(一)原材质量
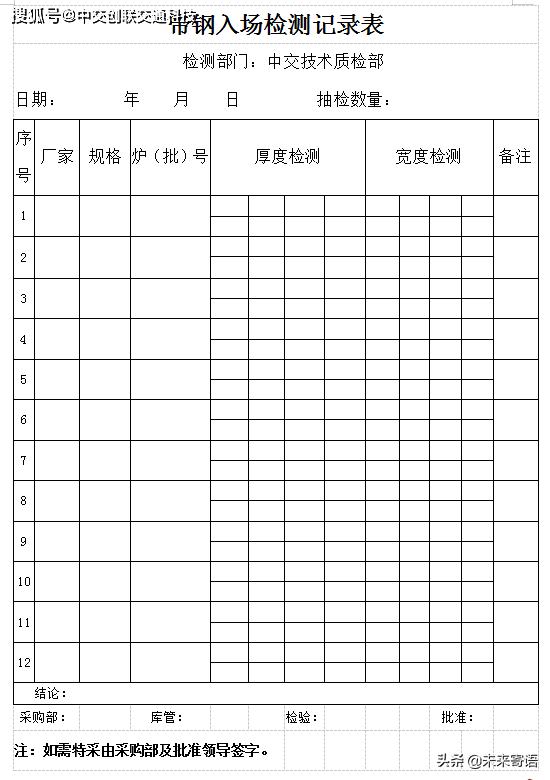
一、带钢、立柱黑件进厂检验。
检测项目:
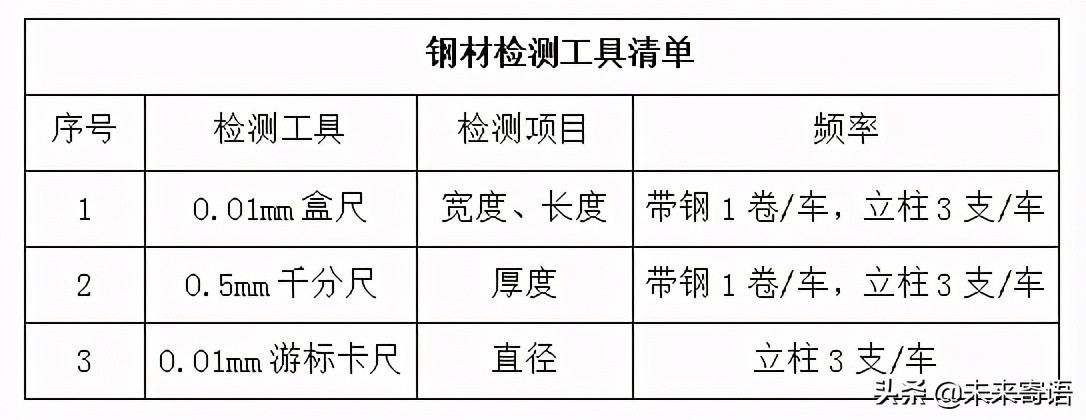
1、规格尺寸检验:根据订货规格,对外形尺寸进行检验。检测项目有宽度,厚度,使用工具:精度为0.01mm千分尺、精度为0.5mm盒尺、精度为0.01mm游标卡尺,测量后填写《带钢入场检测记录表》、《立柱黑件入场检测记录表》。
外观:目测表面平整,无卷边、无裂痕、变形等缺陷。
宽度:带钢外径和内径宽度均匀分布各取四个点记录数据。
厚度:带钢外径和内径距离板头和板尾20cm处分别均匀取四个点测量并记录数据;方立柱黑件两端每个面各取1个点测量并记录数据。
直径:圆立柱黑件两端测量直径并记录数据。
边长:方立柱黑件两端每条边各测量1次并记录数据。
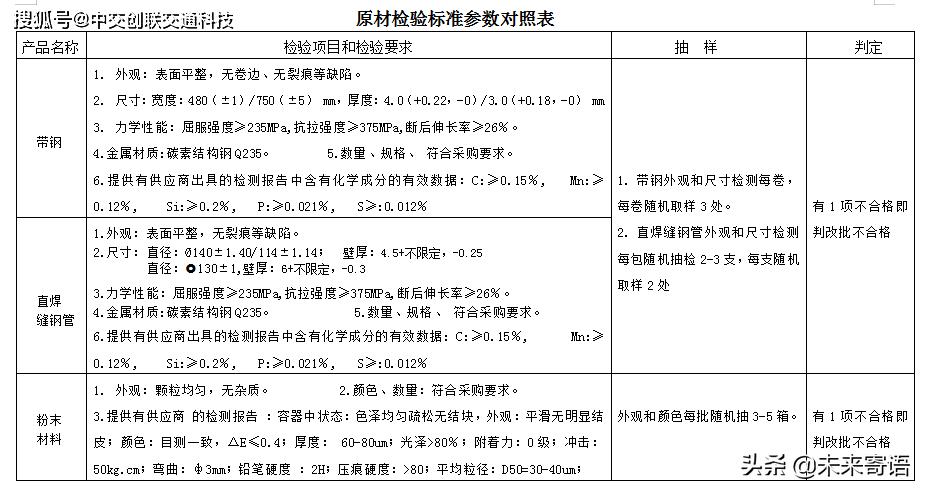
检验参数详见《原材检验标准参数对照表》。
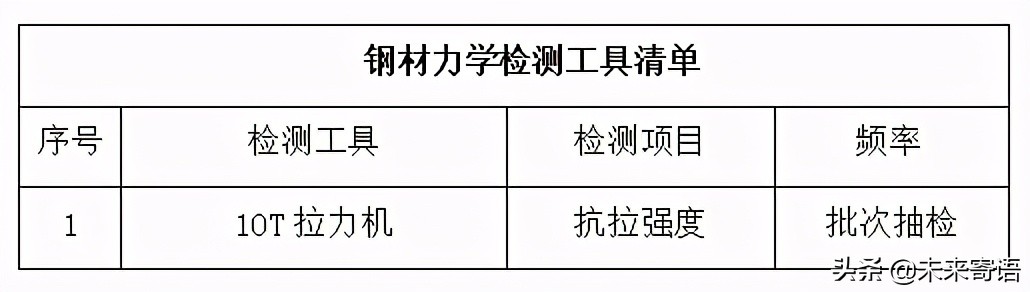
2、力学性能检验:质检员对到货材质单进行核查,看是否符合GB/T700中Q235钢的力学指标标准(或订货标准),检验参数详见《原材检验标准参数对照表》。
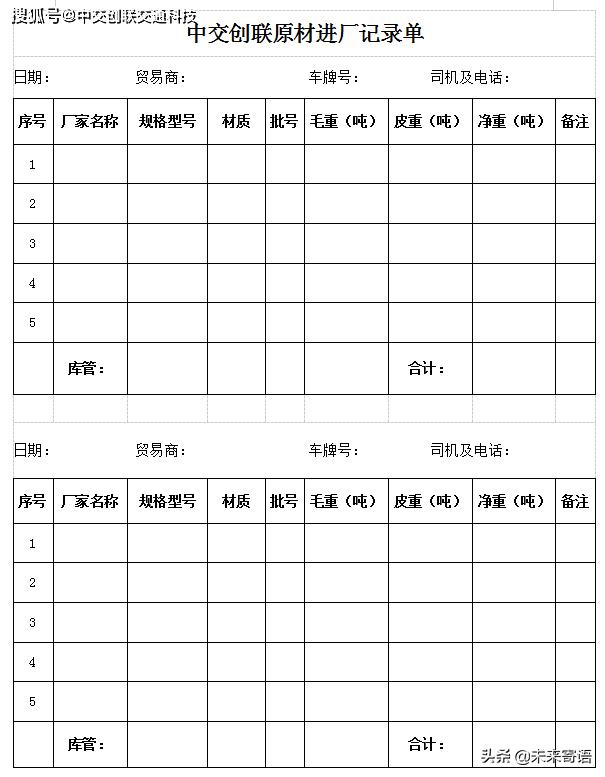
3、将进料生产厂商、生产批(炉)号、品名、规格、数量、单号、检测时间、检测结果等,如实填写《带钢入厂检验记录表》、《立柱黑件入场检测记录表》,检验记录表留存。
4、检测合格后,通知库管员办理入库手续。
5、若检测不合格,将检测情况通知采购部门及主管领导,依实际情况决定是否需要特采。如不需特采,即将进料标示退货,并在检验记录表、验收单内注明退货,然后由库管员及采购部门办理退货手续。若需特采,经采购部门及本部门领导签字后,将进料标示特采,并在检验记录表、验收单内(备注栏)注明特采情况。
检验员进行检验时,抽样应随机化,不得以私人感情予以判定合格与否。
二、粉末进厂检验
1、粉末进厂后,对到货单进行核查(包括厂家、批次、类别、色号等),检验参数详见《原材检验标准参数对照表》;
2、将样件进行存档。实验室将一份合同视为一批次,抽样做试验(进行冲击和弯曲试验合格后,方能交付车间使用),进行检验。并填检验表留档。
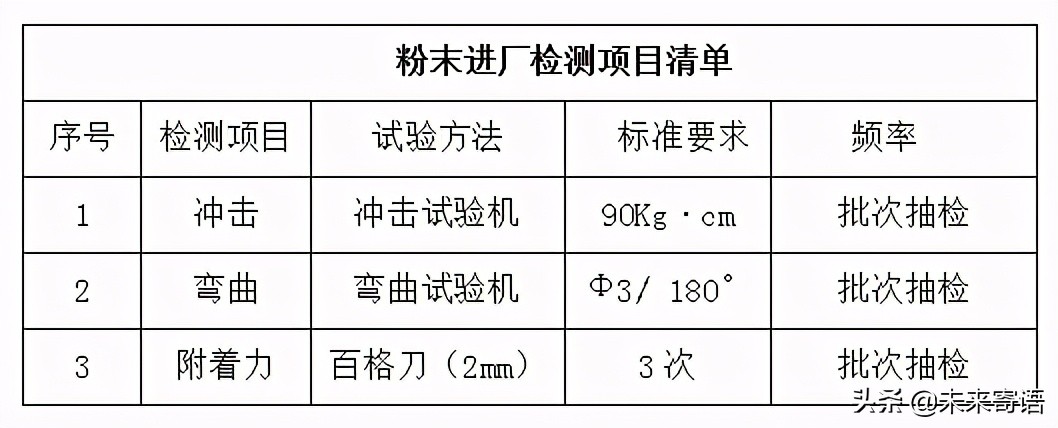
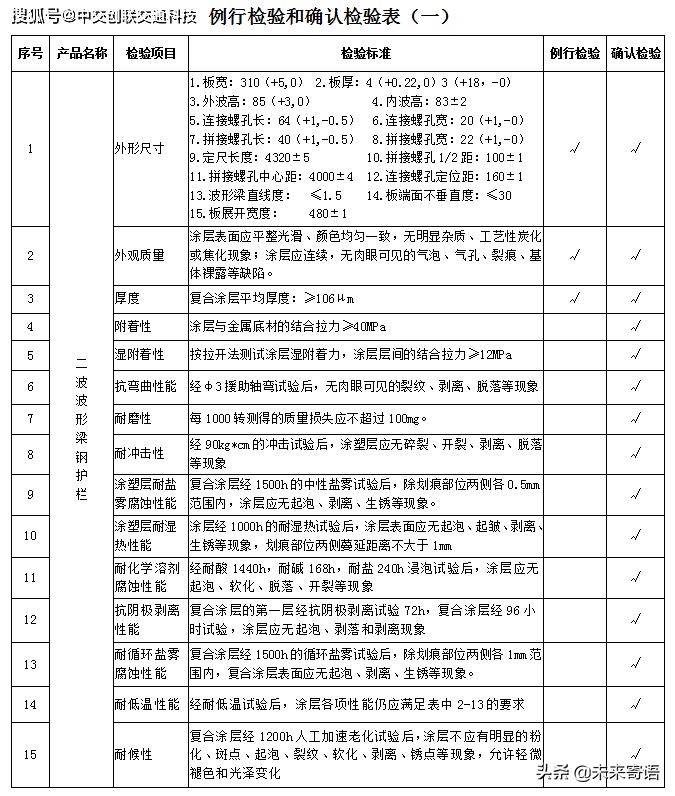
冲击试验标准要求: 经过90Kg·cm的冲击试验后,涂层应无碎裂、开裂、剥离、脱落等现象。
弯曲试验标准要求: 取300mm长的试样,在15s内以均一速度绕芯棒弯曲180°,芯棒直径为试样基体直径或厚度的4倍。试验后,试样应无肉眼可见的裂纹、剥离、脱落等现象。
附着力试验标准要求: 按拉开法测试涂层附着力,涂层与金属底材的结合拉力不小于40MPa。
(二)生产质量
检测原则: 生产部进行自检,质检员对不同环节进行抽检,保证产品质量,如质检员抽检发现质量问题,对相应生产工序负责人重罚。黑件成型工序只有首件检验合格后,方可进行批量生产。
一、成型工序
首件检测:
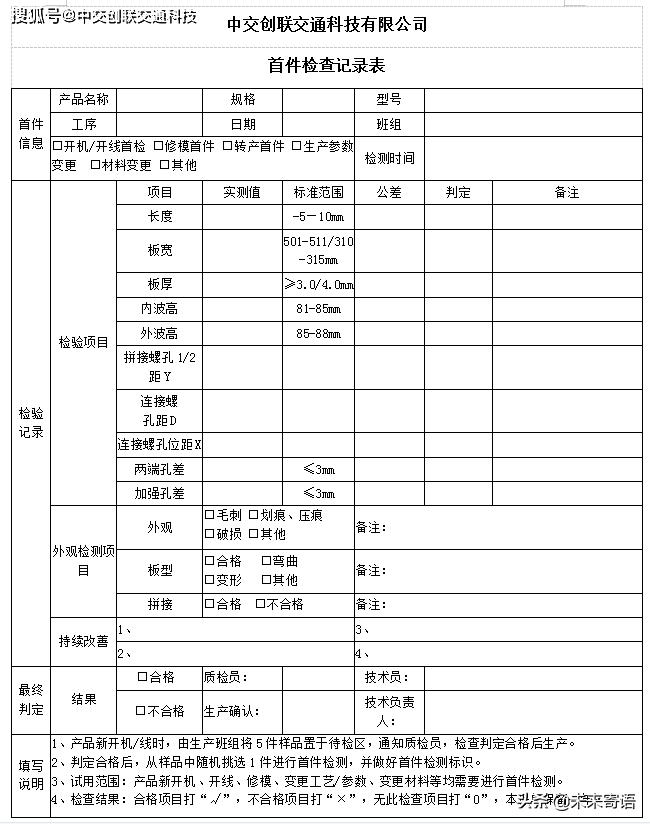
1、定义:每个班次刚开始时或过程发生改变(如人员变动、开机/开线首件、修模首件、转产首件、生产参数变更、材料变更、设备更换等情况)后加工的第一或前几件产品。对于大批量生产,“首件”往往指一定数量的样品。
2、目的:确定产品与任务单是否符合;首件产品加工出来后的实际质量特征是否符合图纸或技术文件所规定的要求。
3、检验流程:
3.1生产人员依工艺流程加工调试,并进行自检。
3.2质检人员在生产人员加工调试时,应根据各相关检验文件,并从旁协助,同时就外观等易于判定特性给予确定。
3.3生产班组确定生产产品满足要求(合格)后,将该首件交质检人员进一步检验。
3.4质检人员依据检验文件、规范,对首件 进行全面检查,如判定不合格,应向生产人员提出,并要求改善,直至判定合格为止。
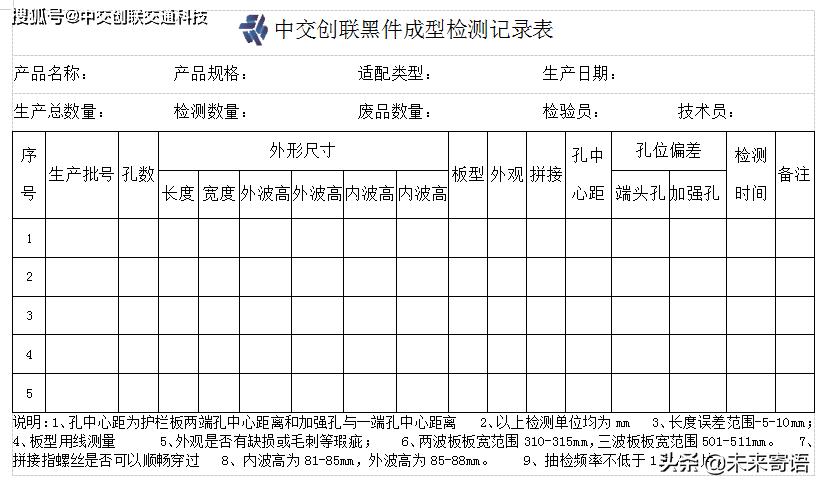
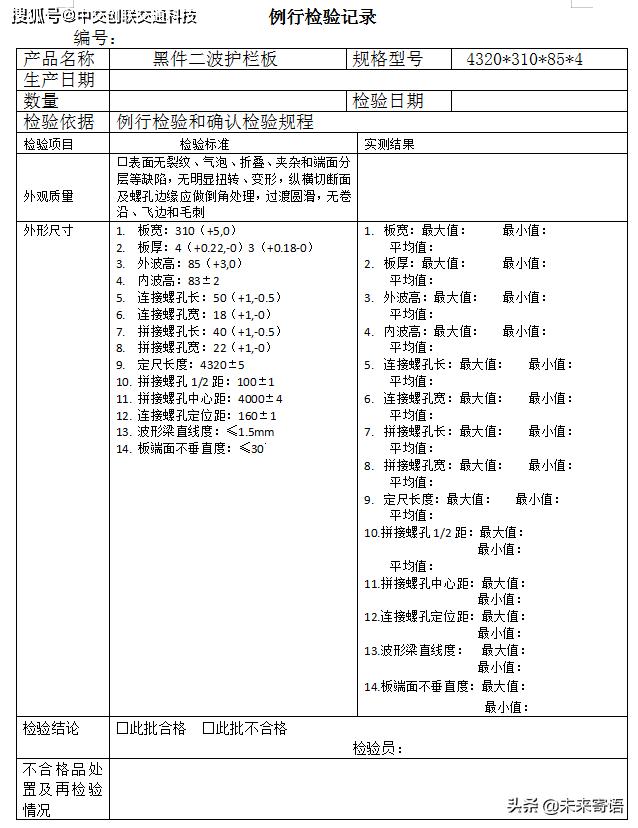
3.5质检人员判定合格,或判定不合格但属生产工艺的问题或生产人员无法改善问题时,由质检人员填写《黑件首件检验记录》(具体检测内容见附表),呈生产技术部负责人审核。
3.6经生产技术部判定合格后,填入《黑件首件检验记录》,通知生产人员进行量产;生产技术部判定不合格时,如属生产人员原因时,应由生产人员改善、调试直到合格为止,如属工艺设计或设备原因时,应立即停止生产,由生产技术部负责人拟出对策并加以改善后,方可恢复生产,并需重新作首件确认。
生产自检内容:
1、原材:确认使用带钢外形尺寸和材质是否满足《生产任务单》要求;
2、产品规格:确认产品规格与《生产任务单》所标明信息一致;
3、板面平整度:将护栏板正面朝上放置到平整地带,确保护栏板纹丝不动;
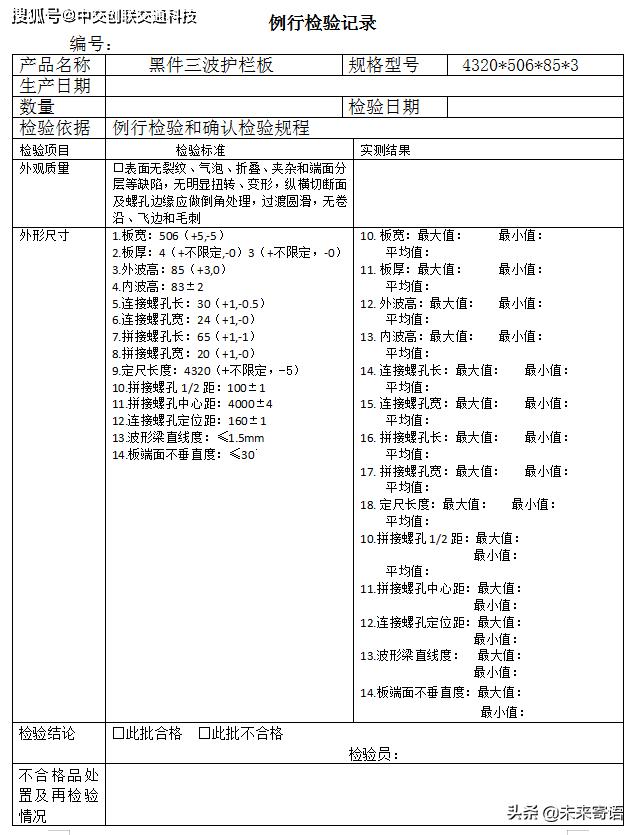
4、外观:冷弯黑件表面应光滑,无明显毛刺、裂纹、缺失、变形、损坏、气泡、凹陷、折叠、端面分层等缺陷;表面缺陷可用修磨方法处理,其整形深度不大于公称厚度的10%;切断面及安装孔应无卷沿、飞边和严重毛刺等。
三波板钢构件应无明显扭转、变形,纵横切断面及螺孔边缘应做倒角处理,过渡圆滑,无卷沿、飞边和严重毛刺等。
5、几何尺寸:板长、板宽、板厚控制到误差范围内(后附误差范围),
板长: 用精度*级A**、分辨为0.5mm的5m钢卷尺沿纵向不同部位测量3次(分别在上、中、下各取一个位置),取平均值作为测量结果,误差范围控制在±5mm;
板宽: 用精度*级A**、分辨为0.5mm的1m钢卷尺在不同部位测量3次(两端和中间部位各取一个位置),取平均值作为测量结果,误差范围控制在±3mm;
厚度: 用精度0.01mm的千分尺进行测量,防腐处理前的护栏板基底金属板厚用四点法(两侧各2个点)进行测量,测量应满足:切边钢带(包括连轧钢板)在距纵边不小于25mm处测量,不切边钢带(包括连轧钢板)在距纵边不小于40mm处测量.切边单轧钢板在距边部(纵边和横边)不小于25mm处测量。
防腐处理后成型护栏板基材的实测最小厚度分别不低于2.95mm和3.95mm,平均厚度应分别不低于3.0mm和4.0mm。
防腐处理后的护栏板基底金属厚度如有且仅有一个测量点不符合最小厚度要求时,以测量点为中心划十字线,沿十字线方向距该测量点25mm处取四点对该项指标进行复验,四点中任意一点的复验结果仍然合格时,则判定该护栏板基底金属厚度不合格;四点的复验结果均合格时,盘点该护栏板基底金属厚度合格。
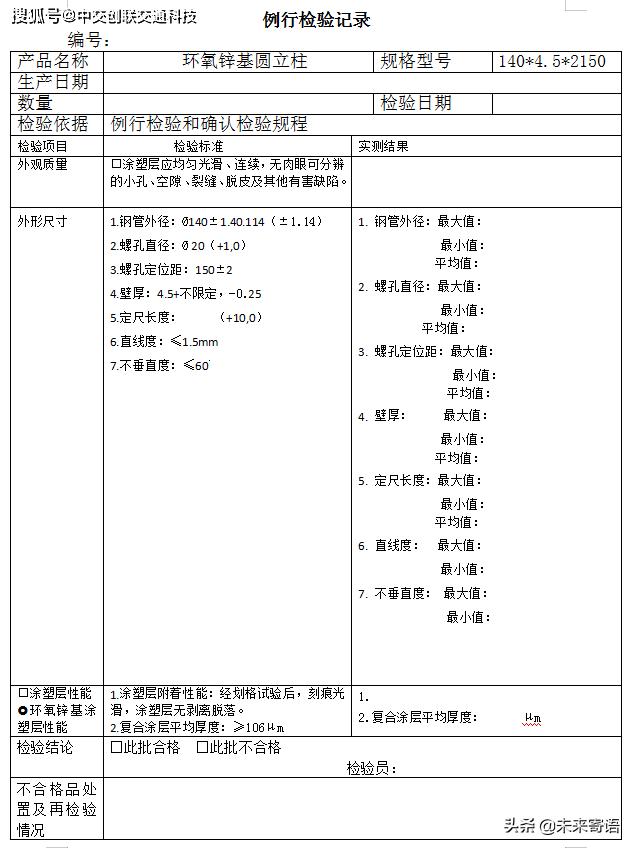
单根圆立柱壁厚防腐处理前最低厚度为4.25mm,多根立柱基底壁厚平均值不小于4.5mm。
单根方立柱壁厚防腐处理前最低厚度为5.7mm,多根立柱基底壁厚平均值不小于6.0mm。
孔尺寸: 用精度0.02mm的游标卡尺测量。
孔位置: 检测孔位置的偏正情况;立柱孔不得打到焊接缝部位,多孔立柱孔应在同一条直线上,具体标准见:附件一
立柱长度: 精度*级A**、分辨为0.5mm的5m钢卷尺沿立柱边长测量,每支测量两次,取平均值作为测量结果,长度不得低于设计长度且超长控制在10mm内。
质检员抽检内容:
每小时抽检上述内容不少于一次,标准同上,如发现问题,第一时间通知班组长并反馈给质检部负责人,及时进行调整。

二、上料工序:
生产自检内容:
1、 种类: 确保上料黑件规格与《生产任务单》一致;
2、 外观: 确保表面光滑、无明显毛刺、裂纹、缺失、变形、损坏、气泡、凹陷、折叠、端面分层等缺陷;
3、 孔位: 保证上料过程中护栏板孔位方向一致;立柱孔方向和数量及位置正确。
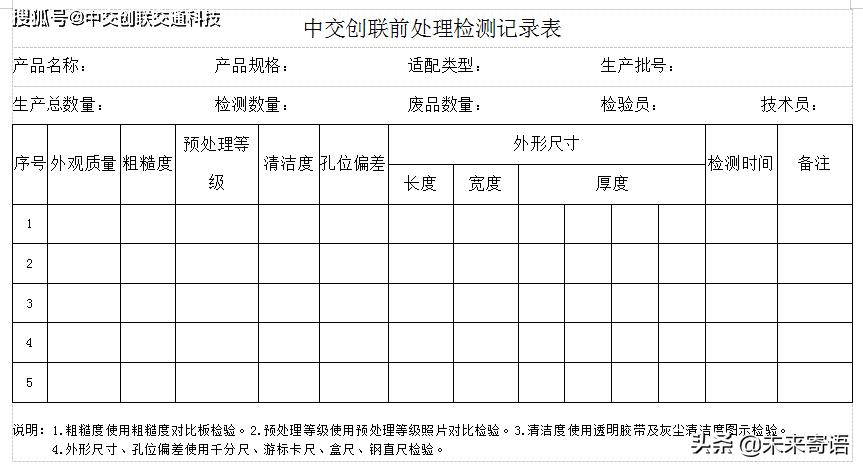
三、前处理工序
生产自检内容:
1、确保抛丸处理后,护栏板表面效果达到2.5级(净白级),无氧化皮、油渍、灰尘、杂质等;
2、水处理:表面无氧化皮、铁锈、油渍、灰尘、杂质等;
注:“杂质”包括可溶解盐和焊渣。这些杂质不能干湿喷砂、手工和动力工具、火焰等方法完全去除,应使用喷砂或喷水的方法。
质检员抽检内容:
1、抛丸后的粗糙度、清洁度、洁净度。根据检测规范,使用粗糙度对比板、清洁度对比照片、胶带,目视检测。检测频率为每小时不少于一次,如发现问题,立即第一时间通知班组长并反馈给质检部负责人,及时进行调整。
2、测量板厚:用精度0.01mm的板厚千分尺用四点法(两侧各2个点)进行测量,测量应满足:切边钢带(包括连轧钢板)在距纵边不小于25mm处测量,不切边钢带(包括连轧钢板)在距纵边不小于40mm处测量.切边单轧钢板在距边部(纵边和横边)不小于25mm处测,并记录。

粗糙度: 在良好的散射日光或人造照明工具下,凭借正常视力检查钢材表面并将其与粗糙度对板进行对比。将照片靠近准备评估的钢材表面上。将与钢材表面外观最相近的等级,并记录评估结果。
粗糙度达到RA6~12μm(ISO-8503-2),相对应RZ40-75μm,粗糙度比较板评级至少达到“一般”级。
清洁度: 在良好的散射日光或人造照明工具下,凭借正常视力检查钢材表面并将其与表面灰尘清洁度标准及图示进行多处对比,将与钢材表面外观最相近的等级,记录为评估的结果。
灰尘洁净度≤2级(ISO-8503-3).
抛丸效果标准: 钢构件表面应无可见的油脂、污垢、氧化皮、铁锈和粉末涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
四、喷涂工序
生产自检内容:
1、外观:底粉房确保喷涂前护栏板前处理达标再喷涂,底粉房和面粉房确保喷涂过程中无漏喷、流挂、疙瘩、大面积橘皮、针孔、缩孔、底粉上翻等缺陷;
2、调枪:注意观察喷涂过程中是否发生堵枪情况,如发生及时调整,当涂层厚度过厚或过薄时候,及时调整。
质检员抽检内容:
1、外观:前处理达标,无漏喷、流挂、疙瘩、大面积橘皮、针孔、缩孔、底粉上翻等缺陷;
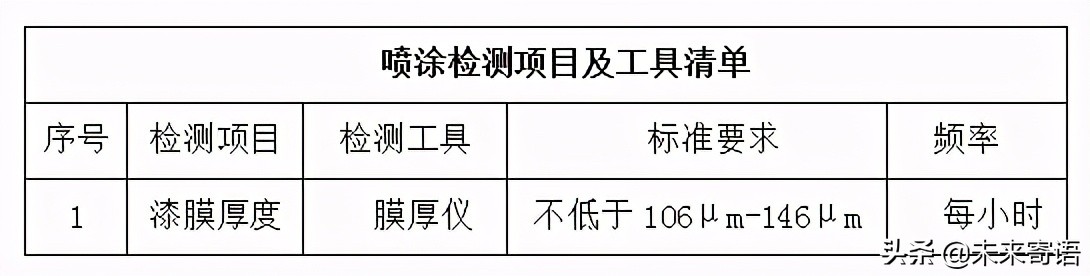
2、测量涂层厚度,出现涂层厚度过厚或过薄时,及时通知粉房进行相应调整(标准后附)。不但要避免厚度不够不合格,还要避免厚度过厚,浪费粉末。
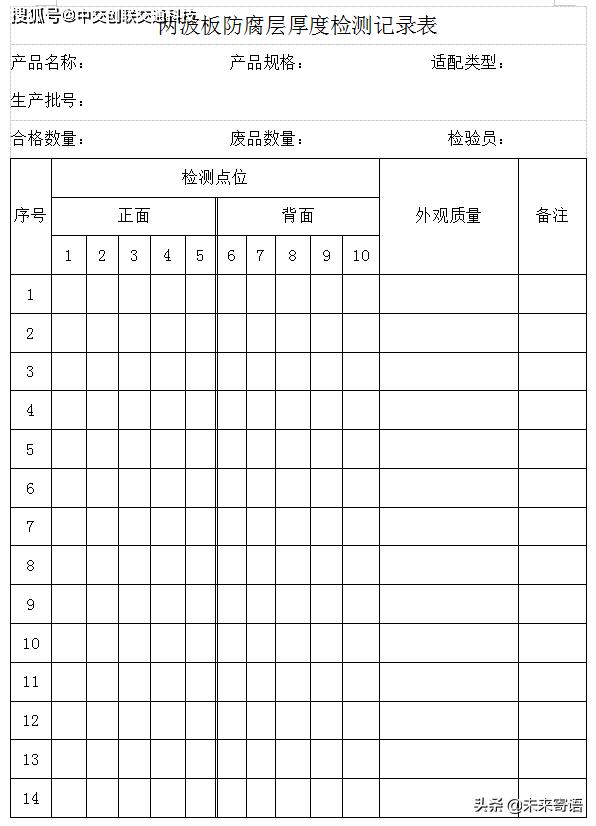
涂层厚度: 使用膜厚仪进行测量,不要在试样的边缘、孔洞和内转角等处测量。在测量前,应确保试样表面清洁。每次仪器投入使用时,以及在使用中每隔一周时间,都要在测量现场对仪器的校准进行核对,以保证仪器的性能正常。
两波板梁板测量10个点位(每个点位对应一个面,中间和两端各取1点进行测量,取三个点的平均值作为所在点位的数据并记录)

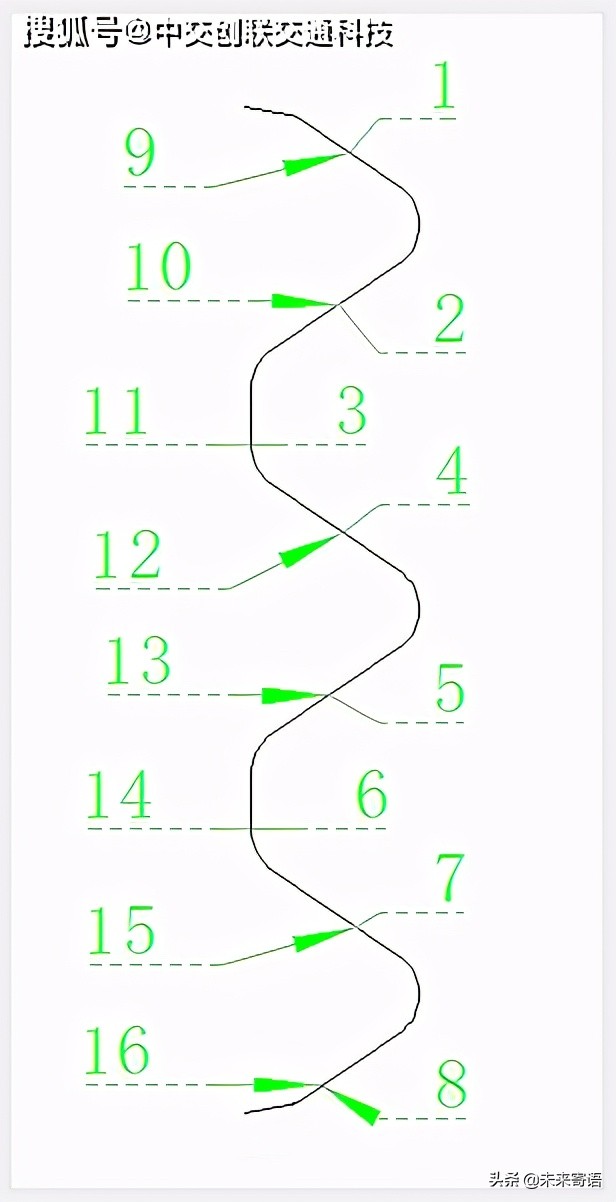
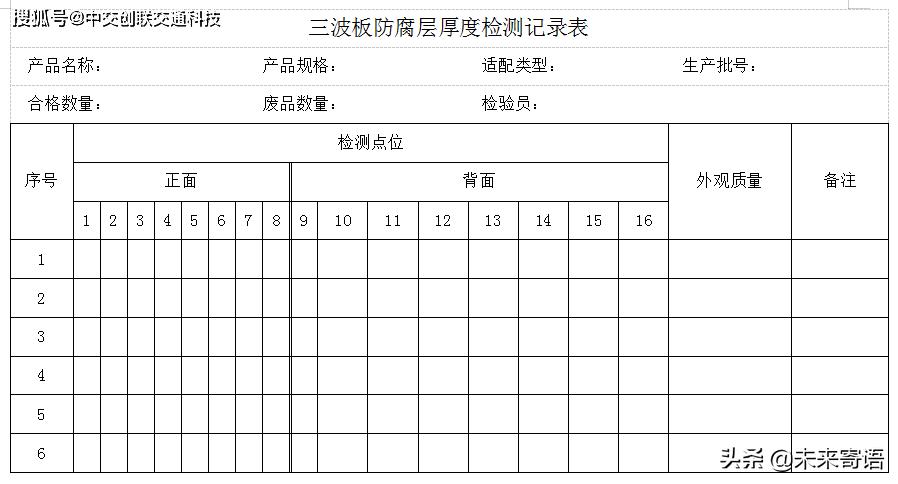
三波板梁板测量16个点位。(后附示意图)
五、下料工序:
生产自检内容:
1、外观:无漏喷、流挂、疙瘩、大面积橘皮、针孔、缩孔、脱皮、凹陷、裂缝、底粉上翻等缺陷;
2、补漆:确保每块护栏板和每支立柱与挂具接触地方全部补漆。
质检员抽检内容:
1、每小时抽检上述内容不少于一次,标准同上,如发现问题,第一时间通知班组长并反馈给质检部负责人,及时进行调整。
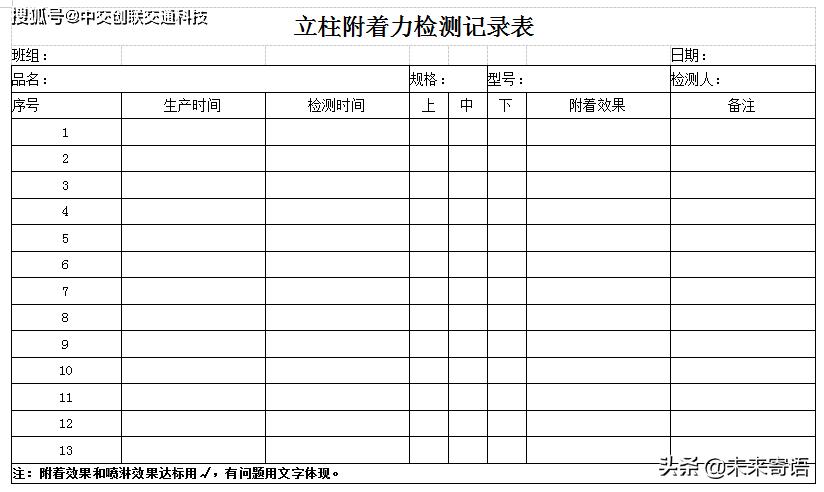
2、隔天抽检一下附着力(主要抽检当班前两包、后两包及中间两包附着力):按拉开法测试附着力,涂层层间结合拉力不低于40MPa。
3、下料成品达标,按照相关标准进行包装与码垛,由质检员贴合格证,库管办理入库。

六、其他注意事项
1、需要复喷和修复的护栏板和立柱,必须在当班处理,并且保证复喷前,护栏板和立柱表面干净,无杂质、灰尘;如遇特殊情况,复喷时间间隔不得超过24小时。
2、如遇生产暂停时间超过4小时,炉内不得存留有护栏板和立柱。
3、若发现不合格产品,使用不同于产品颜色的笔,在产品上标示出不合格位置,立即通知生产部进行调整,将不合格品标示并挑出放置到临时不合格区,并如实填写《不合格品处理单》。
4、生产过程中如抽检出质量不达标问题,进行相应处罚。


产品例行检验和确认检验
例行检验项目:
1、例行检验是在生产的最终阶段对生产线上的产品进行的检验,(3.0mm厚度护栏板和4.5mm厚圆立柱500吨/次,不足500吨每月检验一次;4.0mm厚度护栏板和6.0mm厚度方立柱1000吨/次,不足1000吨每月检验一次),通常检验后,不再进一步加工。
2、膜厚:使用膜厚仪对成品膜厚进行抽检。
3、外观质量:符合国家相关要求
4、若发现不合格产品,使用不同于产品颜色的笔,在产品上标示出不合格位置。挑出并立即通知生产部对其进行修复,修复合格前不得发货出厂。
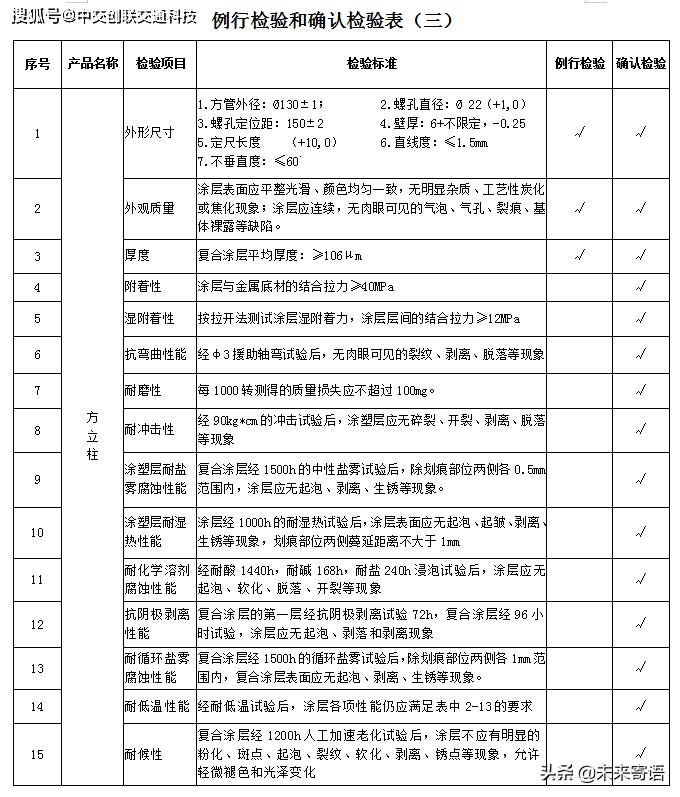
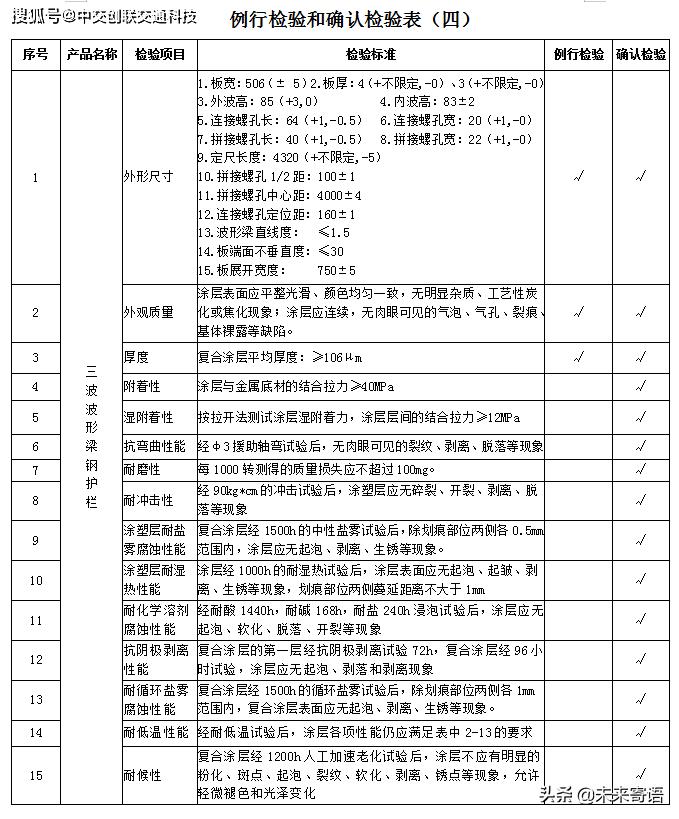
5、产品例行检验和确认检验项目内容及标准详见后附《例行检验和确认检验表》
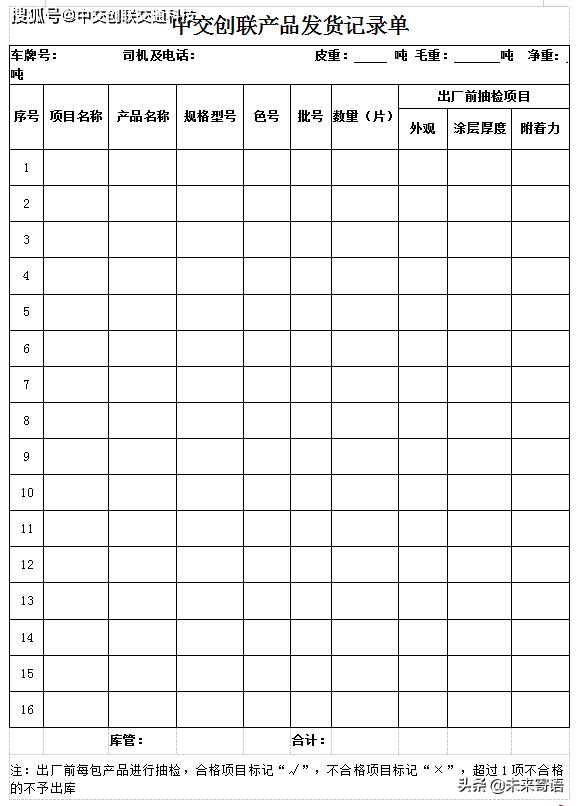
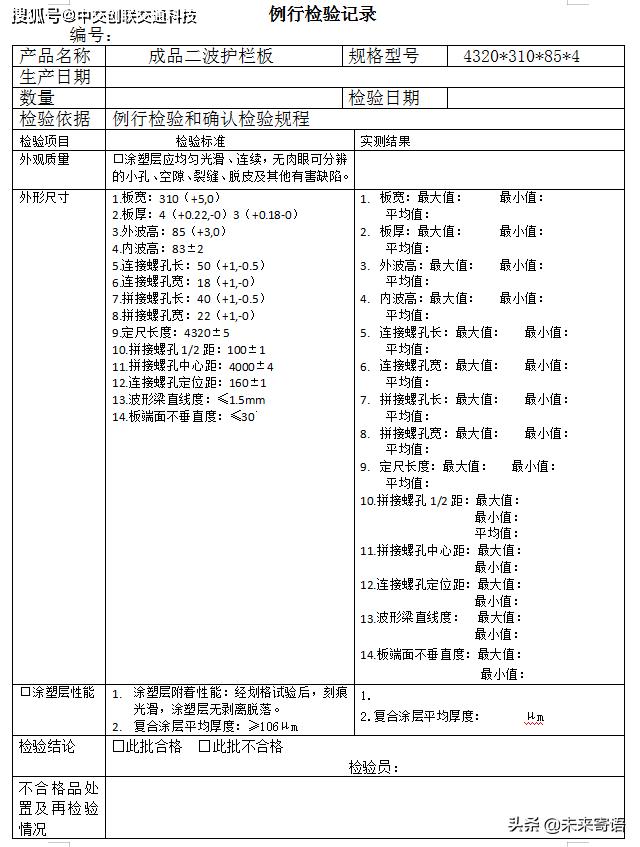
6、所有产品,出厂前进行例行检查,并如实记录《产品发货记录单》:外观、涂层厚度、附着力三项,每包抽检一片,如附着力不达标、平均涂层厚度不达标,不予发货。
确认检验:
确认检验是为验证产品持续符合标准要求进行的抽样检验,每年委托国家权威部门进行一次检测。



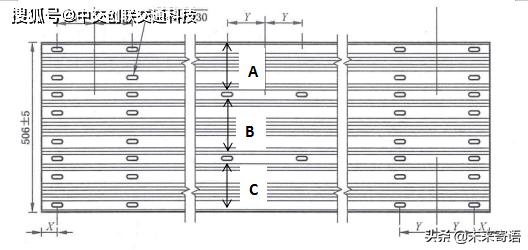
附件一:护栏孔位置测量标准
结合国家标准《GBT31439.2-2015》和现场安装要求,孔位偏差必须控制在一定单位内,具体允许偏差如下:
h1与h2距离差控制在3mm内;
H1与H2距离差控制在3mm内。

图一
图二
A与C长度差控制在3mm内;
B区间长度为194mm(误差控制在3mm内)
附件二:涂层厚度测量标准:
1、同一面测量点位不低于10个点;
2、底粉测量平均厚度不大于60μm,同一平面厚度差不大于30μm;
3、涂层总厚度测量平均厚度不大于160μm(局部厚度不得低于106μm),同一平面厚度差不大于50μm。
附件三:几何尺寸测量标准:
1. 护栏板抽检黑件:板长误差控制在±5mm、板宽误差控制在±3mm、厚度不得低于标准厚度;
2. 圆立柱黑件:直径误差控制在±1.4mm、厚度误差控制在-0.25mm、长度误差控制在+10mm;
方立柱黑件:边长误差控制在±1mm、厚度误差控制在-0.25mm、长度误差控制在+10mm