
文/香冷
编辑/香冷
«——【· 前言 ·】——»
近年来,将高质量的低密度聚乙烯(LDPE)沉积在金属表面上,以实现金属的机械强度与LDPE的化学耐性、柔韧性和低密度相结合,受到许多工业应用的广泛关注。
然而,现有的沉积方法存在一些限制,如沉积速率低或无法确保薄膜的良好附着性。
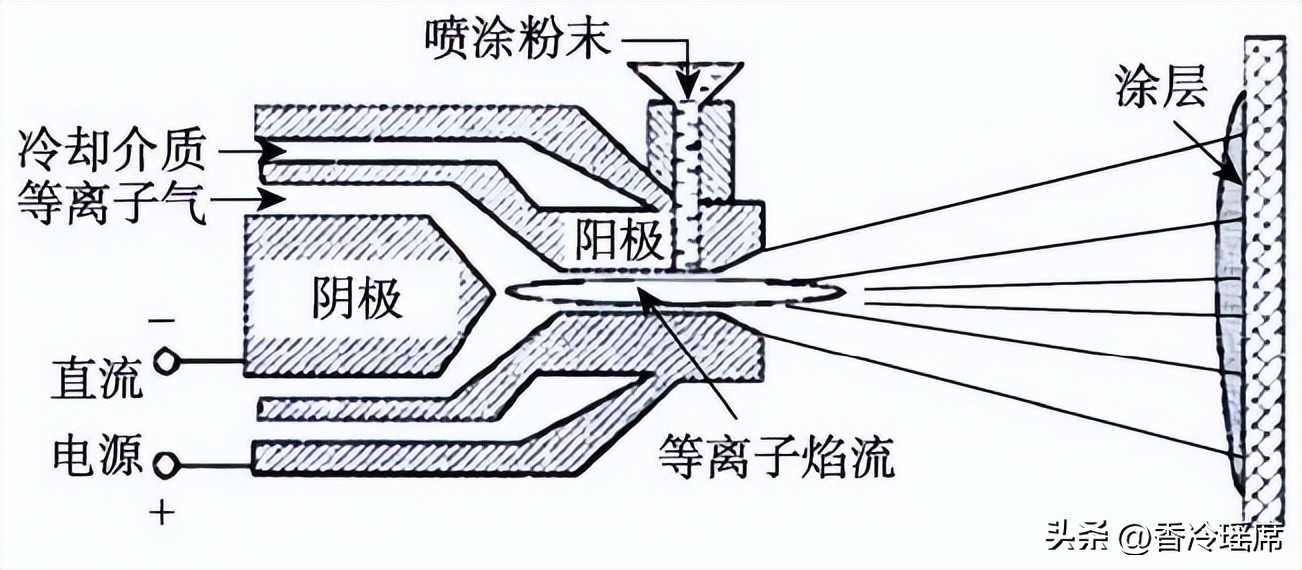
传统的热喷涂方法通常使用高功率的等离子割炬,这导致精确计量和薄膜质量控制困难。而且,等离子割炬所产生的高温也不适合表面活化。
为了克服这些问题,需要一种结合传统热等离子体喷涂和低温大气压等离子射流(APPJ)优点的方法。新的冷等离子体喷涂技术通过使用脉冲大气电弧等离子体射流(PAA-PJ)在铝基板上熔融并分布LDPE粉末。
相比已有的等离子喷涂方法,PAA-PJ方法允许更精确地设计涂层工艺,并控制粉末的热通量,这是成功的关键条件。
这种方法通过将具有明确定义尺寸分布的粉末注入PAA-PJ的相应区域来实现,以实现有效的熔融,同时避免LDPE过热和热解。

该方法的另一个挑战是精确控制已经沉积层的温度。等离子体羽流应靠近沉积表面,以实现有效的表面活化,以确保下一层的良好附着性,但又应避免热解,因为它会导致较差的薄膜质量。因此,需要逐渐降低功率耦合,以调整等离子体设置,例如增加等离子体羽流的距离或线性运动速度。
初期,铝表面被活化以实现良好的附着性,然后通过改变等离子体设置逐渐降低耦合功率,以确保薄膜的质量。

还将研究等离子射流距离、转速和线性运动速度等设置,以满足热要求并最大限度地减少过喷。此外,粉末的传输速率和所需的气体量也是决定工艺参数的重要因素。
该新的冷等离子体喷涂技术将有助于实现高沉积速率,并保持出色的薄膜附着性,为实现金属与LDPE复合材料在广泛工业应用中的成功应用提供了一种有前景的解决方案。
«——【·涂装系统 ·】——»
涂覆涂层系统的主要任务是熔化LDPE粉末并将熔融液滴分布在基材表面上。应用的涂层方法可归类为冷等离子喷涂。脉冲高压(HV)电弧在等离子体和粉末加热中的应用可实现精确的热管理和高薄膜质量。
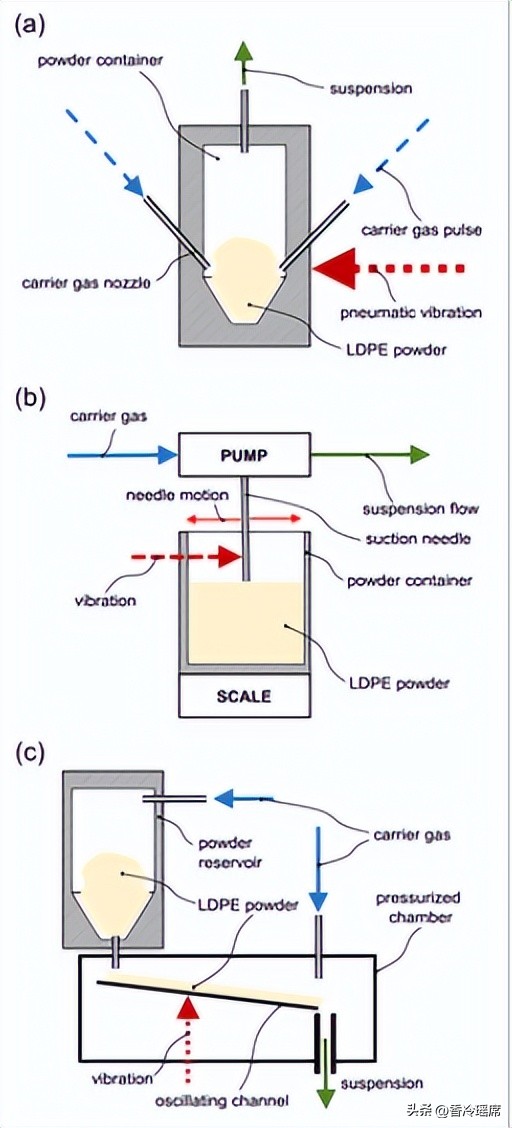
在框架内开发的涂层系统的主要组件如图1所示:
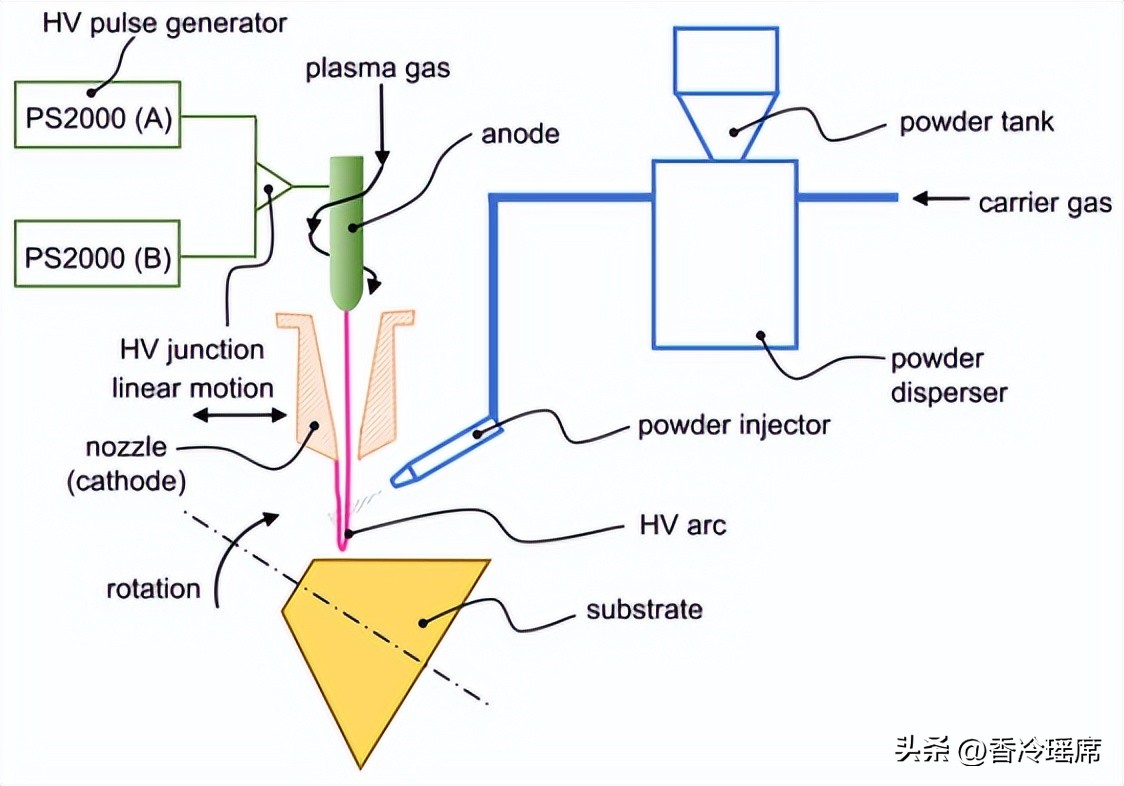
来自粉末罐的LDPE粉末(见图1)用载气分散。对于所有测试和工艺,使用三井化学株式会社的LDPE球形粉末ADMER NR106,NS101,D50 = 50μm。
LDPE粉末和载气分散通过管道系统转移到喷射器(见图1)。管道的管道应导电,以避免管道中积聚静电荷和寄生放电。同时,管道必须灵活地跟随等离子射流的线性运动。应用具有这两种特性的抗静电塑料管。
在等离子射流中,高压脉冲的电能在脉冲电弧中转化为热量。在这个电弧等离子体区,等离子体气体被加热。

粉末喷射器将粉末悬浮液形成流,并为该流提供穿透电弧等离子体区域所需的速度。当LDPE颗粒穿过电弧等离子体区时,它们被加热并熔化。
为了评估该过程的能源效率,了解电弧等离子体耦合到LDPE粉末中的热量足以使其熔化将是有趣的。
熔化以粉末速率流过等离子体的所有LDPE颗粒所需的净功率可以使用以下公式12表示:

为了将液态LDPE分布在基板的整个表面上,实现了等离子射流沿注射器的线性运动和基板的旋转运动。
对于等离子射流的运动,使用ISEL GFV 44/33 xyz机器人。涂层系统封闭在一个带有透明壁和气体提取的盒子中。等离子体头的位置可以在笛卡尔坐标中设置,精度为 1 mm。可选择调整倾斜角度。
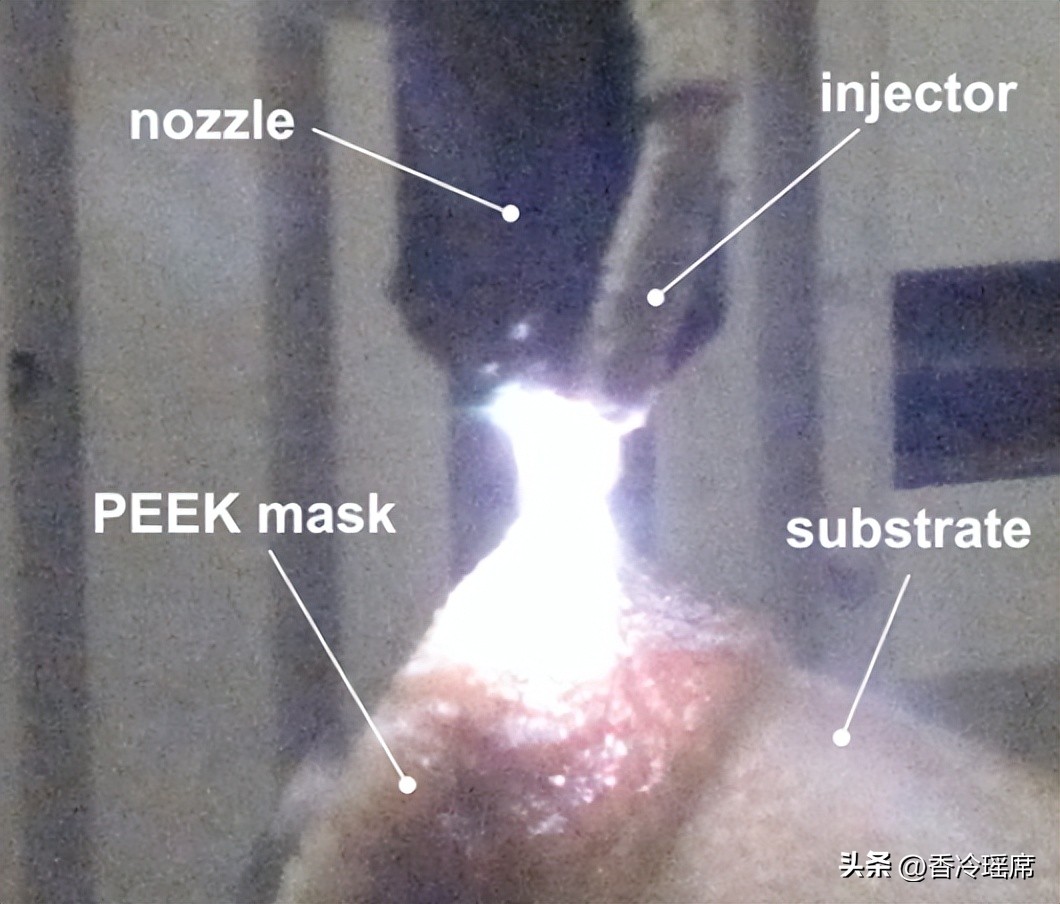
等离子打印头的最大速度为 250 mm/s 。基板的旋转是使用具有电子控制转速的电机实现的。基材附近的涂层等离子体的照片如图2所示。
等离子体生成
工业应用中最流行的大气等离子体形式是APPJ,其种类繁多。其中,低温电弧射流具有最大的LDPE沉积潜力,因为它允许产生具有高局部等离子体密度的等离子体。
这些低温电弧射流之一是PAA-PJ。其区别特征是通过高压脉冲产生电弧,以及利用气体涡旋稳定电弧在空间中。
等离子射流的工作原理
对于研究中开发和研究的所有工艺,都应用了PG31等离子射流。该器件的横截面如图3所示。
等离子体射流操作和工艺参数确定的关键子系统是等离子气体管理。通过使用塑料管将气体引入等离子体射流中(参见图3)。

分流器沿着制作成聚PEEK螺旋的螺旋通道形成四个相等的气流。这种气体引导的目的是将气体设置为旋转。气流的辅助效应是等离子射流体的冷却,尤其是阳极的冷却。
等离子体产生所需的电弧在正偏内电极(阳极)和接地喷嘴(阴极)之间点燃。为此,向阳极提供短的正电压脉冲。考虑到 8 mm 的气隙,电弧的撞击发生在大约 15 kV 处。
建立电弧后,阴极和阳极之间的电流增加。在典型的等离子体炬中,阴极和阳极之间持续的电弧电压很小,低于 100 V,电流非常高。

为了限制电流上升,涡旋稳定电弧,例如在“林德型”燃气加热器中施加的那些。
在PG31中,点燃的电弧被气流沿喷嘴出口方向沿喷嘴内表面拖动,达到超过5厘米的长度。这种伸长率导致电阻增加,从而产生更高的工作电压和更低的电流。
十分之一kHz范围内的脉冲频率足够高,以避免两个脉冲之间的电弧完全熄灭。沿电弧电流走线剩余的放电通道比非预电离气隙更容易重新点燃。
«——【· 高压脉冲发生器 ·】——»
为了产生高压脉冲,PS2000 OEM商用电源通过10米同轴高压电缆连接到等离子射流。由于采用了微控制器系统,PS2000OEM的操作针对PG31等离子射流进行了优化。
微控制器系统不仅可以识别错误条件,例如等离子射流缺失、等离子气流不足或安全开关缺失,还可以收集等离子射流的关键操作数据(平均电压、电流和功率),并通过CAN开放接口将其传送到主机。
在传统的高压电源中,交流电压被转换为高压电平。不幸的是,频率在Hz范围内的高压变压器非常笨重,如果kHz范围内的信号从低压转换为高压,则情况并非如此。PS2000OEM在其电子架构中利用了这一原理。

电子电路在kHz范围(40–65 kHz)内塑造短的低压信号,紧凑的低损耗变压器产生高压信号。
电源控制器增加电压,直到电弧被点燃。如果低于电弧点火值的电压发生击穿,则降低电压,直到输出功率的设定值稳定下来。由于电弧的维持需要比等离子体点火值小得多的信号,因此根据等离子体气体的不同,1500 至 3000 V 范围内的值会稳定下来。
图 4 显示了在第一次点火后很长时间内向等离子体提供单个脉冲期间的典型随时间变化的电压和电流曲线,使用 HV 探头和电流探头测量高压电缆,并由示波器收集。

电压在负载能力上逐渐增长,包括电缆容量和校正电容器容量,直到达到大约 1500 V 的击穿电压。
所示曲线的结果约为3 mJ。将该值乘以用于此测量的 50-kHz 频率,计算出 150 W 的有效功率,与 PS700 OEM 消耗的 2000 W 电功率相比。
由于从电源传输到电弧的总能量与单个高压脉冲的数量成正比,因此增加这些脉冲的频率会导致耦合功率的增加。
最大频率的65 kHz限制与电源中使用的半导体功率开关的速度有关。但是,通过并联两个高压脉冲单元,频率几乎可以翻倍。

这种配置用于研究中的大多数涂层实验。两个脉冲发生器在 62 kHz 时的有效功率导致耦合到等离子体中的估计有效功率为 2 × 62 kHz × 150 W/50 kHz = 372 W。
圆弧运动
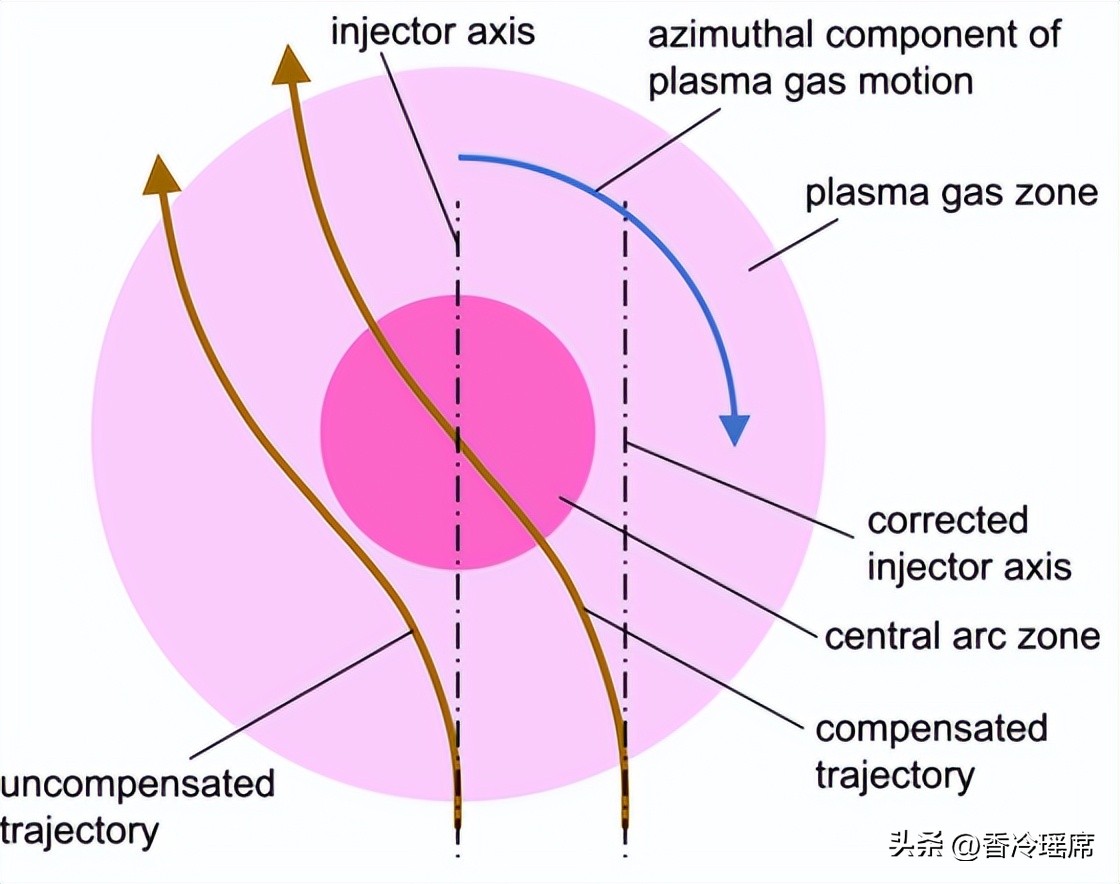
电弧点火后,由于喷嘴内气体运动的方位分量,阴极弧脚沿着喷嘴锥形内表面上的螺旋轨迹扫过喷嘴,并继续围绕喷嘴唇旋转运动。
当等离子射流的照片以非常短的曝光时间(在ms范围内)拍摄时,电弧的形状看起来类似于图5中勾勒的形状。阴极弧角可以在喷嘴唇上看到。

阳极弧脚保持在阳极的尖端。由于空气的旋转运动,阴极弧脚上存在阻力,导致其在喷嘴唇周围运动。这种旋转非常快 - 每秒几千次旋转。在一个旋转周期中,10-100个电流脉冲维持电弧。
当拍摄曝光时间较长的照片时,而不是单个电弧,可以看到电弧在许多后续位置的重叠,电弧的快速旋转运动导致在等离子射流操作期间在喷嘴孔口观察到的特征性铅笔形明亮初级等离子体。

弥漫性等离子体
图5b示意性地显示的次级等离子体区域(即所谓的弥漫等离子体)由电弧与流经电弧的气体之间相互作用的产物组成。当带电粒子被静电力限制在电弧的核心时,中性粒子可以在热力学力的驱动下自由进出电弧区。
这种现象是漫反射等离子体主要含有电中性物质的原因。然而,在电弧中的停留时间内,中性粒子可以通过电子和光子撞击激发,产生电子,振动和旋转激发的物质以及原子和分子自由基,可以将积累的能量转移到基板表面。

图6显示了针对氮气和不同压缩干燥空气(CDA)流量测量的漫反射等离子体中的温度,作为到喷嘴尖端距离的函数。
使用嵌入在管道中的k型温度传感器静态测量温度,以避免电弧转移到传感器表面对传感器电子设备的电磁兼容性(EMC)干扰。

出于化学和物理的原因,使用氮气与少量氢气混合物(<5%)的气体混合物。施用氮气代替通常用于PAA-PJ操作的CDA,应减少LDPE的氧化。
氢气的小混合物减少了热喷嘴上生长的氧化物,从而确保了平稳运行并减少了喷嘴侵蚀。同时,氮氢混合物导致工作电压从CDA典型的1.2 kV增加到2.5 kV,这反过来又导致电弧中更好的功率耦合。
聚焦等离子体
在漫反射等离子体模式下,电弧从内部电极开始,从喷嘴中排出几毫米,并在喷嘴唇上结束。如果带有点燃等离子体的喷嘴接近导电和接地表面或具有大电容量的表面,则电弧会跳到该表面,形成聚焦等离子体。
不再可以看到弥漫等离子体,并且电弧集中在基板上的一个小点上。

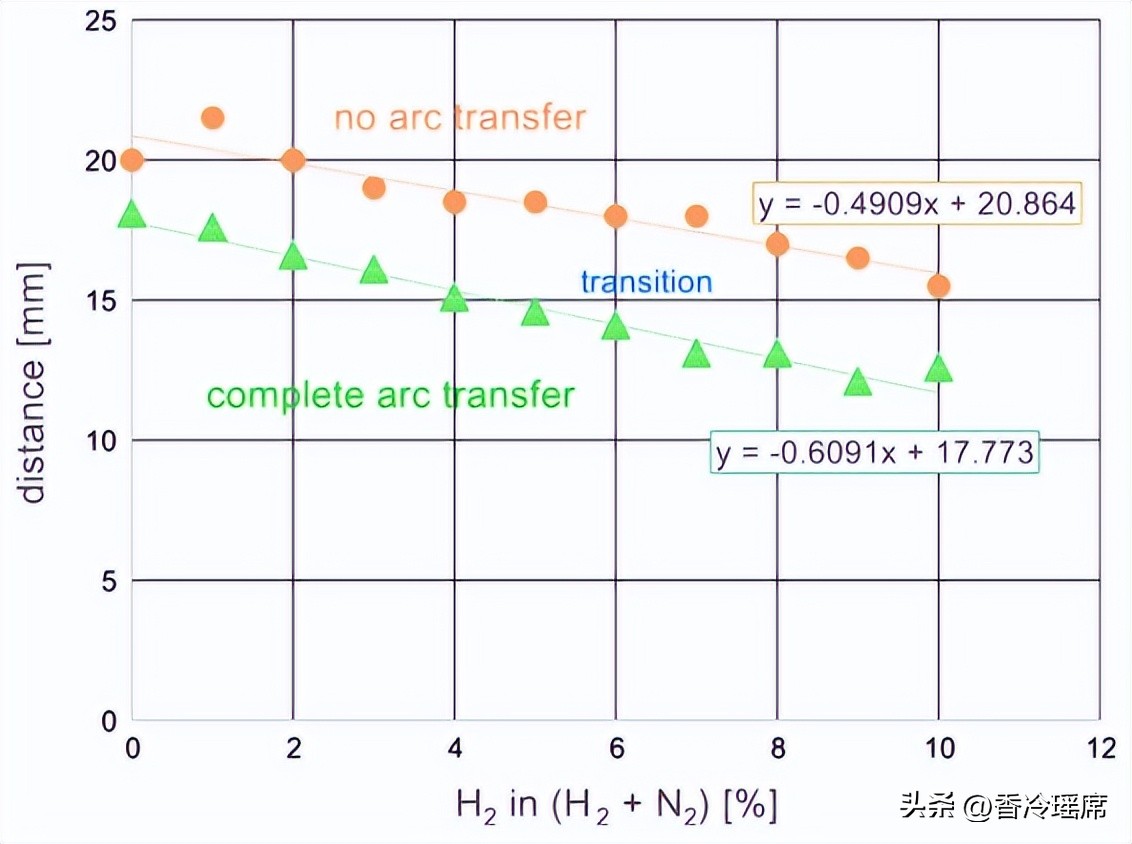
转移弧的建立并非突然事件。当减小基板表面和喷嘴之间的距离时,结束在基板上而不是喷嘴唇上的电弧数量会增加。为了描述这种转变,需要定义两个距离:单个电弧已经转移到基板的距离(纯漫反射模式的限制)和没有电弧在喷嘴唇边结束的距离(完全电弧转移)。
对于氮氢混合物,喷嘴尖端和接地表面之间的过渡距离都已确定,如图7所示。对于过渡到纯扩散操作模式(图中的上线)和过渡到纯转移电弧模式(下图)的距离,随着氢百分比的增加而减小。 传输开始距离和完整传输距离之间的差异约为 3 mm。
聚焦等离子体的一个重要优点是喷嘴不会发生侵蚀,因此喷嘴的寿命可以延长一个数量级。
另一个优点是增加了表面粗糙度,从而提高了附着力。尽管有这些优点,但聚焦等离子体模式并未应用于旋转基板的预处理。
由于基板固定在PEEK制成的支架之间,因此它们不接地。转移电弧在基板中引起的浮动电位会导致EMC问题,从而导致机器人运动和旋转控制的干扰。
为防止电弧转移到金属表面上,所有预处理过程都应保持安全距离,氢气-氮气混合物中 20%氢气应保持2毫米以上 。从接地的粉末喷射器到喷嘴尖端的距离通常远小于此值。为避免寄生电弧传递到喷粉器尖端,根据经验确定与喷嘴轴的安全径向距离为 r最小= 3.7 毫米。
喷嘴的使用寿命
由于局部熔化,阴极和阳极上的电弧脚都会受到侵蚀。阴极弧脚的扫掠运动对于等离子射流的操作至关重要,因为它避免了电弧在一个位置停留足够长的时间,导致大量喷嘴材料的熔化和蒸发。
这种运动结合为喷嘴尖端选择的特殊合金,喷嘴的侵蚀在微克/小时范围内。 因此,喷嘴的使用寿命可以达到接近 1000 小时。

阴极弧脚的旋转运动可能受到不同因素的阻碍。最简单的情况是对喷嘴唇造成一些机械损坏,这很容易发生,因为标准喷嘴的材料非常柔软。
弧形脚往往会在这样的位置停留更长时间,导致局部过热,然后增加侵蚀并在相当短的时间内结束喷嘴的服务。
这个问题就是为什么应该小心处理喷嘴的原因,这是在去除喷嘴尖端附近的残留LDPE沉积物时所必需的。建议使用由比铜软的材料制成的工具。
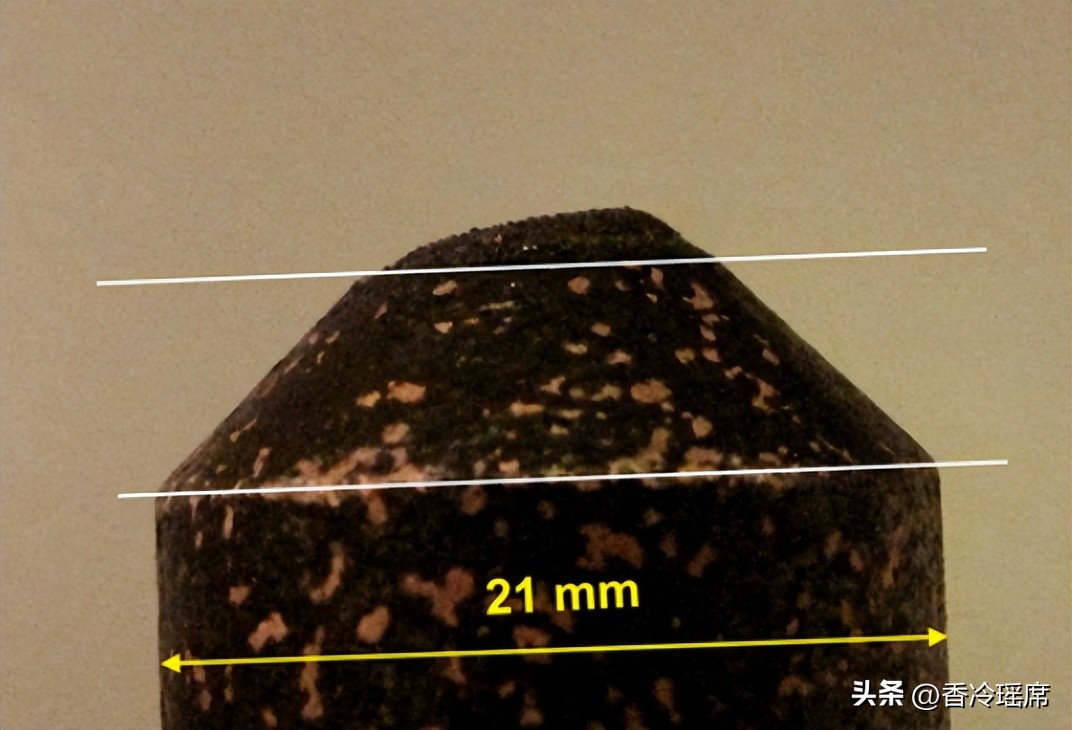
一般来说,喷嘴的侵蚀非常缓慢,但在漫射模式下运行 500-700 小时后 ,一些材料从喷嘴唇中去除,导致弧角以不同的速度围绕孔口移动。

被电弧扫得较慢的地方更容易受到侵蚀。经过数百小时的运行,该过程导致侵蚀环的宏观不对称。等离子射流开始倾斜,导致工艺精度下降。
如果使用氮气和氢混合物作为等离子体气体,则侵蚀剖面要规则得多(见图9b)。
在两个并联高压发生器运行时,喷嘴侵蚀增加了一倍以上。铜喷嘴的内径在运行 4 小时内从 2.5 毫米增加到 8.50 毫米。结果,电弧从喷嘴中略微吹出,导致沉积薄膜的热负荷增加。
需要补偿这种效应,可以通过略微增加喷嘴距离或增加线性运动速度来实现。

当一些沉积物积聚在喷嘴唇上时,不对称侵蚀过程会加速。在小时尺度上,喷嘴加热,过度喷洒的粉末粘在其表面上。
由于局部粉末注入,LDPE膜在喷嘴唇的一侧比在另一侧生长得更快。由较薄的LDPE层涂覆的区域更频繁地受到电弧的影响,这导致喷嘴唇的不对称侵蚀。为了避免这种影响,每次涂层过程后,从喷嘴尖端去除残留的熔体,并且喷嘴的方位角位置每操作8小时改变一次。

即使在定期清洁喷嘴上的沉积物时,在大约80小时的操作后,所示的侵蚀也非常明显,可以观察到等离子体特性的显著变化。为了减少工艺的热漂移并延长维护期,应用了如图9c所示的带有钨芯的喷嘴。
在这种喷嘴运行15小时后,没有观察到孔口内径的可测量增加。
操作80小时后喷嘴唇的中度侵蚀记录在图9d中。在相同的操作时间后,侵蚀环的宽度为0.63毫米,而铜喷嘴的宽度为1.08毫米。 假设喷嘴唇的圆角半径为0.7 mm,钨喷嘴侵蚀体积约为铜喷嘴侵蚀体积的四分之一。
钨芯喷嘴的使用寿命预计会延长四倍。生长的LDPE薄膜中侵蚀材料的量在几ppb的范围内。
粉末注射
将粉末悬浮液注入等离子体的目的是允许从等离子体到颗粒的热传递。能量向粉末的转移,最终导致其熔化,可以通过不同的渠道进行。主要机制是通过热扩散从热气体穿过边界层的传热。
很大一部分能量可以由来自电弧的IR(红外)辐射提供。此外,还必须考虑化学通道。电弧中产生的化学自由基接近颗粒表面并发生一些化学反应,这些反应通常是放热的,并向表面提供热能。

沉积在粉末表面的另一种化学能是当两个同类原子结合成一个双原子分子时释放的复合热,使用颗粒表面作为催化剂。
此外,不同类型的激发的淬火,特别是振动激发,是流向粉末颗粒的能量来源。
一小部分热量是由带电粒子的轰击提供的:电子和正负离子。在等离子体和基板之间边界处的原子和分子现象的系统呈现可以在利伯曼和利希滕贝格的工作中找到。

将粉末注入等离子体的不同结构用于喷涂。对PAA-PJ喷嘴输出通道内的直接金属粉末注入进行了广泛的研究。
事实证明,在处理金属粉末时,内部喷射设计非常有效。但是,由于使用双电源操作的喷嘴温度升高以及LDPE的低熔点,粉末会粘在这种内部注射器的出口处,从而导致堵塞。
喷嘴口中的电弧非常热,很容易发生粉末过热。这种注射的几何形状是固定的,因此不允许在气体流量、粉末速率或功率变化时调整几何设置。

«——【· 结论 ·】——»
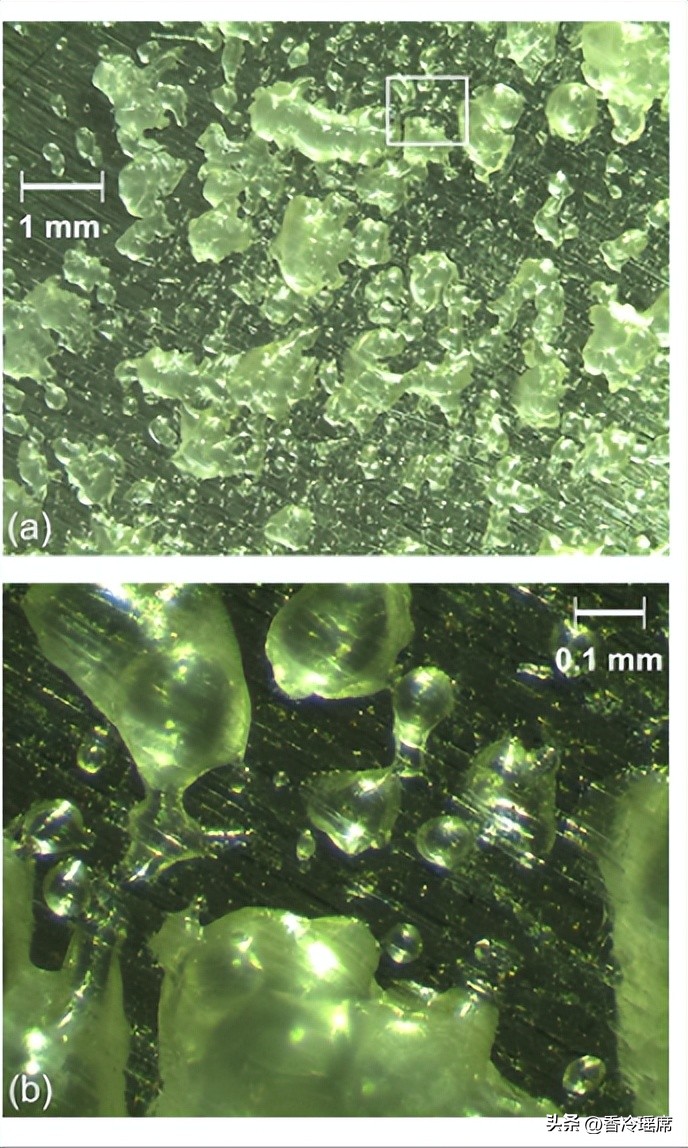
PAA-PJ技术被成功用于在预热铝表面上低温喷涂LDPE,总沉积速率在4.1 g/min范围内,粉末利用率高达65%,故障率低于0.7%。
在评估三台粉末输送机后,选定了最适合用于大量基材的测试方法。通过对铝表面进行等离子预处理,薄膜的附着力已经实现,并通过剪切测试仅显示内聚破坏。如果没有等离子处理,粘合剂经常发生故障。
在工艺开发过程中,优化了工艺参数集。 使用1500-W电力(两个PS2000 OEM HV脉冲发生器并联连接,频率为63 kHz) 和96.7%氮气和3.3%氢气的气体混合物,总气体流量为54 SLM时效果最佳。

对于D50 = 50 μm的LDPE粉末,Flowmotion™振荡器的频率为123.2 Hz。在该频率下,1.5 mm喷油器的最佳载气流为7.2 SLM氮气。
虽然已经开发出具有吸引力规格的涂层工艺,但通过使用不同的基板运动方案,如更快地旋转基板以实现恒定的方位处理速度,并且等离子体头可以遵循基板的任意轮廓,可以进一步改进该方法。
在将通用流程转移到全自动系统之前,还需要更详细地考虑一些问题,例如基材和掩模的自动装载和卸载、去除剩余材料、管理过度喷涂或自动清洁等离子喷嘴。