【研究背景】
SiC颗粒增强铝基复合材料具有耐磨性高,比刚度和比强度高,热膨胀系数低,耐蚀性优良等一系列特点,广泛应用于交通运输、航空航天、及电子封装等领域。目前主要的制备方法有粉末冶金法、搅拌铸造法、喷射沉积法、真空压力浸渗法等。其中,搅拌铸造法具有生产成本低、工艺流程短、近终成形等优点,因而被认为是最适合于生产大型复杂复合材料零部件的方法。然而由于SiC颗粒与铝液的密度差使得SiC颗粒容易发生沉降。SiC颗粒加入后使得熔体的粘度增大,流动性降低,难以充型,铸件易存在气孔疏松等缺陷。在凝固过程中基体晶粒长大易将SiC颗粒推挤到晶界处,造成组织不均匀。如何实现铝基复合材料大型复杂构件的铸造成型并获得良好的力学性能一直是搅拌铸造法面临的难题。为了解决这些问题,本团队在长期的搅拌铸造法研究基础上,通过将电磁搅拌与吸铸技术巧妙结合,提出了电磁搅拌吸铸制备铝基复合材料大型复杂构件的新方法。该方法将电磁搅拌的无污染性、可控性、强剪切与吸铸的快速充型、均匀冷却结合,制备出组织均匀、成形饱满、力学性能优异的40kg轨道交通用轴装铝陶制动盘,实现了铝基复合材料大型复杂构件的直接铸造成型。
【研究亮点】
提出电磁搅拌吸铸技术以解决以上难题。与普通重力铸造相比,本技术可实现电磁搅拌与吸铸同时进行,避免了铸造过程中增强体颗粒的沉降,采用吸铸的方式可解决熔体流动性差的问题,大幅提高充型速度和冷却均匀性,避免了在凝固过程中基体对增强体颗粒的推挤,从而实现饱满充型和增强体颗粒的均匀分布。以20wt%SiCp/A357复合材料铸锭为原料,采用该技术成功制备出质量为40kg的轨道交通用铝基复合材料轴装制动盘并获得应用。与普通重力铸造相比,电磁搅拌吸铸技术可明显提高制动盘的宏观和微观组织均匀性、致密度和力学性能,从而获得高质量的铝基复合材料大型复杂构件。
作者简介

[徐骏]
徐骏,教授级高工,博士生导师,享受国务院政府特殊津贴专家,湖南省引进百名科技创新人才计划专家。曾任北京有色金属研究总院副总工程师、首席专家,国家有色金属复合材料工程技术研究中心常务副主任,北京康普锡威科技有限公司总经理等职。2016年被聘为湖南文昌新材科技股份有限公司首席专家至今。
主持参与国家863、973及省部级课题36项,获国家科技进步二等奖1项,省部级一等奖4项,二等奖8项;授权发明专利90件,国际专利1件;发表论文257篇。
研究方向:
有色金属先进凝固及半固态成形技术
课题组或部门研究成果简介:
自1996年承担国家863课题至今,课题组持续在半固态制浆、成形及应用方面开展了广泛深入的研究;到目前为止,已经转让技术3家企业,在湖南娄底建成国内第一家铝合金半固态汽车及轨道交通高端零部件高新技术企业。主要产品为汽车空调压缩机关键部件、大巴连接件、大直径高强铝合金铸锭、轨道交通用铝陶复合材料制动盘等,产品替代进口、填补国内空白。
【研究方法】
电磁搅拌吸铸设备结构主要包括:电磁搅拌系统、坩埚、抽气泵、吸液管、模具室、气压控制阀等。该技术的主要原理是:模具室设在炉膛的上方,通过吸液管相连,完成加料后,将模具室与坩埚进行抽真空处理,对熔体进行电磁搅拌,此时吸液管插入熔体当中,形成环缝式电磁搅拌,避免了电磁场的集肤效应,提高了电磁搅拌的剪切强度,搅拌一定时间后,通过放气阀向坩埚所在腔室内充气至设定压力,同时保持模具室的真空状态,形成气压差,熔体在压力差作用下快速吸入模具室中,充型结束后保压一定时间完成铸造。
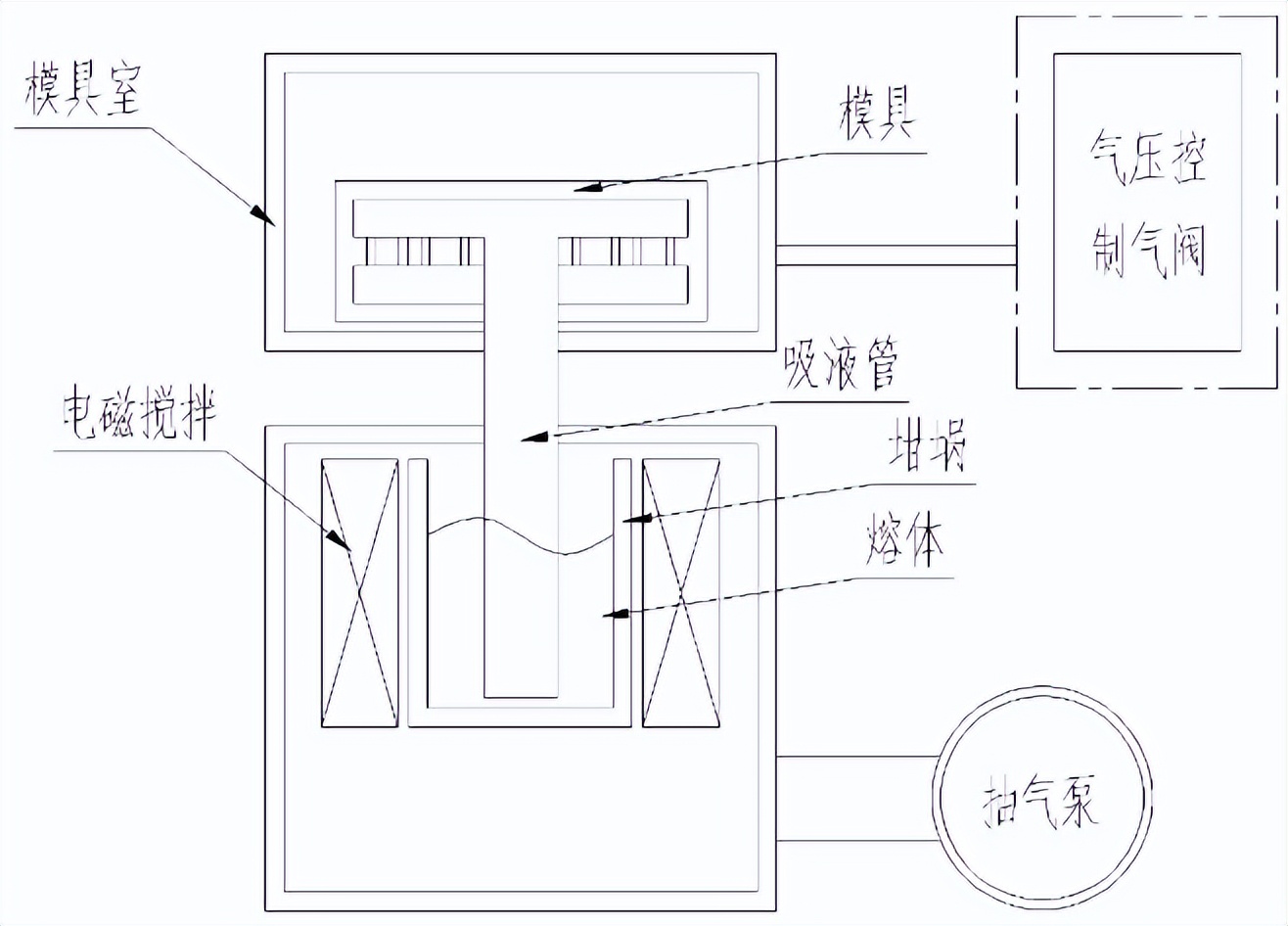
图1 电磁搅拌吸铸技术的原理示意图
SiC颗粒增强Al基复合材料由于SiC与Al基体之间存在密度差,在停止搅拌后会发生增强体颗粒的沉降,造成铸件组织在宏观上的不均匀,本技术可在搅拌熔体的同时进行吸铸,保证了熔体温度场和SiC的均匀性。在电磁搅拌过程中,由于吸液管的插入,在吸液管和坩埚内壁间形成环缝式电磁搅拌,大大提高了熔体的剪切强度,促进了SiC颗粒在熔体中的均匀分散。在吸铸过程中可通过控制充气的速度实现熔体的快速充型,本试验所制备的轴装制动盘见图2,直径为530mm,厚度为120mm,上下盘面之间由立柱连接,形状复杂,其质量约40kg,普通重力铸造的浇注时间较长,轴装制动盘的下盘面先凝固,组织细小,上盘面后凝固,组织粗大,造成在制动盘使用过程中发生上下盘面的不均匀磨损,影响使用效果。而采用吸铸技术通过气体压力差控制浇注速度,可在短时间内完成充型过程,提高了上下盘面组织的一致性。且由于模具室在坩埚的上方,熔体由底部进入模腔,其充型更为平稳,减少了卷气。

图2轴装制动盘示意图
【研究内容】
未施加搅拌的熔体炉壁区域温度与炉体中心区域温度存在明显差异,温差达到40℃,通过施加电磁搅拌有效改善了炉体内部的温度场,各区域温差稳定在10℃以内。这是由于在复合材料熔炼过程中,随着SiC颗粒的加入导致复合材料熔体粘度显著增加,导致熔炼过程中坩埚内熔体的对流传热被削弱,造成熔体温度场的不均匀性加剧,施加电磁搅拌后熔体产生旋转运动,加强了对流传热,温度场分布更加均匀。
从施加电磁搅拌的坩埚内熔体的上部中部和下部分别取样测量SiC质量分数,和金相组织,并与未搅拌的熔体进行对比,结果见图4,施加电磁搅拌的熔体碳化硅质量分数更加均匀,未搅拌的熔体中碳化硅颗粒发生沉降,底部的碳化硅颗粒含量明显高于上部。
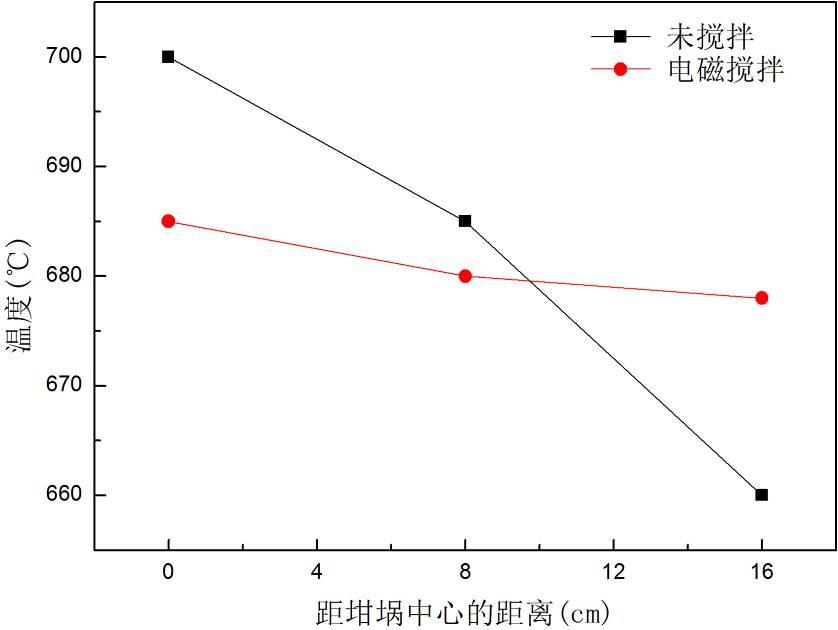
图3未搅拌与电磁搅拌熔体温度分布
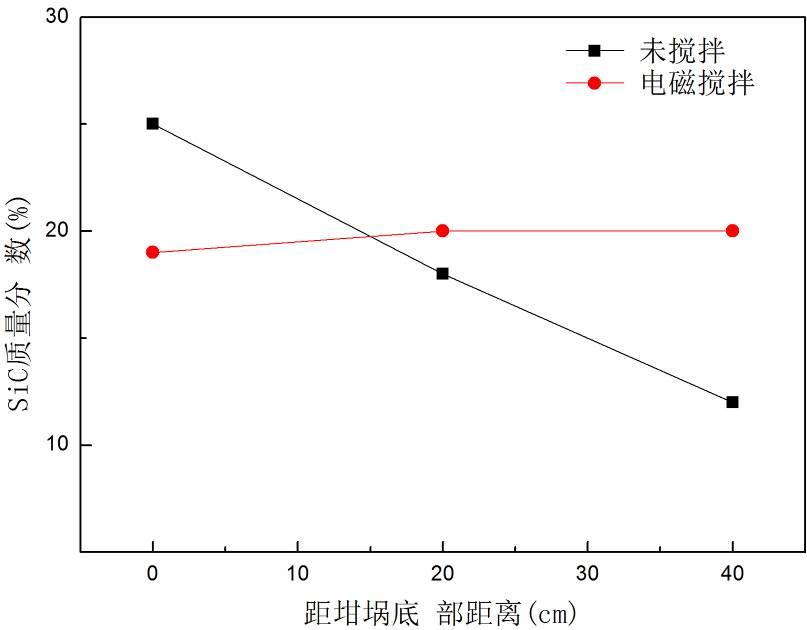
图4未搅拌与电磁搅拌熔体中SiC的分布
采用颗粒平均直径12 μm的α-SiC作为增强体,加入质量分数为20%。基体合金为A357铝合金采用电磁搅拌吸铸和重力铸造分别制备轴装铝陶制动盘,对外观质量和内在组织进行对比分析,从重力铸造和电磁搅拌吸铸的上下盘面的内圈、中圈、外圈分别取样,对比碳化硅分布的均匀性,取样位置见图5。
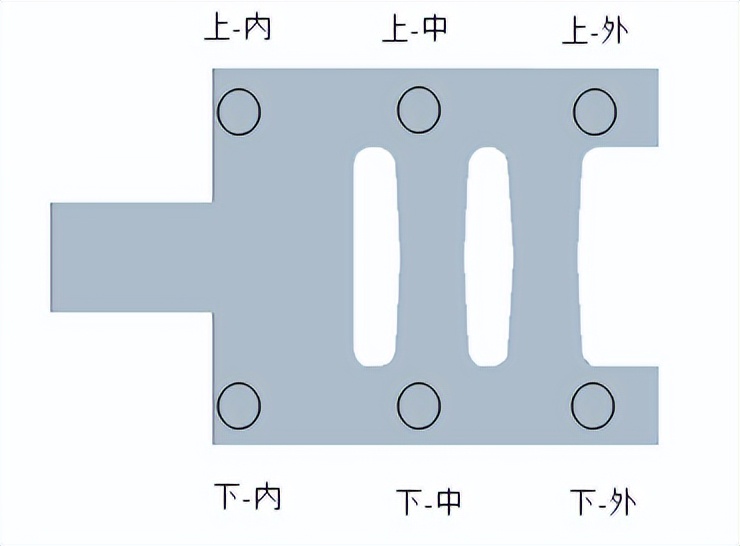
图5 取样位置示意图
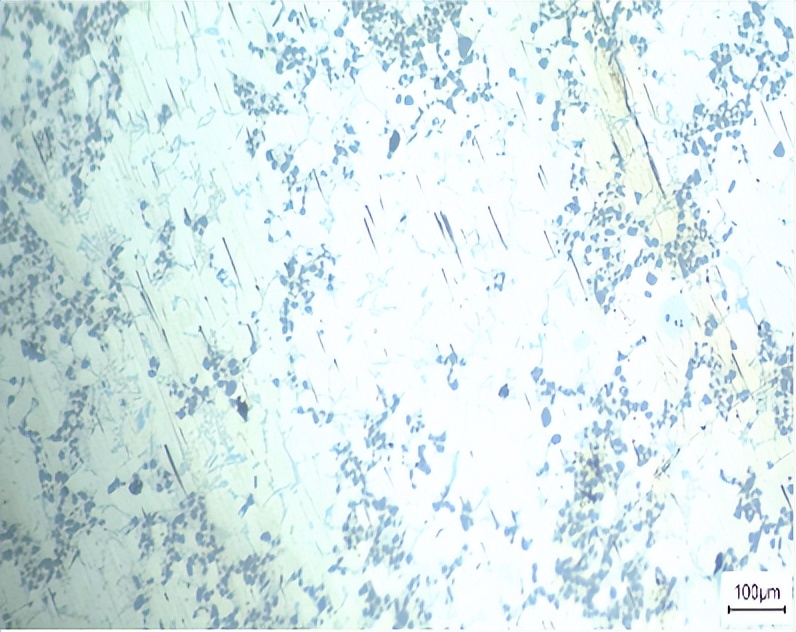
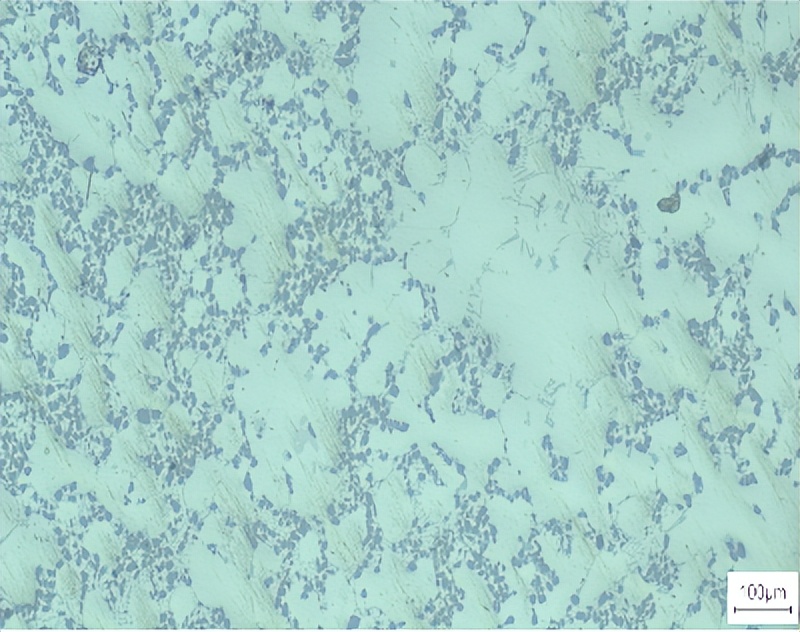
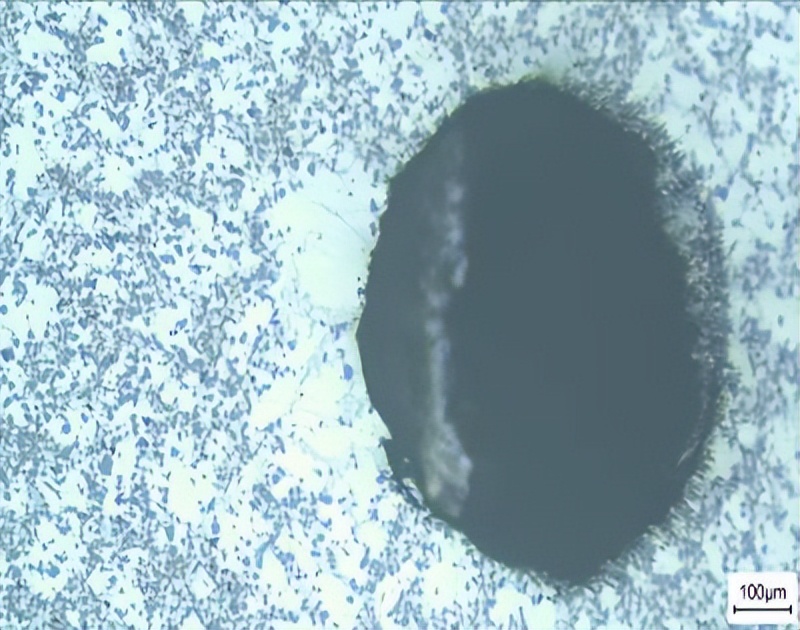
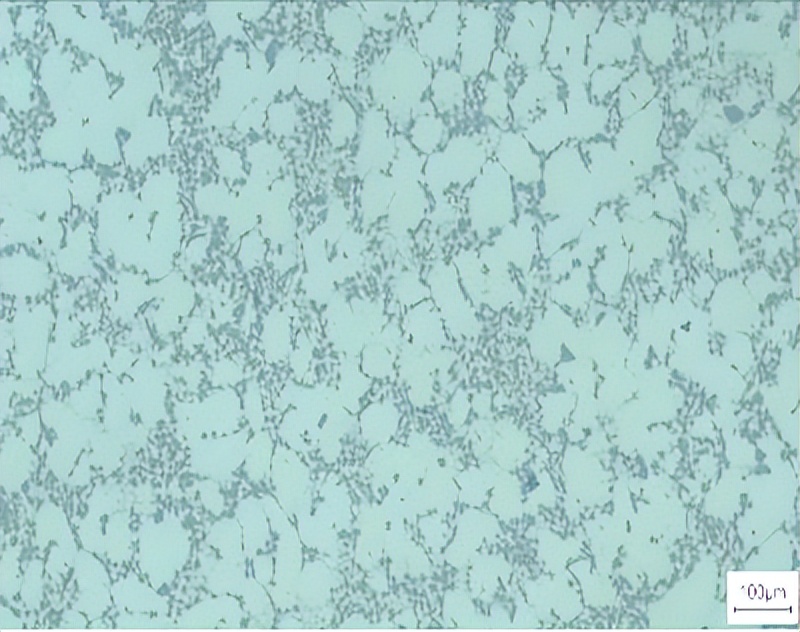
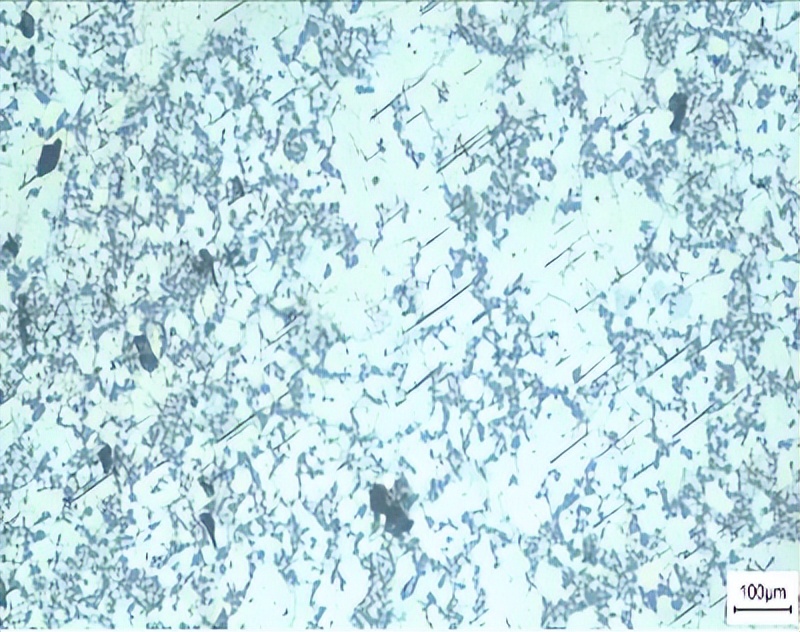
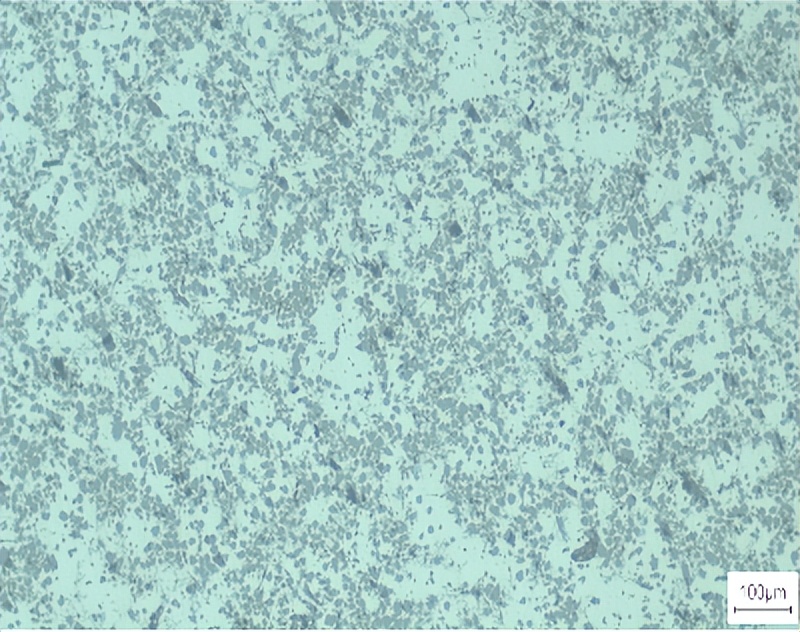
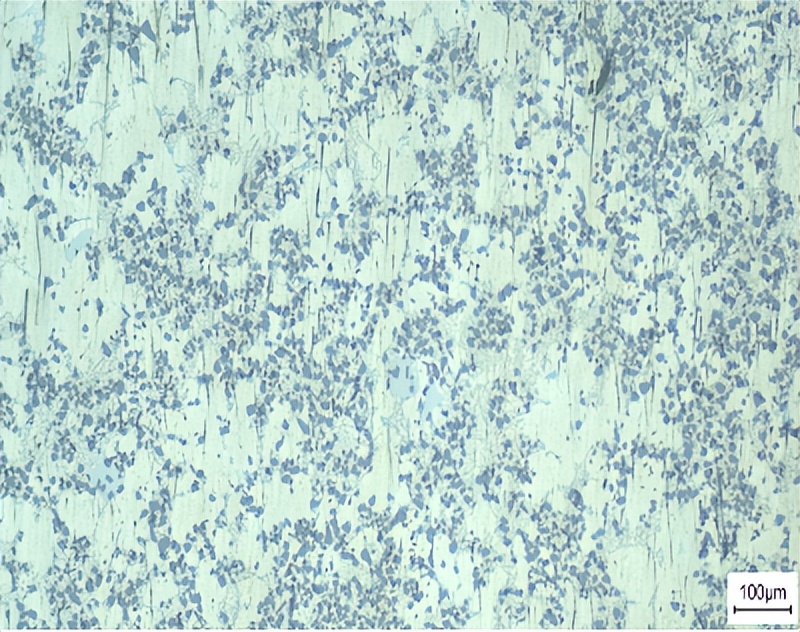
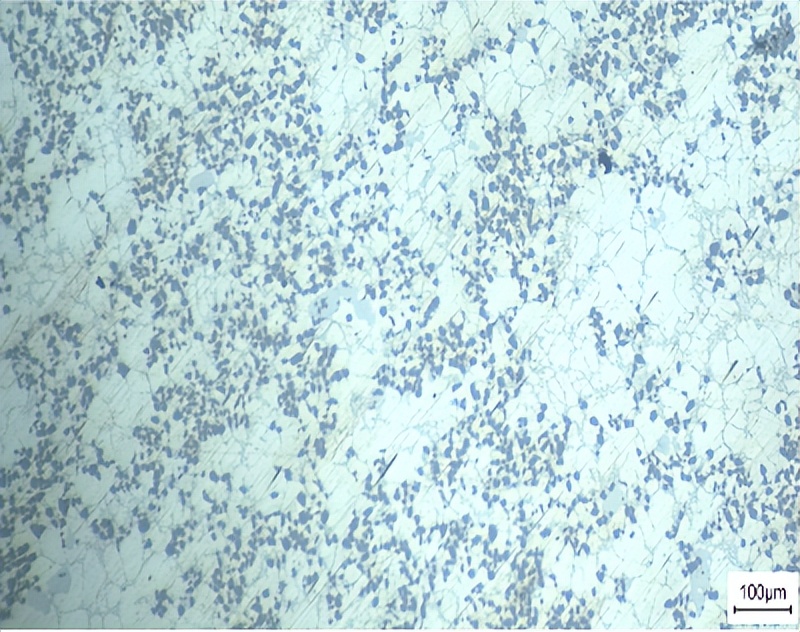
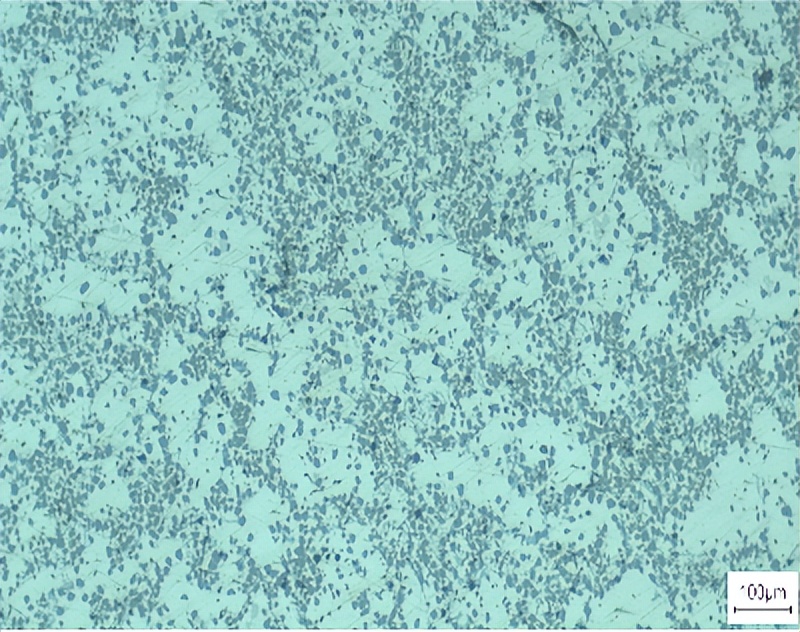
从金相图片可见重力铸造的下盘面金相组织较好,外圈质量好于内圈,上盘面金相组织粗大,SiC颗粒分布不均匀,见图6和图7。电磁搅拌吸铸法金相组织整体更加均匀,内圈和外圈组织差异较小,上下盘面金相组织无明显差别,这是由于重力铸造的上盘面后凝固,凝固速度较慢,且补缩不足,导致上盘面金相组织粗大,且存在气孔等缺陷。采用电磁搅拌吸铸时吸铸速度更快,上下盘面冷速一致,且吸铸的补缩压力大、组织更为均匀致密。
(a)上-内
(d)下-内
(b)上-中
(e)下-中
(c)上-外
(f)下-外
图6 重力浇注上下盘面金相组织
(a)上-内
(d)下-内
(b)上-中
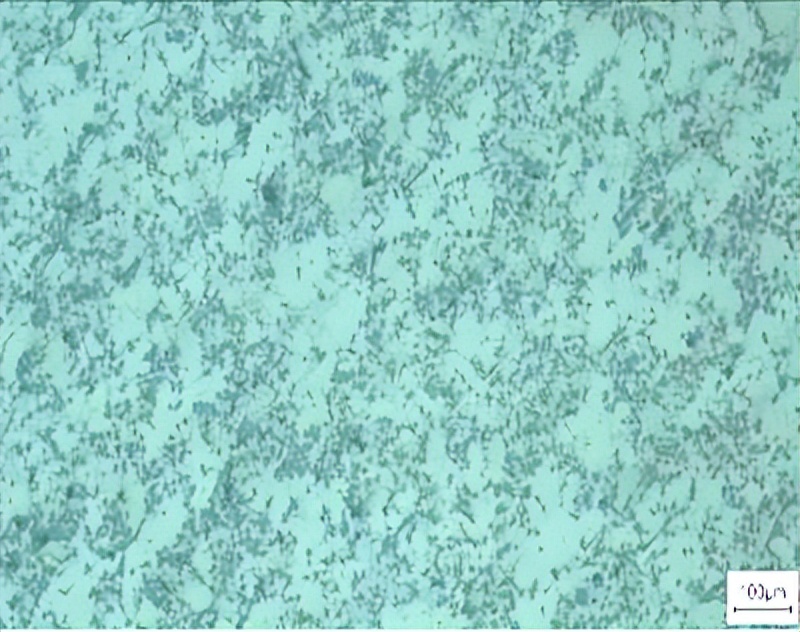
(e)下-中
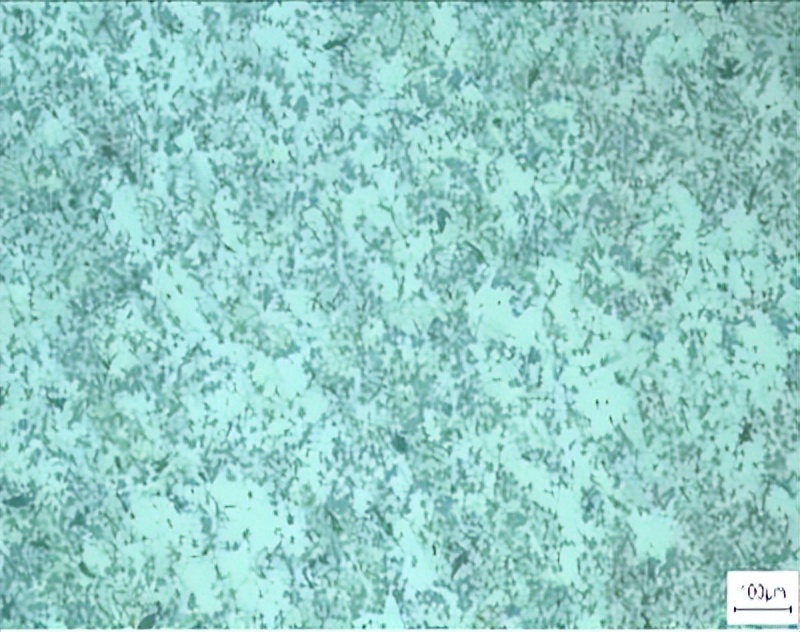
(c)上-外
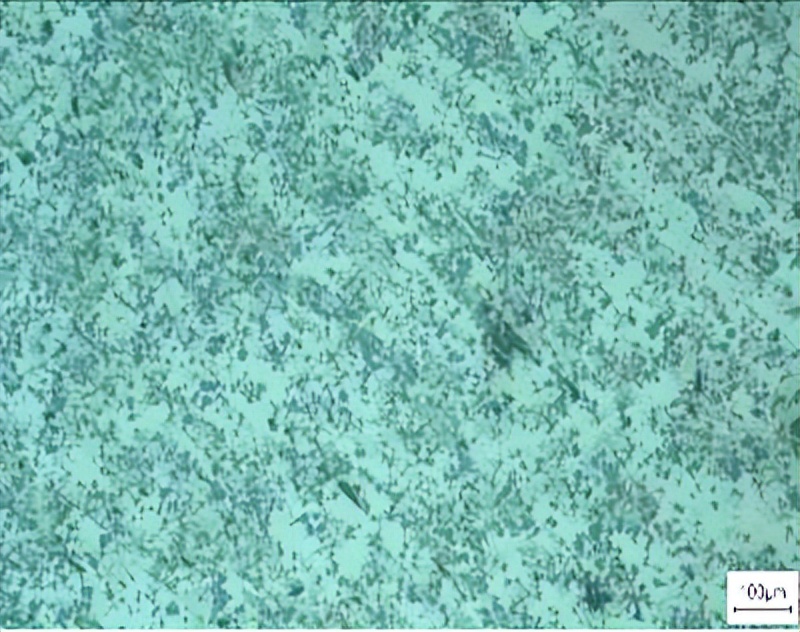
(f)下-外
图7 电磁搅拌吸铸上下盘面金相组织
重力铸造法制备的制动盘,存在熔体充型不饱满,补缩能力差导致盘面和凸台处存在大量缩孔,铸件外观质量差。电磁搅拌吸铸法制备的制动盘铸件充型饱满,外观质量优良,这是由于在较大压强的作用下熔体快速充型,充型结束后保持压力促进熔体补缩。

(a)重力铸造

(b)电磁搅拌吸铸
图8 重力铸造与电磁搅拌吸铸产品外观
测量复合材料的致密度和力学性能,见表1,可见电磁搅拌的致密度和力学性能明显高于普通重力铸造,这是由于吸铸时的熔体充型和补缩压力大于重力铸造,使得铸件的气孔更少,组织更为致密。同时搅拌吸铸的冷却速度较重力铸造更快,SiC颗粒分布更为均匀,提高了制动盘的抗拉强度和伸长率。

【文献引用】
张桢林﹐徐骏,向俊,等.电磁搅拌吸铸技术及其在铝陶制动盘铸造中的应用[J].特种铸造及有色合金,2022,42(2):171-174.
ZHANG Z L,XU J,XIANG J,et al. Application of electromagnetic stirring suction casting in aluminum matrix composite brake disc[J].Special Casting &.Nonferrous Alloys,2022,42(2):171-174.