( 文章转自网络,如有侵权,联系删除。)

焊接对工业就像焊接对人类一样。可以说,焊接技术的发展水平是一个国家机械制造和科技发展水平的标志之一。
焊接技术是利用焊接材料(焊条或焊丝)在高温或高压下将两个或多个金属(待焊接工件)连接成一个完整的操作方法。
那么,电力建设中常用的焊接方法是什么?焊接技巧是什么?
焊接的重要性
Q
焊接在电力建设中真的那么重要吗?

焊接是保证电力建设质量和设备、管道安全运行的重要基础专业,是安装过程中的最后一环。焊接质量是设计制造质量的再现,直接关系到生命财产的安全。
同时,机组的性能参数也越来越高,高温高压高合金管得到了广泛的应用。因此,较高的焊接工艺尤为重要。
Q
为什么电力工业需要高水平的焊工?

电力行业的特殊性和重要性决定了电力行业的焊工队伍必须是高技能的。
锅炉的高温高压,参数高;
电力锅炉的材料复杂,高合金耐热钢多;
如果焊接出现问题,后果特别严重;
……
焊接方法小科普
目前电力行业应用最广泛的焊接方法有两种:

焊条电弧焊
1
钨极惰性气体保护焊

钨极惰性气体保护焊
钨极惰性气体保护焊
原理:利用非消耗性电极的电弧发射产生的热量,使被焊金属丝与被焊工件在凝结后熔化形成焊缝。
高温高压管道焊接是目前电力工业安装工程中最重要的焊接方法。
主要特点:
电弧热集中,可精确控制焊接热输入,焊接热效应区窄;
焊接过程中无熔渣、飞溅,焊缝表面光滑。
焊接过程无烟尘,熔池易于控制,焊接质量高。
焊接工艺适用性强,几乎所有的金属材料都可以焊接;
焊接参数可精确控制,焊接过程完全自动化。
2
焊条电弧焊

焊条电弧焊
原理:利用电极电弧放电产生的热量将电极与工件熔化,冷凝后形成焊缝,从而得到固体接头。
电力行业有着很长的应用历史,是最广泛使用的焊接方法。
主要特点:
机动性和灵活性好
所需焊接设备简单,焊接场地不受限制。适用于全位置焊接。
焊缝金属性能良好
焊接热输入低,焊缝金属结晶致密,力学性能高于其它熔焊。
工艺适应强
除活性金属以外的大多数金属材料都可以焊接。
说了这么多
到底怎样才能焊出完美的焊缝呢?
别着急,接着往下看
↓↓↓
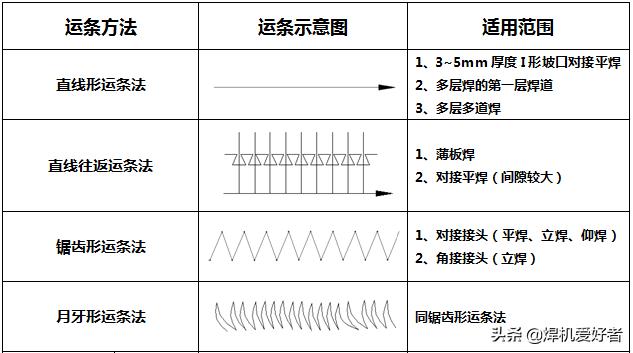
一、选择适宜的运条手法

二、操作技术与方法角度
技巧一
单面焊双面成形
在合适的坡口、间隙和钝边条件下,采用锯齿形或新月形的短弧移动条法,使焊道前始终保持一个贯穿熔融孔,使坡口两侧的母材和填充金属熔化在一起,均匀地搅拌成熔池,随时调整电极的倾斜角。控制熔池上的温度和力,使焊缝孔始终保持相同大小,以确保焊缝背面形成均匀美观的焊道。

焊条电弧焊焊缝正面
1

焊条电弧焊焊缝背面
技巧二
手工钨极氩弧焊应用摇摆滚动焊法
也就是说,氩弧焊枪陶瓷喷嘴与工件略有接触,在此基础上,利用电弧对陶瓷喷嘴进行左、右摆动。该方法特别适用于不锈钢焊接,便于控制焊缝宽度差,提高焊缝质量和表面形貌。

手工钨极氩弧焊填充层
1

手工钨极氩弧焊盖面层
2
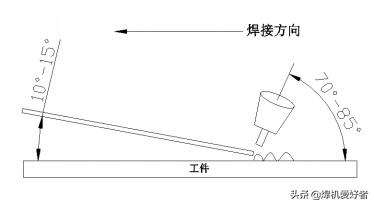
技巧三
手工钨极氩弧焊中,直缝一般采用左侧焊接法,焊丝与工件夹角一般为10°~15°,电极与工件夹角一般为70°~85°,焊丝与工件夹角一般为10°~15°,焊条与工件夹角一般为70°~85°。
技巧四
随时观察钨极端部的形状和颜色变化
最好的颜色是银白色,当钨极为蓝色时,应延长氩保护时间;当钨极变黑、局部变薄或肿瘤物质时,表明钨极已被污染,需要重新加工或更换。
焊接姿势集锦
要想焊接好,pose要摆巧
在工作中,不一定是摄影师,可能是焊工。~
焊接的基本姿势共有三种,蹲姿、立姿、坐姿。一般来说,站立和蹲下是使用最广泛的。根据不同焊接需要的特殊姿态,如在管道焊接时往往会采取向上的姿态。

蹲姿

站姿

坐 姿
焊接大师小课堂
“焊接八大妙招”
焊接大师经过多年的艰苦探索,总结出了八种焊接技巧,只要你掌握了这些技巧,焊接就基本稳定了!所有的实用信息,快点,马克!
妙招一:
追根溯源法
所谓可追溯性,就是在任何实际操作中,都必须严格遵循理论指导,遵循规章制度,用理论规范操作。
焊接操作需要在实践中掌握技能,但要脱离理论是很困难的。在专业理论的指导下,我们可以找到最权威、最可靠的方法来解决这些问题。同时,我们也可以了解产生这些问题的原因,如何产生焊缝裂纹以及如何防止裂纹的产生。如何修复裂缝,这些问题必须与理论相结合,才能真正了解原因。
妙招二:
恪守工艺法
工艺纪律是公司在生产过程中为保证工艺的实施、产品的质量和安全、文明生产而制定的一项限制性规定。每个焊工在焊接前必须熟悉焊接工艺规程、焊接质量标准、安全施工要求等知识。在焊接过程中,必须严格执行。
妙招三:
参数对应法
焊接工艺参数是为保证焊接质量而选择的相关参数的总称。每个焊接位置和不同厚度的每一块材料都有其相应的焊接参数。焊接工艺必须由焊接操作人员及时调整。只有通过调整最佳焊接参数,才能实现高质量的焊接.
妙招四:
平心静气法
良好的心态是做好焊接工作的重要因素。焊接前我们应该冷静下来。在焊接过程中没有杂念,我们把全部精力集中在焊接过程中。同时,我们要保持认真严谨的工作态度,不能以完成任务的心态对待每一个焊缝,才能以制作工艺品的态度认真完成,严格要求自己,利用别人的优势来弥补自己的缺点。
妙招五:
寻找支点法
在实际应用中,零部件的位置会不同,焊接位置也会不同。焊工必须根据现场环境灵活地找到最佳位置,如有必要,充分利用周围可以依靠的支撑点,例如,当一个人站着时,你可以用你的左肘找到一个固定点。当你蹲着的时候,你可以把你的手靠近你的膝盖两侧,这样你的手就处于一个稳固的位置。有支点,能保证最大限度的稳定运行,有效避免抖动。
妙招六:
双手握抢法
通过在实际操作中的观察,许多焊工用一只手握住焊枪,极大地降低了焊枪操作的稳定性。要保证焊枪的“稳定”和“准确”,根据多年来的经验总结,二氧化碳气体保护焊时,要达到并习惯双手握枪,具体的操作方法是:右手握住焊枪开关,左手握住焊枪前端,使其在焊接过程中能够自由工作,在机体靠支点的基础上更加稳定。该方法最大限度地保证了焊接的稳定性,使焊缝的外观均匀,提高了一次焊接的成功率。
妙招七:
多层覆盖法
焊接层数应根据板和焊道的厚度和宽度排列,以完成整个焊缝。当可采用多层多道焊时,应尽量采用多层多道焊。焊接过程中,焊缝厚度应薄。在多层多道焊中,由于后焊道对第一焊道的回火作用,可以改善接头的组织和力学性能。缺陷(不整合)具有预防作用。
妙招八:
连续施焊法
当遇到较长的平焊或角焊(1米或2米或更多)时,由于焊接前的预位置,手尽量伸得远,而当焊接过程接近电弧闭合位置时,焊枪头部(保护套筒)找出借点,然后对人体足部进行快速向前移动的焊接方向,继续进行电弧焊接,以保证焊接接头的少或未完成,从而提高焊缝的质量和整体美观。