▶ 前言
在长期太空任务中,为了保持航天器的稳定方向或根据需要改变航天器的方向,需要使用能够根据其旋转轴旋转航天器的扭矩产生部件。许多卫星任务使用 重力梯度稳定或仅使用磁控技术来控制卫星的位置 。

之所以使用这些方法,是因为它们本质上简单且成本最低。目前用于根据其轴线旋转航天器的反作用轮具有机械效应,这会带来许多不便之处。机械反作用轮重量大、复杂,需要额外的轴承和润滑,不可靠且容易磨损。
一种消除传统反作用轮缺点的新解决方案是使用液体反作用轮,它没有可移动部件可以卡住或堵塞。扭矩是通过铁磁流体在特殊环状容器内的流动产生的。 重量在50到100千克之间的小型卫星已经得到了开发 。
本文介绍了用于构建KRAKsat卫星的小型飞轮的铁磁流体容器的制造技术和测试。用于 太空中的物体的特殊要求包括对计划实验没有不良影响 。还有经济方面的考虑。

实验中使用的容器应该由磁性惰性材料制成,以避免磁场受到电磁铁产生的变形。这些条件可以通过多种工程材料满足,但是考虑到低预算项目中的经济因素, 奥氏体不锈钢是首选 。
热膨胀和焊缝的细胞结构容易导致热裂纹的产生。但奥氏体不锈钢中少量的δ-铁素体可以提供抗热裂纹性能。
焊接性不仅取决于材料的性能,还取决于接头设计和制造技术,包括焊接方法。激光是一种热源,现在广泛用于焊接和材料加工,并且有可能用于焊接容器。具有BCC和FCC晶体结构空间群的钢材,铝合金,钛合金,镍合金,塑料和复合材料都可以进行激光束焊接。

这些接头的特点是窄焊缝和热影响区,其机械性能类似于使用传统电弧焊接工艺制造的接头,并且通常优于它们。焊缝的体积较小,导致收缩相对较少,从而显著降低应变。另一个优点是与其他传统工艺相比,焊接速度可以更高,但是在高焊接速度下 容易发生凝固裂纹 。
Bakir 等人和 Kadoi 等人展示了一种适用于激光束焊接的热裂纹敏感性在线/原位监测系统。可以制作纵向和周向接头, 确保接头的密封性 ,这在容器中是必需的。在特殊情况下,可以结合两种热源的优势,创建混合激光-电弧焊接。
▶一、材料和方法
根据设定的要求,选择了奥氏体不锈钢AISI 316L。焊缝的快速冷却在激光束焊接方法中可能实现。
这些焊缝具有亚稳态和稳定相的组织结构,具有最小的偏析和细小的晶粒, 可以改善机械性能并减小焊接材料中产生的应力 。密度约为8 kg/dm3,使其成为KRAKsat卫星构造中使用的最重的材料。
其余良好的静态和动态机械性能以及不具有不良磁性能,对于这种钢材是有利的,弥补了材料相对较大质量的不足。该钢材还具有优异的焊接性和良好的加工性能,这在生产过程中是重要的信息。

为了生产一个能够在宇宙真空中容纳铁磁流体的容器,采用了激光束焊接,因为它提供了最集中的焊接热源,具有高焊接精度、高质量的焊缝和较小的变形。
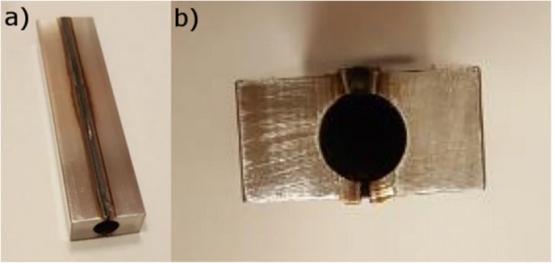
为了确定激光束的适当参数,制备了八个AISI 316L钢样品,当它们组装在一起时形成了四个测试接头。样品由两个对接焊缝组成,焊缝完全穿透。每个样品上可以制作两个长度为100毫米的焊缝。样品的横截面反映了目标容器的横截面,呈一比一的比例。
焊接使用521-TruLaser Cell 7040 Fiber辐射源进行。 焊接过程中没有添加填充材料 。填充槽中的材料位于凸起的带状条中, 凸起的部分突出于焊接部件的平面表面之上 。

两个单边焊缝的边缘焊缝完全熔化。焊缝长度为100毫米,焊缝厚度为2毫米,焊前的最大间隙和由加工过程导致的公差尺寸为0.1毫米。制作了两个焊缝。
使用纯度为99.99%的氩气作为保护气体 ,流量为20升/分钟,后方流量为12升/分钟。焊接前和焊接后没有使用预热和热处理。
由于对焊缝质量要求高、尺寸小并且对焊接操作非常精确的要求,专门为此制备了具有容器横截面的样品,并进行激光束焊接。在检查过程中焊缝质量最好的激光束参数被用来焊接原型。
测试接头和原型容器进行了无损可视、渗透和射线检测。可视检测使用分辨率为0.05毫米的通用焊接测量仪,在强光照射下进行。液体渗透检测在从测试接头中切割的2毫米厚板上进行,使用彩色渗透剂和强光照射,约580勒克斯。
接受水平按照ISO 23277的最高级别进行评定。渗透时间为30分钟,显影时间为30分钟。使用N8-303 ETI有限公司的测温计测量的测试温度为21°C。
射线检测在从测试接头中切割的2毫米厚板上进行,采用电压为100千伏、电流为5毫安的X射线灯,使用椭圆方法进行两次相互偏移90°的曝光。图像记录在Fujifilm IX100胶片上。
曝光时间为1分钟,所需的图像质量为W 16。接受水平按照ISO 10675-1的最高级别进行评定。
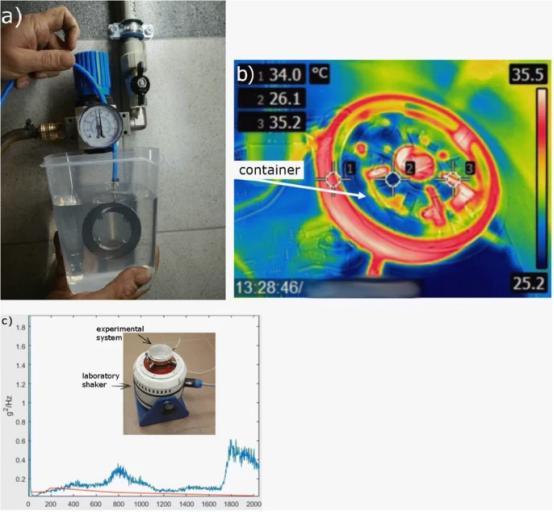
容器原型经过了 泄漏、温度真空和振动测试。泄漏测试采用浸入泡泡测试法 ,容器在0.8兆帕压力下完全浸入测试液体。产生的气泡流显示泄漏情况。温度-真空测试在真空炉中进行。
容器温度被升高到80°C三次,并在10^-3帕真空下降到-50°C三次。振动测试在实验室振动台上进行,最大振动级别为0.61 g2/Hz。

▶二、结果与讨论
焊缝厚度为2毫米,长度为100毫米。焊接接头在目视检测、渗透检测和射线检测中达到了B级质量水平。未观察到气孔、裂纹和其他焊接缺陷。
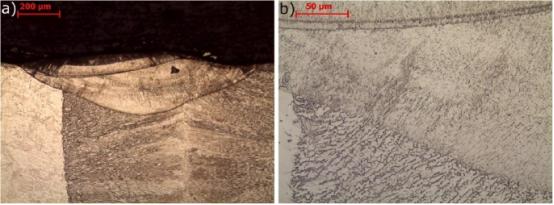
对焊接接头进行了宏观测试, 第二道焊缝的宽度在一半厚度处是第一道焊缝的两倍 ,这是由于相对较低的焊接速度和更大的聚焦区域。观察到的焊缝轮廓符合模型。明显可见熔合线和焊缝轴线。未检测到明显的缺陷。两道焊缝的根部对容器的截面没有明显影响,因此容器的体积没有明显减小。
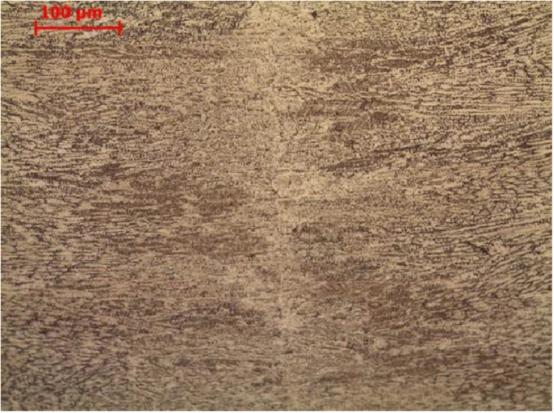
焊缝区域1中基材的显微组织在右侧。观察结果显示存在等轴晶结构的奥氏体晶粒,具有局部可见的滑移带,对于激光束焊接来说,非常小的热影响区是其特征。液态金属的结晶通过向基材的快速热流进行,因此在焊缝末端结晶的焊缝区域位于焊缝轴线上。

在热影响区与基材不同,没有观察到滑移带,并且孪晶晶体的数量要小得多。未观察到明显的晶粒长大。焊缝具有细胞和局部树枝细胞结构,这是铁素体-δ形态变化的原因。
在焊缝中可以看到柱状晶区被分隔开来,其中包含层状铁素体和层状与网状铁素体的混合物,以及焊缝轴线上的等轴晶区。
显微观察揭示了焊缝根部在第二次相反焊接过程中被熔化的区域。在熔合线的区域,可见外延生长,由从之前的层中以与 前一道焊缝相同的取向结晶化的晶体组成 , 第二道焊缝区域中观察到的显微结构与第一道焊缝类似 ,除了重新熔化的区域。
在基体区域中,识别出比细胞边界区域中更高的镍和锰含量。更高的铬、钼和硅含量,即铁素体稳定剂。证明δ-铁素体析出发生在细胞边界处,从而证实了研究结果。
焊缝的硬度为140-160 HV3,而其他区域的硬度为170-200 HV3,并且不超过基材标准中规定的最大值。在静态拉伸测试中,材料在最大施加载荷16.5 kN和17.5 kN处在基材中出现裂纹,导致抗拉强度为687 MPa和729 MPa。这些高值远远超过基材的最低要求。
两个样品的延伸率为20%,且没有发现裂纹。静态弯曲试验中两个样品的弯曲角度为180°,这意味着获得了所需的接头塑性。

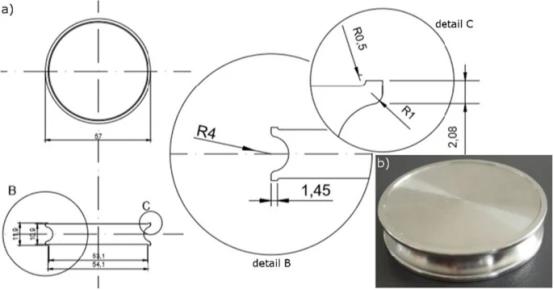
容器是由两个未制作成最终形状的部分焊接而成的。内部部分的形状类似于导轮。外部部分的直径为97毫米,而容器的最大直径为70毫米。在这个部分还钻了一个孔,其任务是在焊接过程中允许气体逸出,并在稍后将容器填充成铁磁流体。
焊接前进行了清洁和脱脂处理。待焊接零件的表面被精确、均匀地放置,通过“压力”与彼此对齐,以便能够将一部分紧密地放入另一部分。
容器的技术图纸显示,将纵向焊缝的焊接技术适应到周向焊缝需要对焊缝末端进行修正。采用了减小功率的已知方法,可以看到一个没有凹陷、气孔和裂纹的圆形对称焊缝。这意味着焊接过程成功。

这种形状使其能够放置在卫星结构中。最后阶段是加工,以实现最终尺寸,即将容器的 外直径从97毫米减小到70毫米 。中心部分被去除,以便为电磁铁创造一个位置,并且去除了焊缝加固,使得容器所有外墙都具有平整光滑的表面。
容器的内壁厚度为1.5毫米,而外壁厚度为2.5毫米。这是因为容器的外壁上有一个直径为3毫米的螺纹孔,可以螺入一颗螺钉来永久关闭容器。增加壁厚是为了增加螺纹长度,以便提高螺纹密封孔的可靠性。
为了检查容器是否有泄漏,进行了一次测试,使用一个连接到测试容器中的水下放置的M3螺纹孔的空气软管,其中装有0.8 MPa的气压。测试了两种指标的出现:气泡上升或在压力表上可见的压力下降。

0.8 MPa的设定压力是通过实验发现的最大可能压力值,可以影响容器壁,在这个压力下,铁磁流体必须抵消钢和流体的热膨胀系数之间的差异产生的力。检测到的唯一气泡与M3螺纹孔的完整性缺失有关。焊接接头是密封的。
容器将安装在卫星内部,它不会直接暴露在太空的真空环境中,阳光也无法直接照射到容器表面,并且低温会因卫星电子系统的运行而增加热量。这种环境,作用于容器上的温度不会在-170到110摄氏度之间波动,而是在-50到80摄氏度之间。
为了测试容器是否能够应对这些极端条件,它被放置在一个真空室中,然后进行了三次1小时的加热至80摄氏度,并在一定时间后进行了三次1小时的冷却至-50摄氏度。在真空度为10^-3 Pa的环境中进行的这个循环测试对容器所需的强度没有产生任何影响。

在电子元件中,当它们受热时,它们的电阻增加,根据 欧姆定律 ,电阻引起加热。特别是对于线圈而言,在没有对最高温度进行控制的情况下,这可能导致设备故障。为了测试铁磁流体容器对此的影响,它在真空中进行了操作测试,并使用热成像相机进行观察。
结构中由设备运行导致的最高温度不超过40摄氏度。线圈的温度最高,而容器相对较凉。这可能是使用塑料聚酰胺将线圈与其他结构隔离的结果。容器具有一定的热传导性,但它不会加热,因为电流电缆是被隔离的。
将卫星发射到太空的火箭在几十秒的时间内会受到一定幅度的振动。为了检查结构的抗过载能力以及连接元素是否会进入共振状态,使用实验室振动台进行了振动测试。测试过程中的最大振动幅度是火箭发射过程中可能出现的最大振幅。容器没有遭受任何损坏。

▶三、结论
针对太空使用的容器开发的焊接技术是合适的。制作的焊缝是对称的、紧密的,没有焊接缺陷或不相容性,不会对性能产生不利影响。
在焊接非常小容积的容器时,应注意气体的排出。如果在最后一道焊缝的末端,气体没有出口,可能会进入液态金属形成气孔。
当焊接AISI 316L不锈钢时,焊缝结构并非完全奥氏体。如果焊接的一个重要结果是获得具有最小磁性的焊缝,则本文描述的焊接工艺和材料足够。
焊缝之间的间距为7毫米,它们的轴向排列可能导致在进行第二道焊缝时部分重新熔化第一道焊缝。对于316L不锈钢容器,这对接头没有负面影响。
▶参考文献
1、班索德AV,帕蒂尔AP《焊接工艺对低镍奥氏体不锈钢微观结构、机械性能和腐蚀行为的影响》,施普林格出版社,2017年 。
2、Ma KB, Zhang Y, Postrekhin Y, Chu WK《用于空间应用的高温超导轴承:用于微型卫星的低功耗反作用轮》,施普林格出版社,2003年。
3、Mahdi MC 《立方卫星的姿态稳定:概念和技术》,剑桥学者出版社,2018年 。