 |
| 14。(杂件)端的锁杆加工球。材质是黄铜。 |
| 15黑色氧化物完成之前。 |
| 16。准备使用。 |