一,半自动定压成型(拉伸成型)工艺工作方式
首先合上电源总闸,按SB2启动1.2号电机,(2号KA23急停.一号泵启动KA21.3号KA22急停.一号泵启动KA20.4号KA21急停.一号泵启动KA22.5号KA28急停.一号泵启动KA30)按SB4启动3号电机,此时液压系统处于空载状态,将SA4手动自动开关旋拧到自动档#105,双人按“压制” 左右两个控制箱按钮#106触发PLC,使得电磁阀YV1.YV2.YV4.YV6.YV8.YV9通电,滑块通过自重快速下落,当SQ2触发慢速开关的#110使YV8断电,其它仍保持吸合,滑块在液压泵供油给上缸上腔慢速下行并压制,当上腔压力达到电接点压力表BP2设定压力值时表针触发#116信号给PLC编程控制器,使YV1.YV2.YV4.YV6.YV9断电,同时KT6进入保压计时,1”计时结束保压完毕,KT6触发PLC的YV10通电将上腔压力卸掉一部分方便YV5打开充液阀小阀芯卸荷,开启YV1.YV3.YV5泄压,延时2-3秒使主阀完全打开,上腔压力降到电接点压力表下限触发#117给PLC使YV1.YV2.YV4.YV5.YV7.YV10通电液压泵供油给上缸下腔,使滑块快速回程,上升触发到上限开关SQ5的#109停止上行,此时如果选择顶出#107,KT5延时后YV11.YV13通电,供油经C16进入顶出缸上腔,顶出后退回,至此一个工作周期循环完毕。半自动压制循环过程必须是顶出缸先顶出到位方可实现自动工作(拉伸工艺)顶出缸应选择拉伸工艺。

二.定程工艺
将电接点压力表调高些,将SQ3下限开关#111固定到相应位置,其动作同上
三.手动操作
将SA4开关旋转到手动104档,按下某一个功能按钮触发一次即可完成相应一段行程动作,与中间调整档不同,调整档为点动,所有触发端均有显示,电接点压力表.行程开关等,但不执行下一个动作。
四.拉伸操作
可通过顶出活塞 完成薄板拉伸成型工艺,
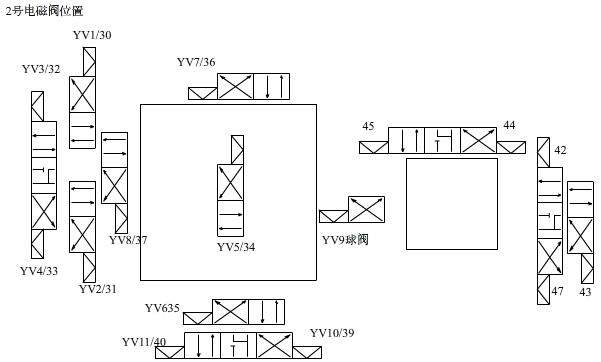
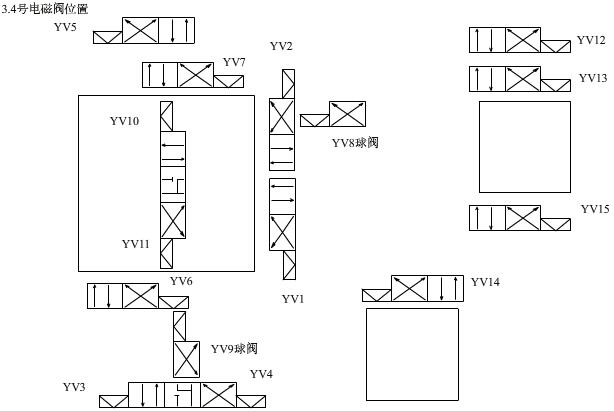
五.液压系统原理图: