大瓶盖产品如图1 所示,大端外径59.80 mm,高度22.10mm,顶部胶位厚度0.80 mm,材料为PP,缩水率为1.016,
盖口边缘有4 处倒扣。
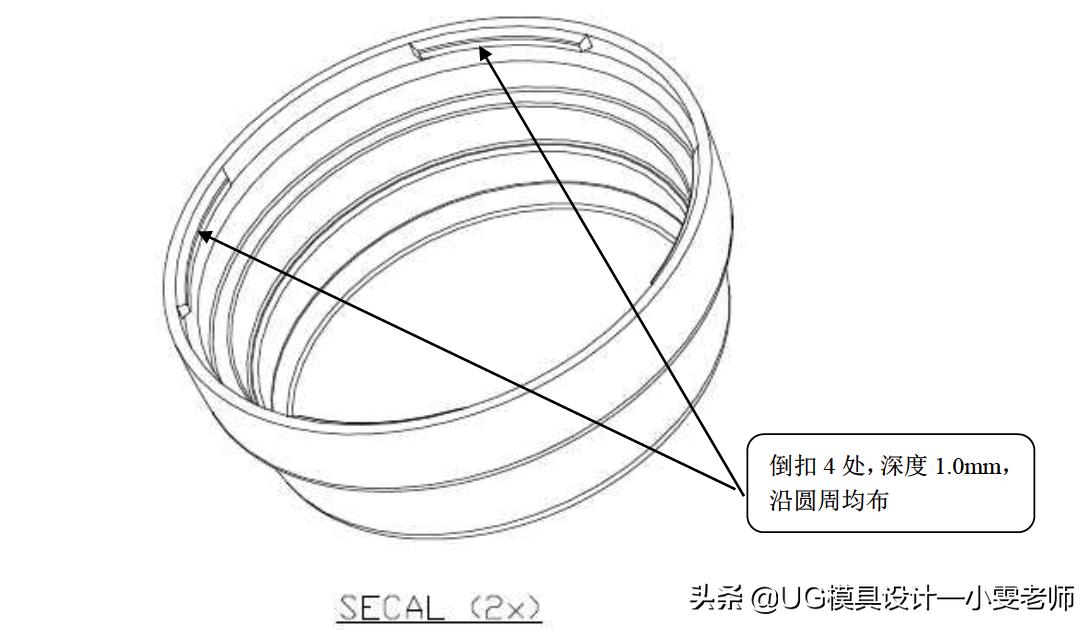
图 1 大瓶盖产品图
塑件属于瓶盖类塑件,内孔无螺纹,瓶口边缘有倒扣4 处,深度1.0mm,沿圆周均布,通常的做法是采用强脱使塑件脱模,推板顶出。
如果倒扣较深,则采用内部斜顶顶出。当塑件外径较大时,也可以采用内行位的办法解决倒扣脱模问题。无论是设计斜顶或者是设计内行位,均会在瓶盖内部侧面到顶面留下多处斜顶或内行位夹线,严重影响塑件的美观。
强脱的优点是可以克服以上夹线,但是由于倒扣深度较大,强脱会使塑件局部变形,导致塑件失圆和尺寸超差。这种强脱会严重影响塑件品质。
针对以上问题,设计了特殊斜顶的模具结构,解决了斜顶顶出会影响塑件美观的问题。瓶盖类塑件产量较大,对于型腔数量和成型周期具有较高要求。
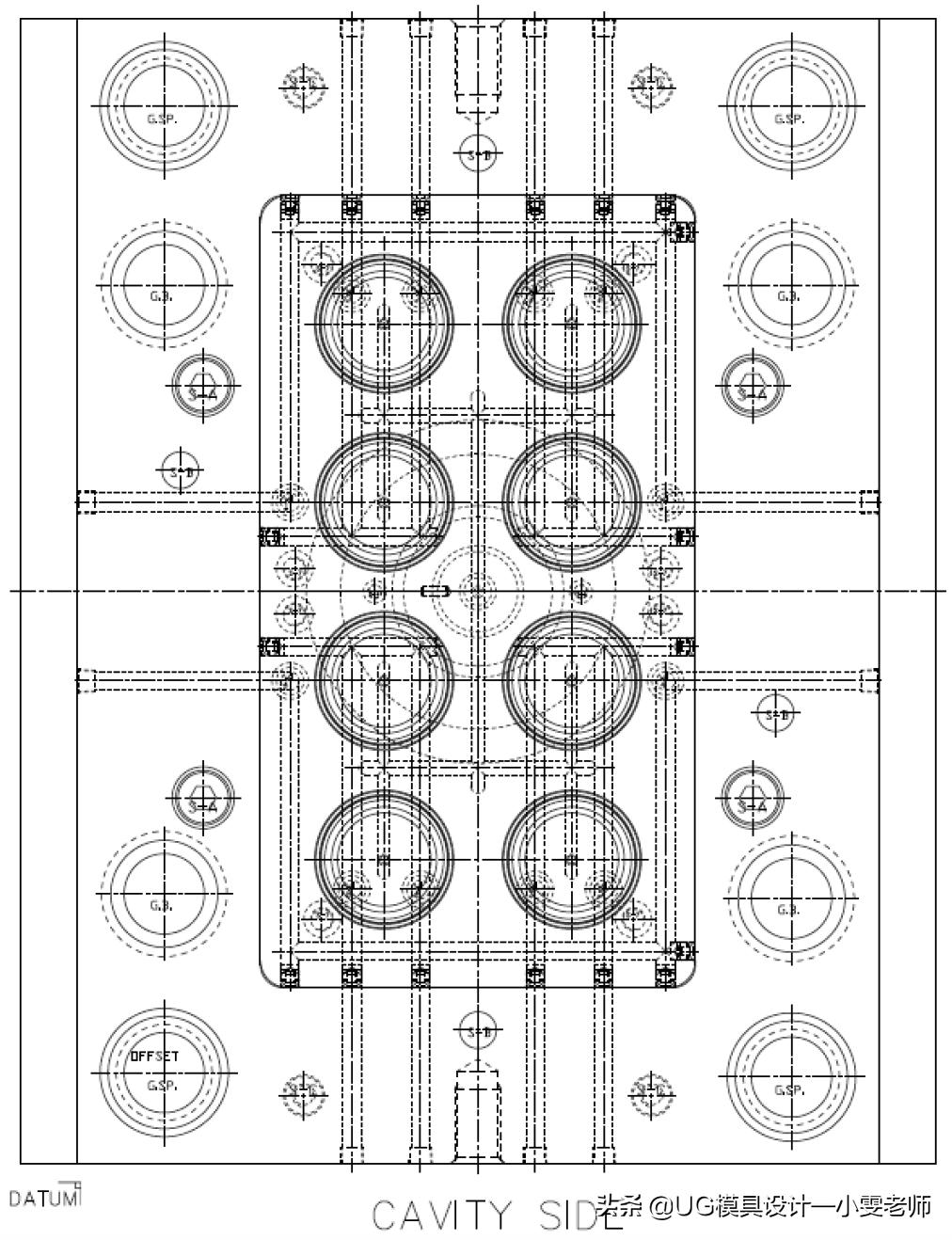
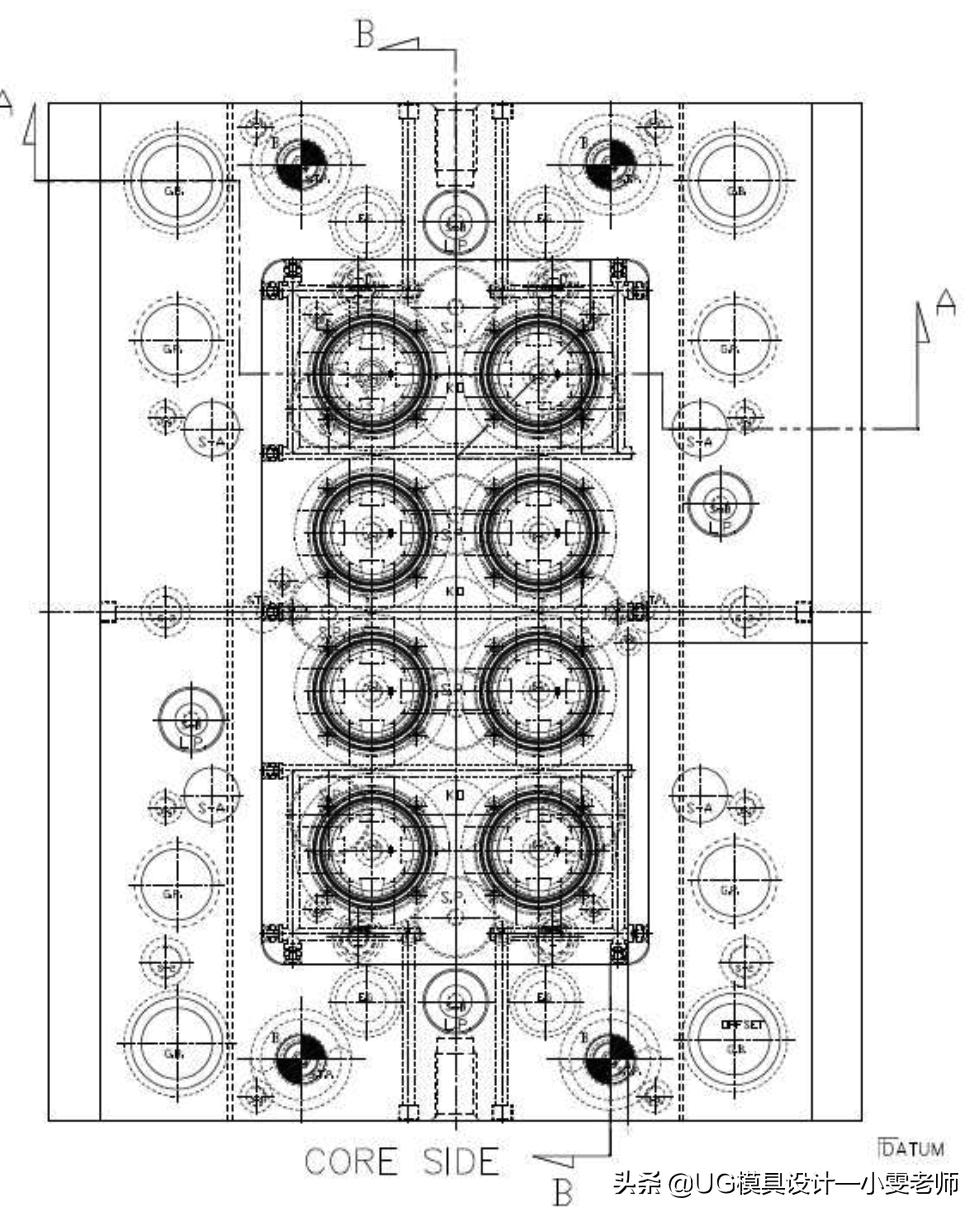
因此,模具的型腔排位为1 出8,排列成两排直线,每排4 穴。模胚为细水口DBI3550,分流道设计为双H 型,流道能够做到平衡。浇口设计采用瓶盖类产品的常规设计方法,即点浇口在瓶盖顶端一点进胶。浇口和分流道设计参数见图2 模具设计图。
本套模具采用巧妙的斜顶设计,有效解决了斜顶夹线影响美观的问题。即降低斜顶(序号8)的高度,将斜顶8 藏于后模芯17(见图5)内,这样只在瓶盖口部产生斜顶的夹线。
关键要点:斜顶、斜顶导轨和后模芯的制作精度是本套模具的关键所在,这3 个零件的斜面是导向关键零件,需要采用慢走丝精密切割,角度公差控制在±0.01゜.
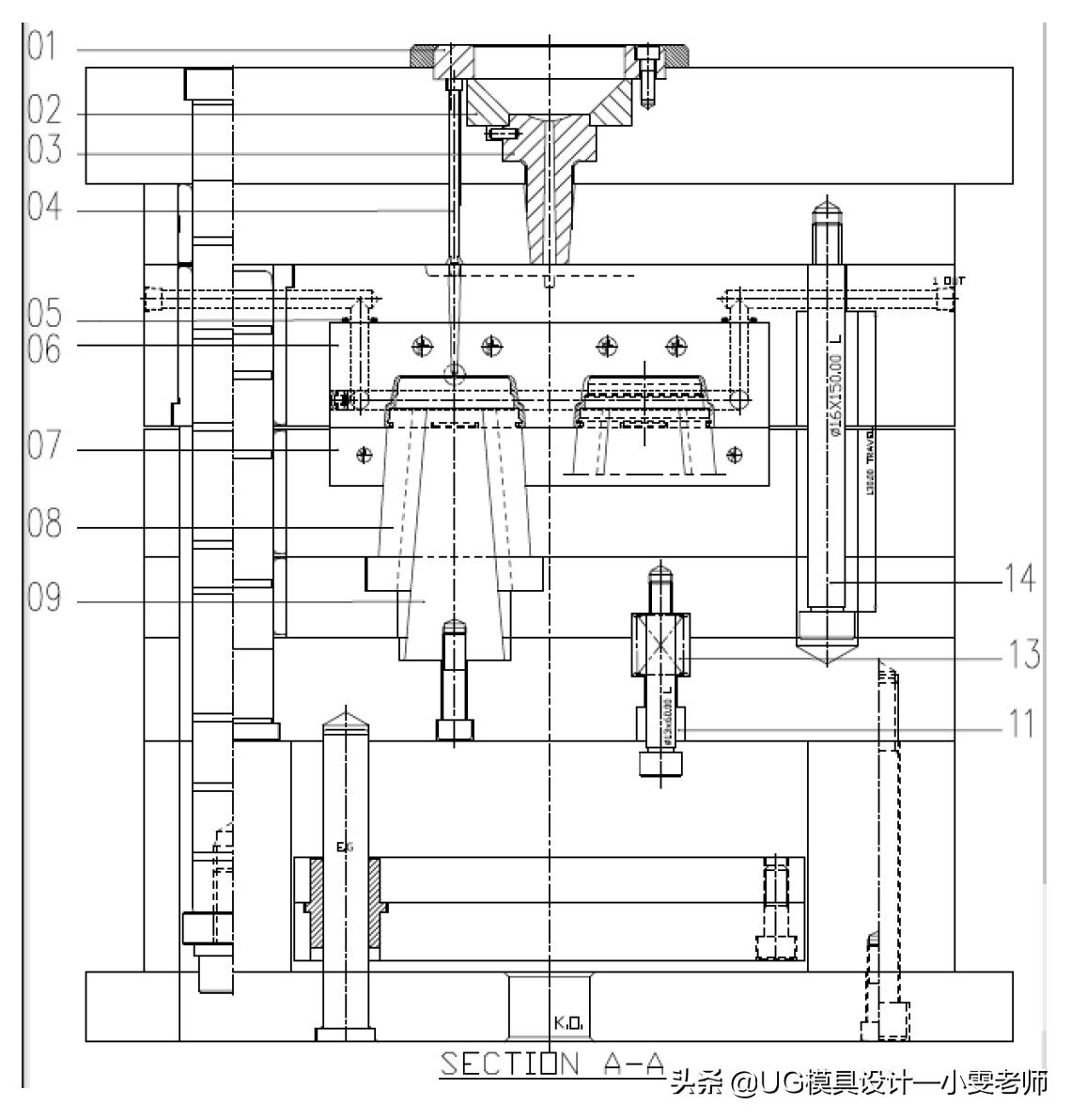
开模后,首先是水口板分开,取出水口料,紧接着分型面打开,注塑机拉动动模后退,塑件随动模后退,在弹簧13 作用下,模具B 板与垫板首先分析分开,模板打开距离20,由塞打螺丝11 限位。
在此过程中,后模芯与斜顶导轨脱离,后模芯驱动斜顶从倒扣位置脱离。开模动作结束后,在注塑机顶出机构作用下,顶针板被顶动,带动推板将塑件从后模芯推出。需要注意顶针板弹簧的安装位置。另外需要注意的是树脂开闭器18 必须安装在垫板上,通过连接柱16 穿过推板与B 板安装。
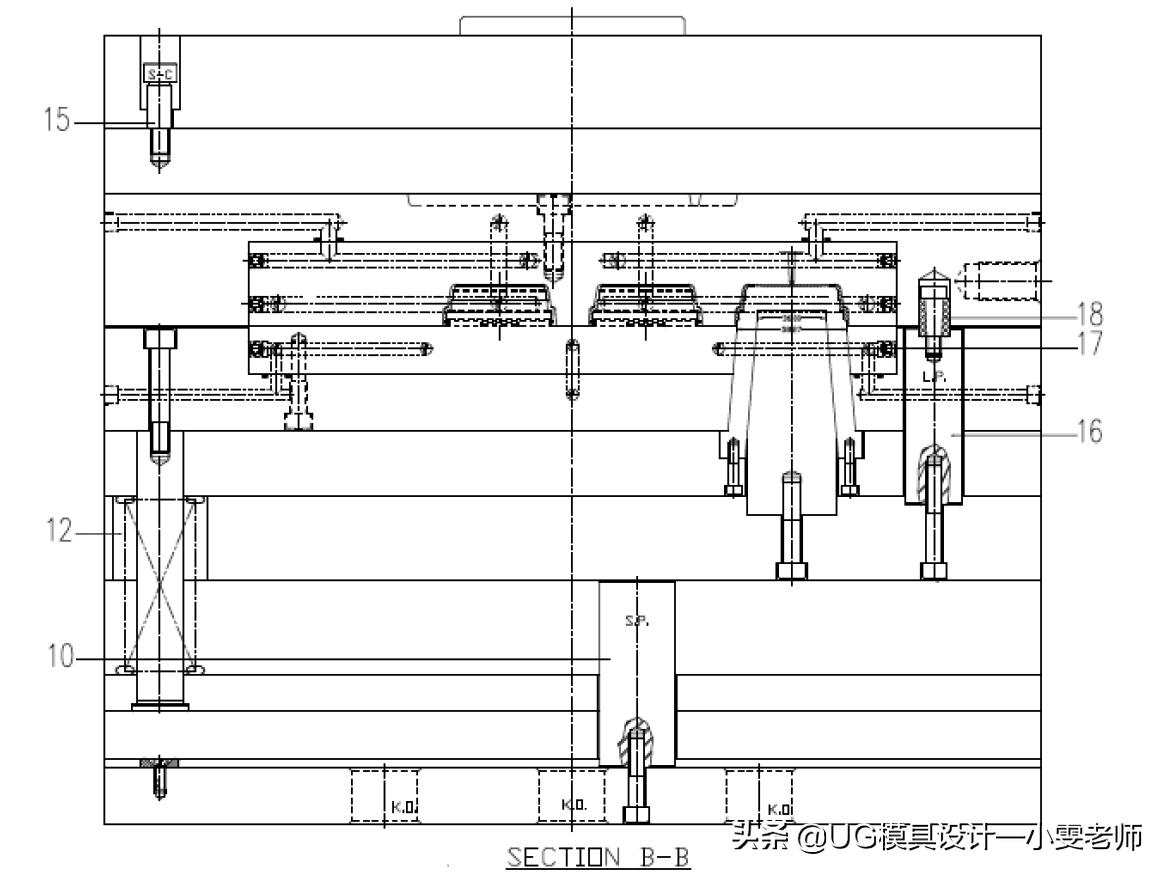
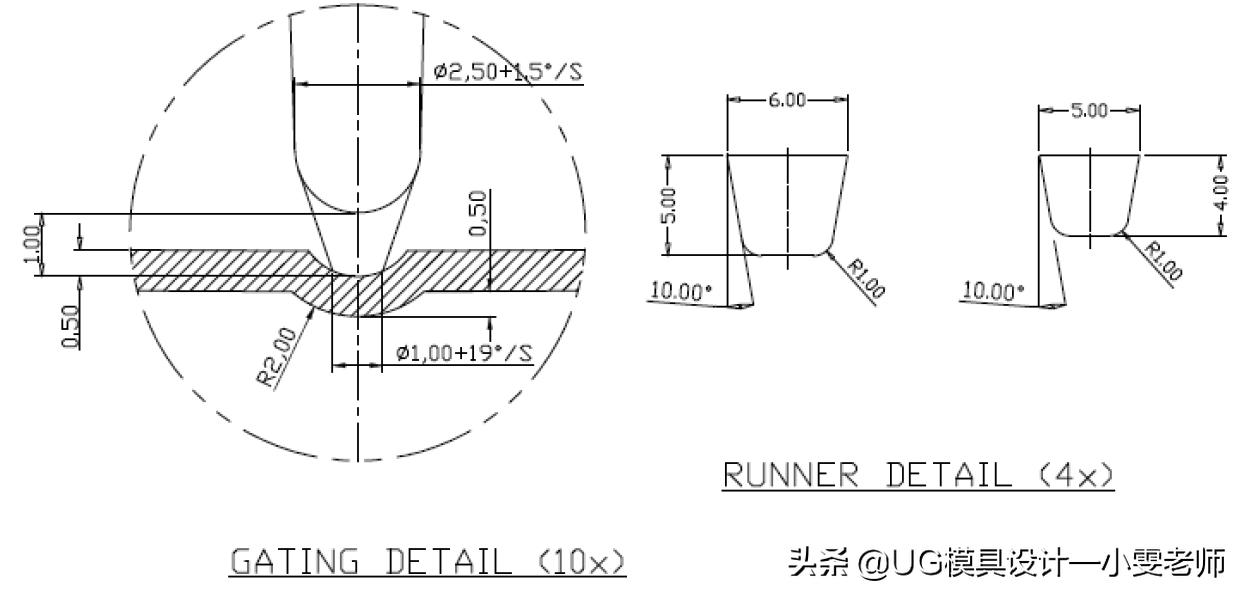
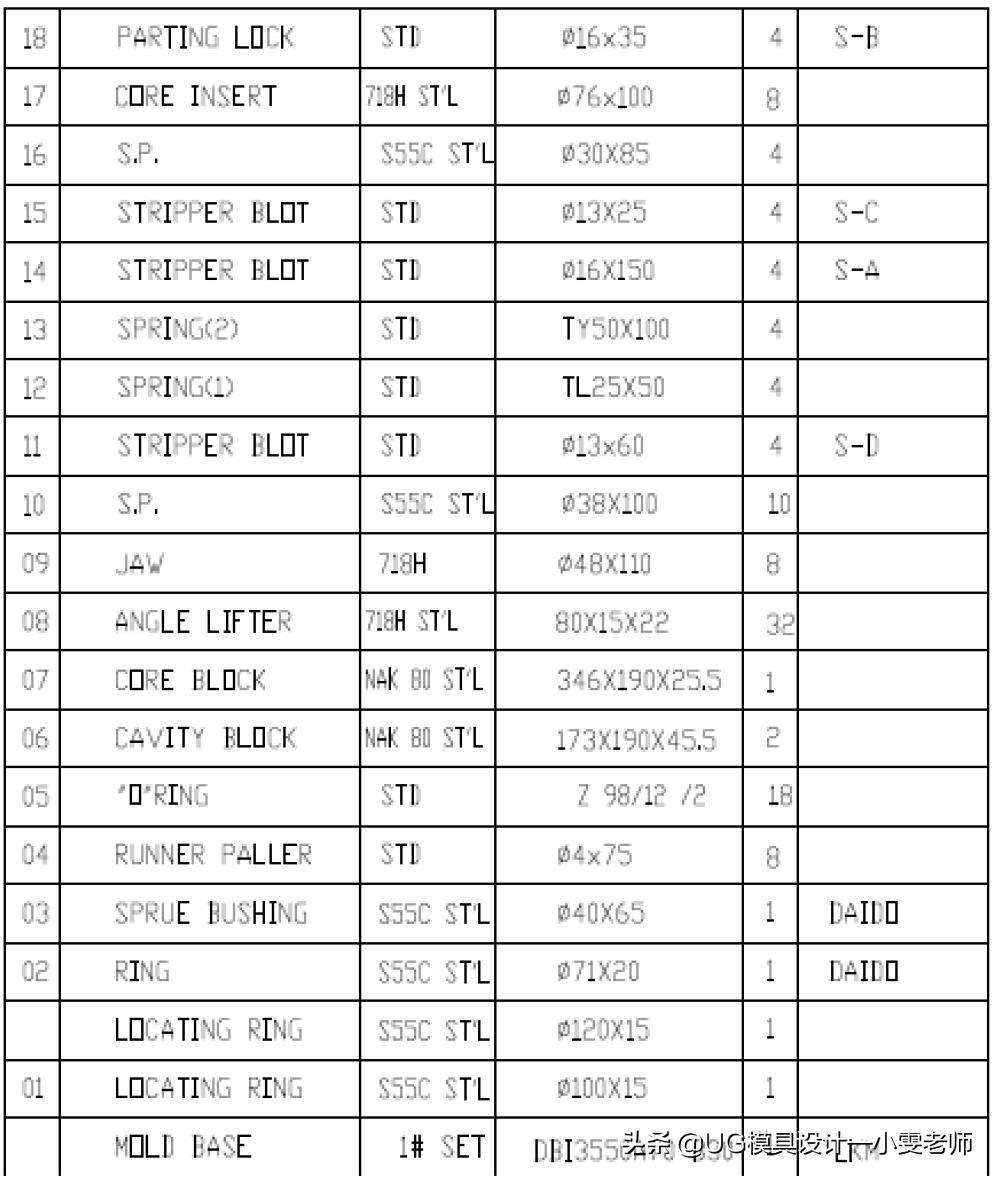
图2 大瓶盖模具图
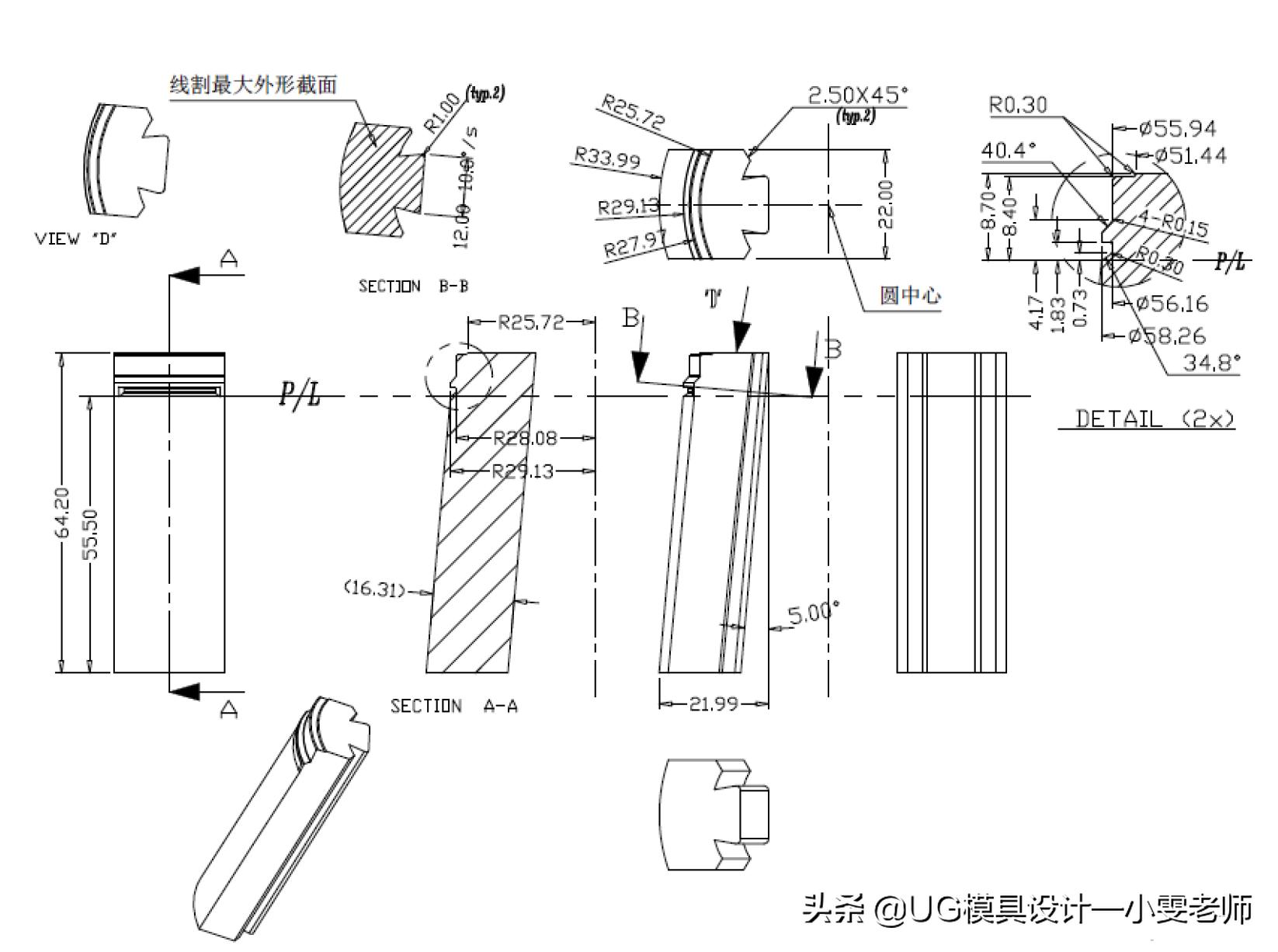
图3 斜顶图(序号8)
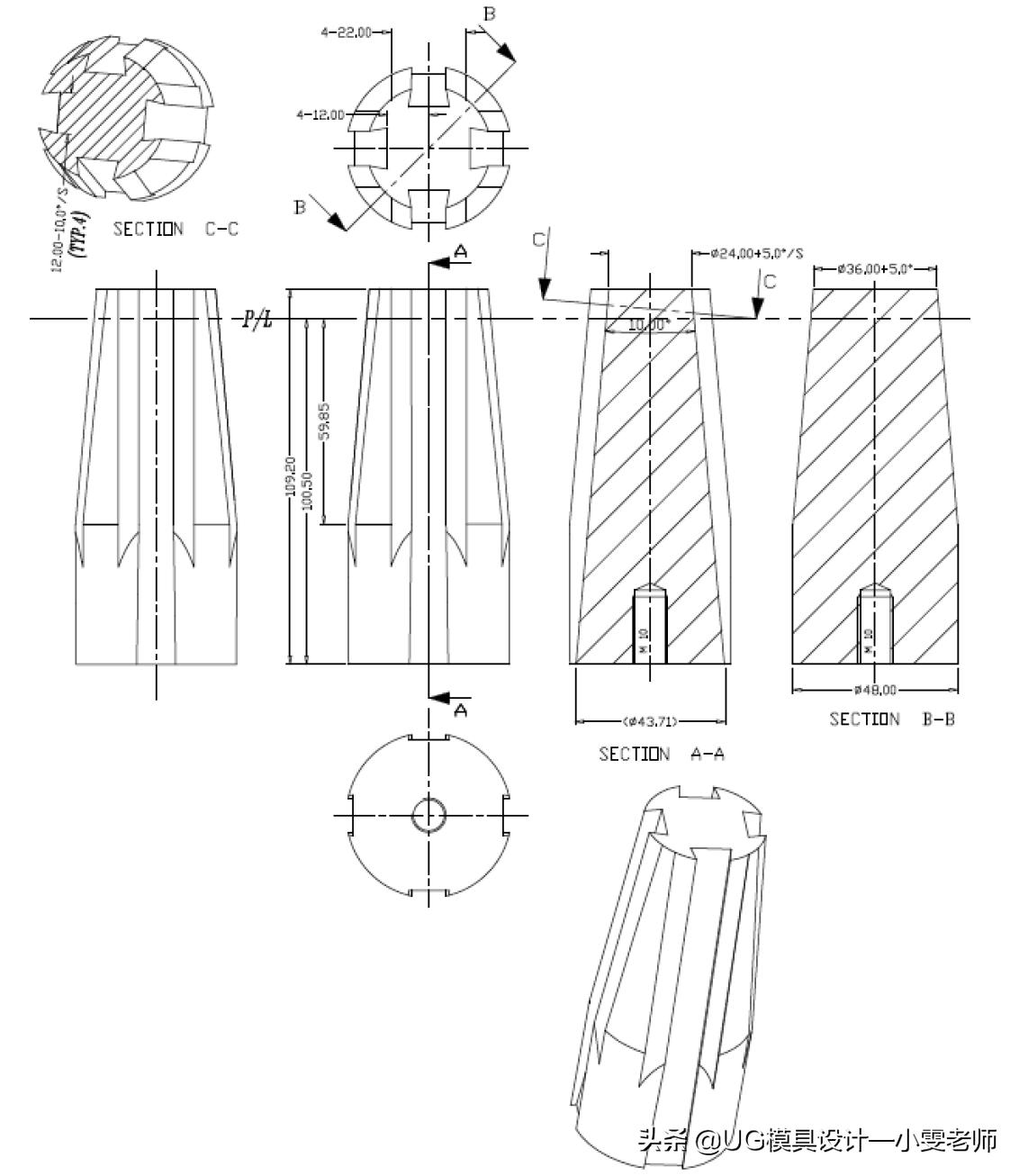
图4 斜顶之导轨(序号9)
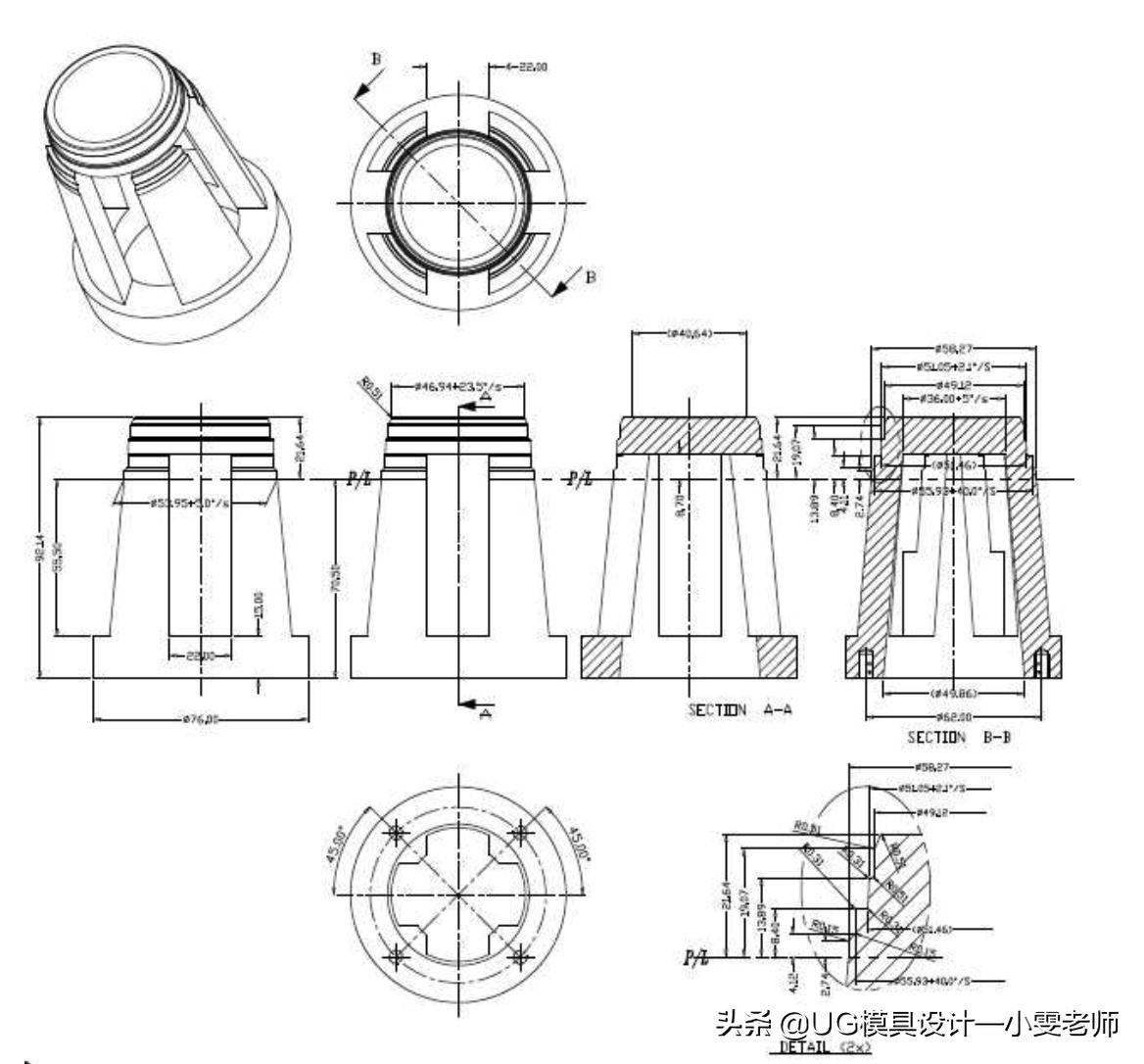
图5 后模芯
现在有很多同学问老师ug模具设计刚开始怎么学,学什么,在此老师整理的一些学习文件和学习视频有需要的可以私信老师领取
点击关注关注老师学习不迷路,进老师主页查看更多干货!
学习中遇到问题或者需要模具学习资料都可以私信老师帮你解决!
喜欢老师作品可以转发或收藏,同时请继续关注后期会推出高质量视频和技术资料!