1.工件装夹的概念
在机床上加工工件时,必须用夹具装好、夹牢工件。将工件装好,就是在加工前确定工件在工艺系统中的正确位置,即定位;将工件夹牢,就是对工件施加作用力,使之在加工过程中始终保持在原先确定的位置上,即夹紧。从定位到夹紧的全过程,称为装夹。

2.机床装夹的概念
机床夹具是在机械制造过程中,用来固定加工对象,使之占有正确位置,以接受加工或检测并保证加工要求的机床附加装置,简称为夹具。例如车床上使用的自定心卡盘、铣床上使用的平口钳等都是机床夹具。

3.机床装夹的分类
机床夹具的种类很多,形状千差万别。为了设计、制造和管理的方便,往往按某一属性进行分类。比如按夹具的通用特性分类:
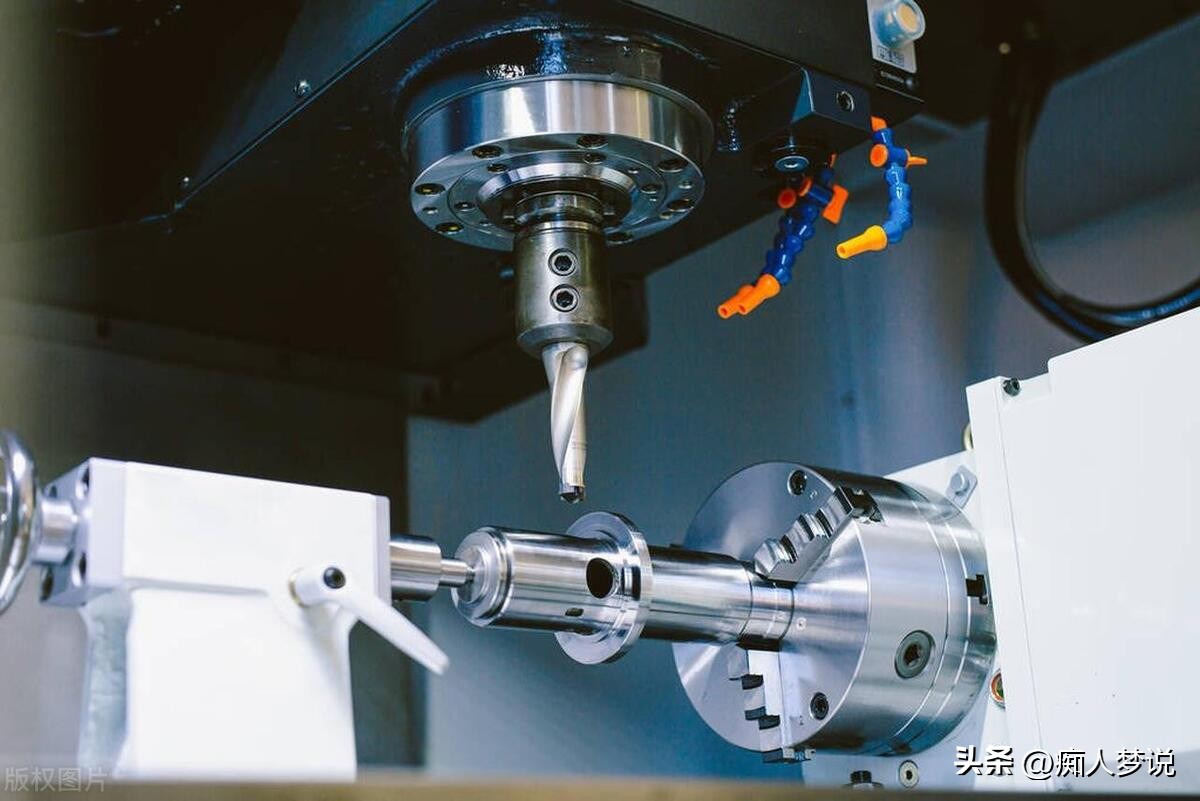
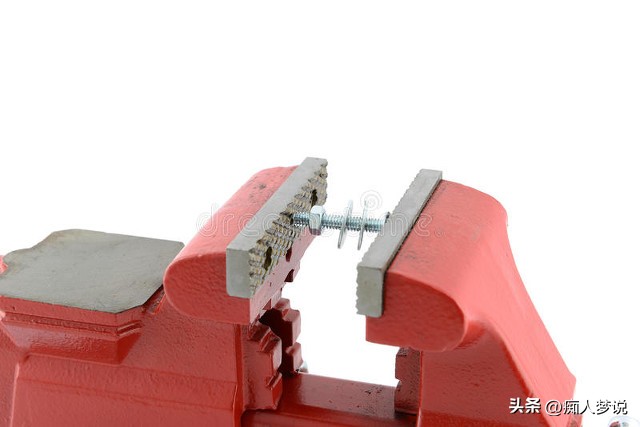
① 通用夹具
通用夹具是指结构、尺寸已规格化,且具有一定通用性的夹具,如自定心卡盘、四爪单动卡盘、台虎钳、万能分度头和电磁吸盘等。
其特点是适用性强、不需调整或稍加调整即可装夹一定形状范围内的各种工件。采用这类夹具可缩短生产准备周期,减少夹具品种,从而降低生产成本。
通用夹具的缺点是加工精度不高,生产率也较低,且较难装夹形状复杂的工件,故适用于单件小批量生产。
② 专用夹具

后盖零件钻模
专用夹具是针对某一工件的某一工序的加工要求而专门设计和制造的夹具,不能通用。
其特点是针对性极强,没有通用性。在产品相对稳定、批量较大的生产中,常用各种专用夹具,可获得较高的生产效率和加工精度。
专用夹具的设计制造周期较长,随着现代多品种及中、小批生产的发展,专用夹具在适应性和经济性等方面已产生许多问题。
③ 可调夹具

可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。
对于不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。可调夹具在多品种、小批量生产中得到广泛应用。
④ 成组夹具
这是在成组加工技术基础上发展起来的一类夹具。
成组加工技术是指通过一定的分类方法,把不同产品的多种机械零件按形状、尺寸、材料和工艺要求的相似性分类归组,根据同一组零件的共同工艺路线,配备相应的、快速可调的工艺设备和工艺装备,采用适当的布置形式,按零件组组织加工(成组加工)的一种技术。成组夹具就是根据成组加工工艺的原则,针对一组形状相近的零件专门设计,也是具有通用基础件和可更换调整元件的夹具。
这类夹具从外形上看,它和可调夹具不易区别。但它与可调夹具相比,具有使用对象明确、设计科学合理、结构紧凑、调整方便等优点。
⑤ 组合夹具

组合夹具是一种模块化的夹具,并已商品化,由可反复使用的标准夹具零部件(或专用零部件)组装成易于连接和拆卸的夹具。
组合夹具又称柔性组合夹具,分为机床组合夹具和焊接组合夹具。是由一套由各种不同形状、规格和用途的标准化元件和部件组成的机床夹具系统。使用时,按照工件的加工要求可从中选择适用的元件和部件,以搭积木的方式组装成各种专用夹具,称为柔性组合夹具。
标准的模块元件具有较高的精度和耐磨性,可组装成各种夹具,夹具用毕即可拆卸,留待组装新的夹具。由于使用组合夹具可缩短生产准备周期,元件能重复多次使用,并具有可减少专用夹具数量等优点,因此组合夹具在单件、中小批、多品种生产和数控加工中,是一种较经济的夹具。