
阅读文章前辛苦您点下“关注”,方便讨论和分享,为了回馈您的支持,我将每日更新优质内容。
文 | 做个闲懒诗人
编辑 | 做个闲懒诗人
前言
针对某钢厂CSP产线精轧机组主减速机轴承频繁失效问题。
在获取减速机力能参数基础上,结合精轧机监测系统数据,采用有限元仿真对轴承应力水平进行分析,获得轴承及保持架应力谱 ,再采用疲劳累积损伤理论对轴承使用寿命进行分析,得出轴承保持架疲劳破坏是轴承失效的主要原因。
因此,对轴承结构形式进行了优化,将原轴承更换为穿销孔轴承,重新进行疲劳寿命评估,发现改进后的轴承保持架的疲劳寿命很长,产生损坏的机率极少,可从根本上解决轴承故障问题。
为提升盈利能力,某钢厂CSP产线不断优化产品结构、提高盈利品种比例,其中用于集装箱面板和汽车骨架的高强度(屈服强度≥700MPa)薄材、极薄材产量占比逐年攀升。
高强极薄带材属高附加值产品,其生产过程中轧机负荷大、板形控制困难,对设备的功能精度和承载能力要求极高。
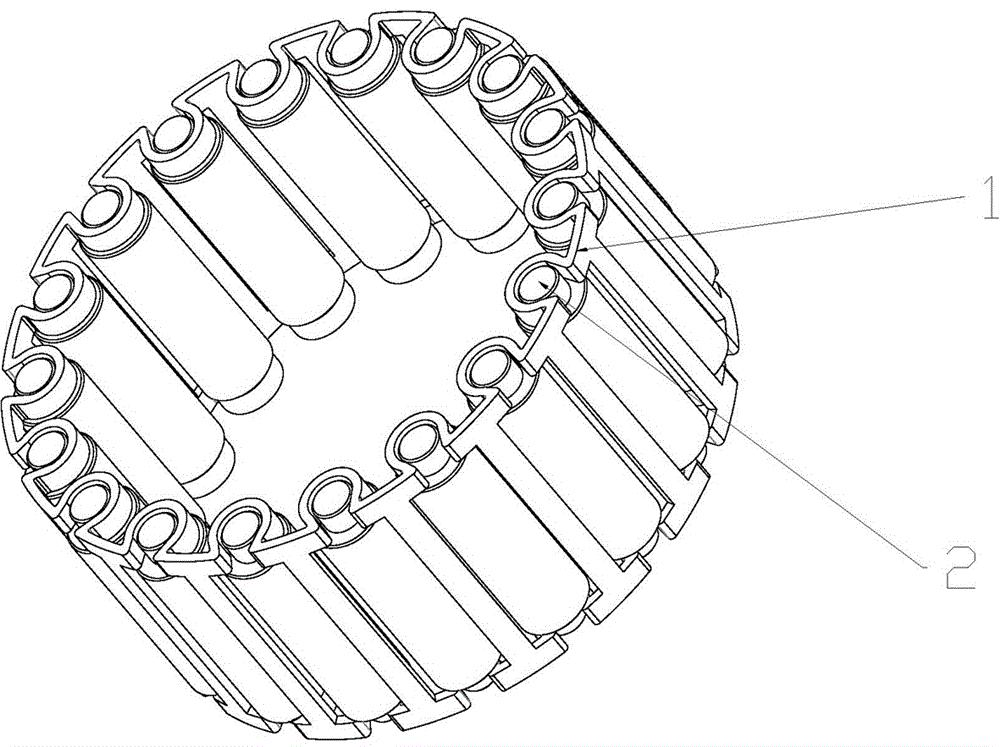
长期的超负荷生产导致该系统主减速机轴承频繁断裂失效,图1为2020年F5主减速机输入轴止推端轴承保持架断裂现场。

因此,如何有效评估轴承承载能力,优化其结构形式并提升其使用寿命是高效稳定生产的迫切需要。
我们以F5轧机主减速机双列圆锥辊子轴承BT2B331854/HA1为研究对象,对其承载能力及使用寿命进行分析。

F5减速机力能参数计算
结构有限元分析中,载荷边界条件应根据结构所受载荷施加,因此,首先需进行减速机主要力能参数计算,F5主减速箱高速轴斜齿轮受力分析简图如图2所示,其中,主动齿轮为高速轴齿轮,从动齿轮为低速轴齿轮。
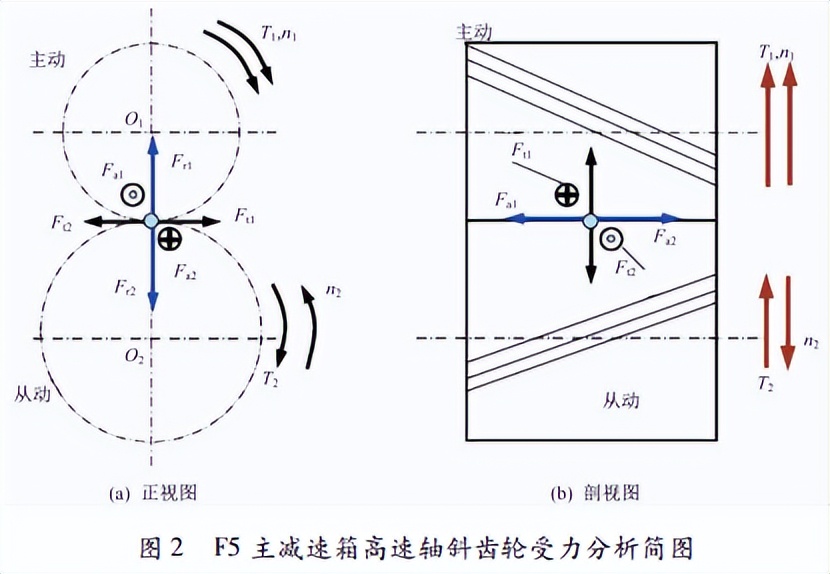
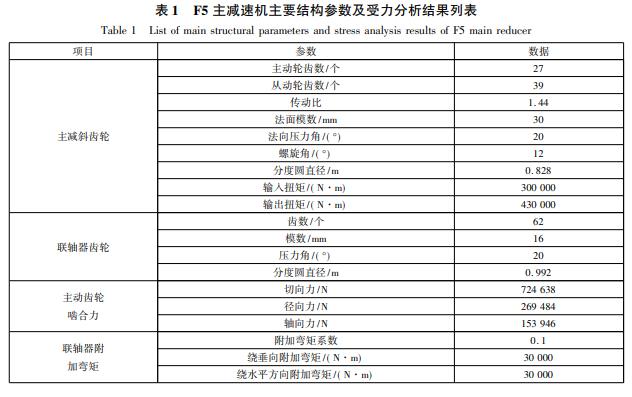
从精轧机监测系统中获取F5轧机轧制扭矩信号,取峰值轧制扭矩为430kN·m ,最终获得F5主减速机主要结构参数及受力分析结果,见表1。

改型前轴承承载能力分析及疲劳寿命预测
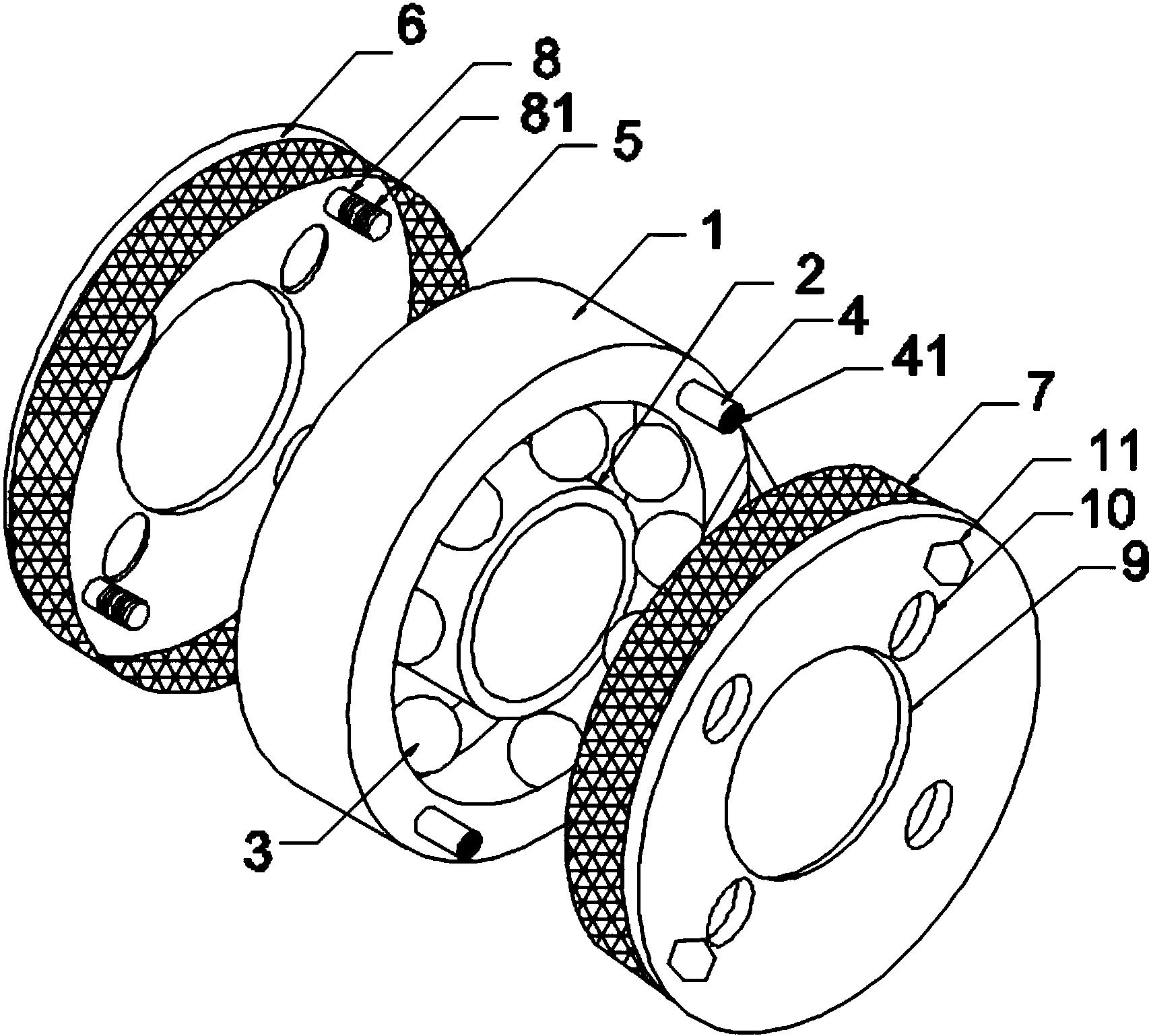
根据上述分析,我们以BT2B331854/HA1为例,装配简图如图3所示。
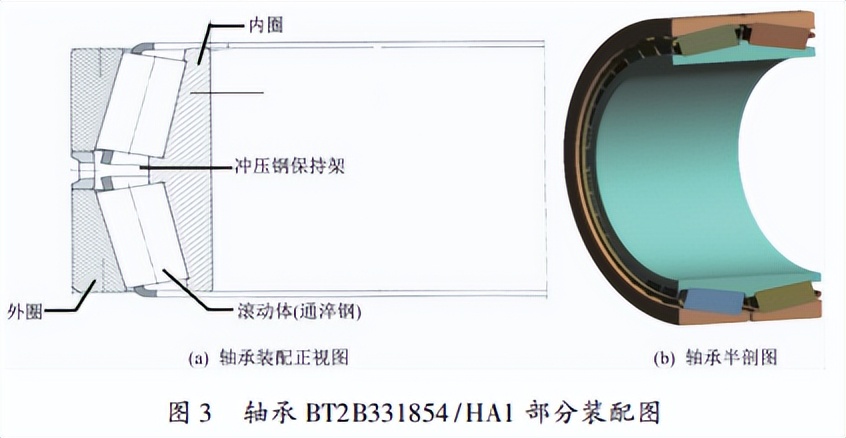
按轴承BT2B331854/HA1实际尺寸建立轴承有限元模型,包含止推轴承内圈、A和B两列圆锥滚子、保持架A和保持架B、外圈、简化的圆柱滚子轴承和轴。
轴和内圈之间、轴和圆柱滚子轴承之间设置绑定接触边界条件(Bonded),圆锥滚子轴承内圈与滚子、滚子与保持架、滚子与外圈之间设置不分离接触边界条件(NoSeparation)。
设置圆锥滚子轴承外圈外表面和圆柱滚子轴承外表面固定约束(FixedSupport),齿轮接触面上添加柱坐标系下的轴向、径向和轴向力载荷(Force),轴端添加电动机输出扭矩(Moment-Torsion)和联轴器附加弯矩(Moment-Bending)。
图4为轴承的有限元模型及网格划分。
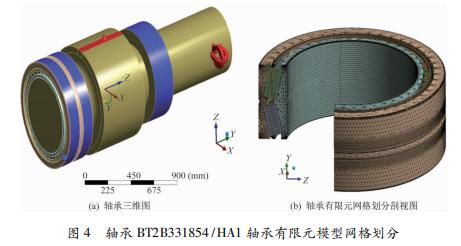
图5为轴承BT2B331854/HA1在输出扭矩为430kN·m、输入扭矩为300kN·m条件下的等效应力分布及最大等效应力位置。
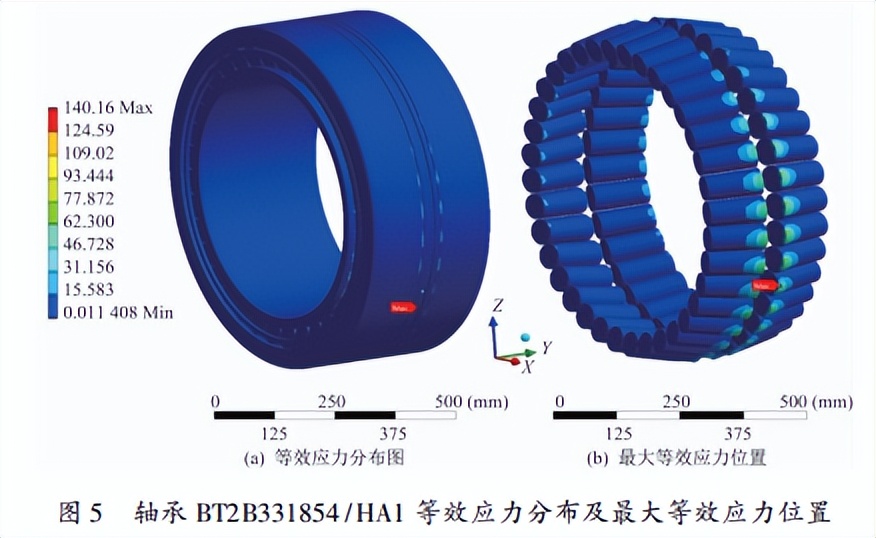
可见轴承最大等效应力位于滚子上, 最大等效应力值为140.16MPa ,滚动轴承滚子材料的屈服极限都在500MPa以上,因此,滚子强度足够,不易破坏。
为了提高计算效率,在滚子和保持架上划分较小的网格,而内圈和外圈上的网格比较稀疏。
为了进一步提高保持架上应力分析精度,在原始有限元模型解析结果基础上开发了保持架应力解析子模型,子模型上添加滚子与保持架接触位移边界条件。
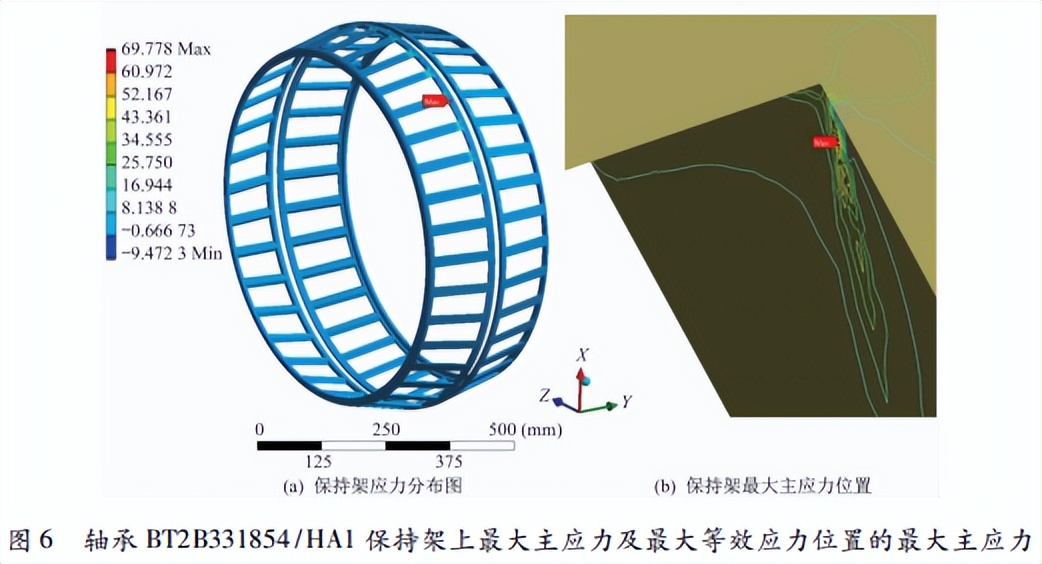
在输入扭矩为300kN·m条件下,图6为保持架最大主应力分布图, 最大主应力值为69.78MPa。
轴承等效应力最大部位位于滚子上,该部位处于三向受压状态,而等效应力峰值为140.16MPa,远小于轴承滚子的屈服极限,因此不易发生破坏。
轴承保持架上最大等效应力位于兜孔内表面,最大等效应力位置处于三向拉应力状态,容易产生疲劳破坏,最大主应力值为69.78MPa,应该采用最大主应力预测保持架疲劳寿命。
轴承破坏的主要部件为保持架,可见保持架是轴承的薄弱环节,因此,我们以该轴承的保持架为研究对象,对轴承疲劳寿命进行评估。
评估的基本流程为:确定保持架材料的p-S-N(p为失效率,S为应力,N为循环次数)曲线。
根据精轧机监控系统数据,确定轴承扭矩载荷谱。
根据有限元分析结果,确定轴承保持架应力谱。
根据疲劳累积损伤理论,对轴承保持架疲劳寿命进行评估。
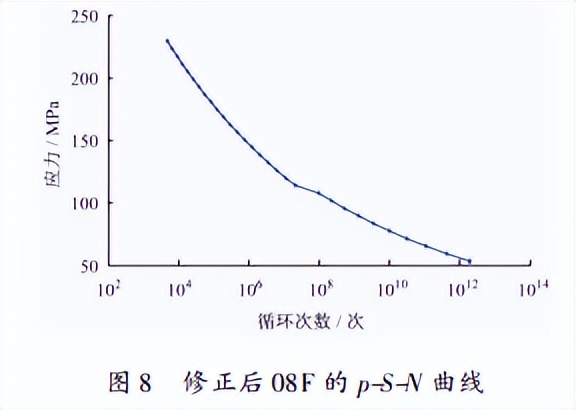
BT2B331854/HA1轴承保持架材料为DD13,该材料物理特性与我国冲压钢08F一致,故轴承保持架的材料参数按照08F查询,该材料的p-S-N曲线的表达式分段表示如式(1):
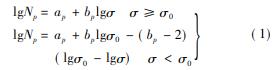
式中:Np为失效率为p的循环次数;ap,bp均为常数;σ为应力;σ0为疲劳极限。
p-S-N曲线中,σ=σ0点的横坐标取为N0=107,此时的疲劳极限σ0=118MPa ,依据与08F力学性能最接近的Q235在置信度为99.99%时的ap和bp试验数据。
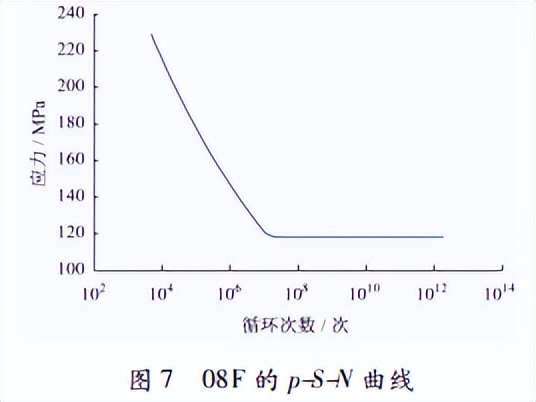
对08F钢的ap和bp的取值进行了修正,修正依据为:ap和bp的取值应使σ0=118MPa时,循环次数Np=107,由此得到的ap=32,bp=-12,其对应的p-S-N曲线如图7、8所示。
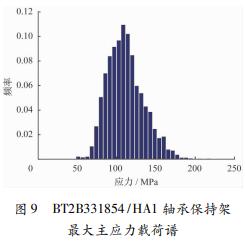
根据F5精轧机监测系统数据,读取了F5轧机在2020年3月16日至4月9日共计6204块被轧制钢坯的全部扭矩数据,由扭矩载荷谱及扭矩与应力之间的线性关系,得到轴承保持架最大主应力载荷谱如图9所示。
设整个工作寿命期间的应力循环总次数为N总,则某一应力级别的应力循环次数ni为式(2):

式中:pi为应力级别σi的概率,由轴承保持架应力谱查得。
线性累计损伤理论认为,当式(3)中D=1(D为临界损伤和)时结构就发生疲劳破坏。

式中:Ni为单纯在交变应力σi作用下使结构发生疲劳破坏的应力循环次数;k为载荷谱(应力谱)中应力分级的级数,见图9所示的最大主应力载荷谱。
当D改为一个不等于1的其他常数a时,称为修正Miner法则,其数学表达式见式(4):

工程上通常将a值取为0.7,当a取为0.7时,其寿命估算结果比Miner法则安全,寿命估算精度也从总体上比Miner法则有所提高。
代入(2)式,得:

跟踪监测的25d内,F5轧机共轧制6204块钢坯,保持架应力主循环次数为6204次,按年生产340d计,F5轧机主减速机轴承每年应力循环次数为:

以N年=85000次计,若以CSP年产240万t、每块钢坯平均重20t计,F5轧机主减速机轴承每年应力循环次数为:

F5轴承的疲劳寿命T(工作寿命)见式(6):
根据轴承保持架应力谱和式(6),可对轴承保持架的疲劳寿命进行评估,结果如图10所示。
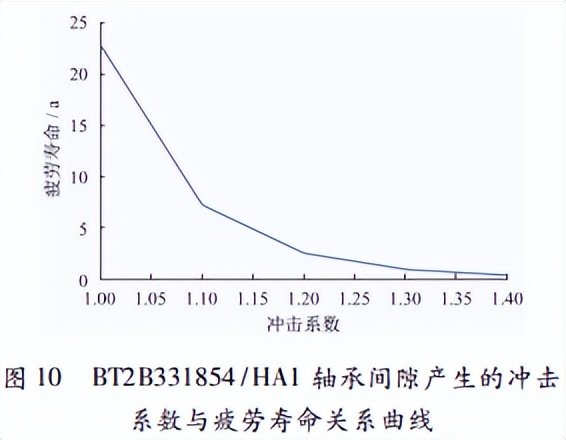
由图10可以看出,冲击系数与轴承保持架疲劳寿命之间近似为指数衰减关系,可见,冲击对轴承保持架寿命的影响巨大。

轴承改型优化方案
上述分析表明,轴承保持架疲劳破坏是轴承失效的主要形式,为改善服役轴承保持架的应力状态并降低其服役应力水平,需降低滚动体与保持架之间由于无约束状态引起的冲击载荷。
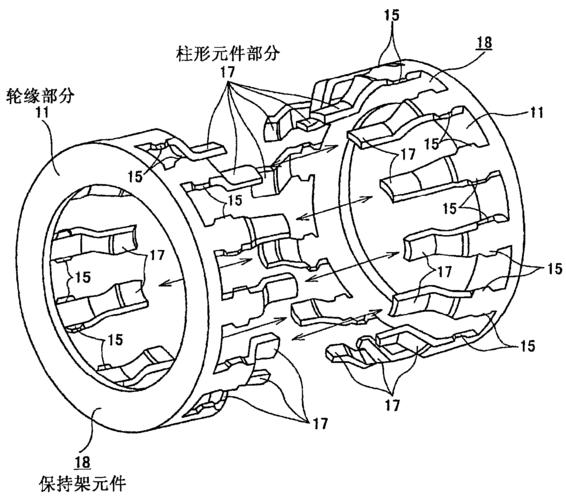
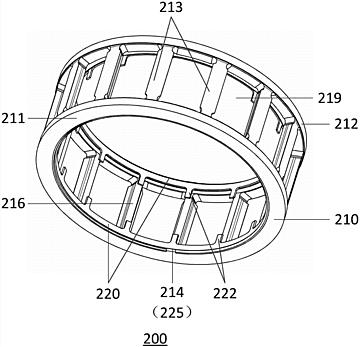
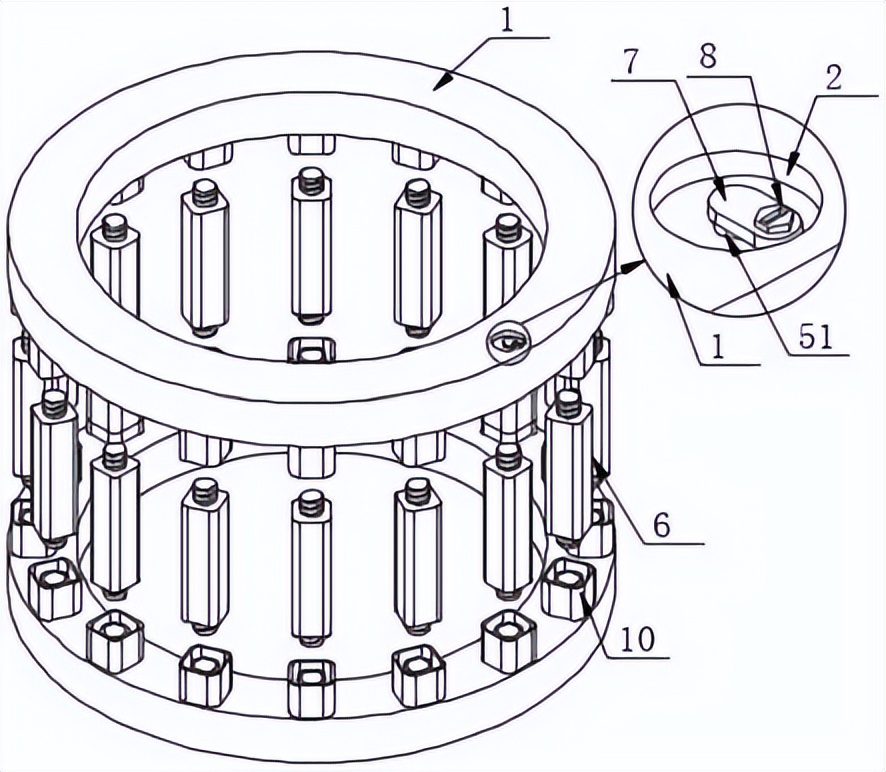
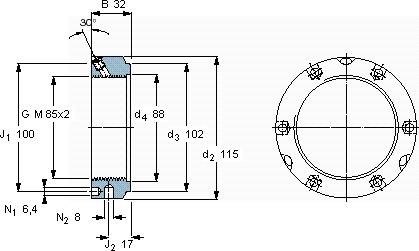
为此,考虑将原BT2B331854/HA1轴承更换为BT28305/HA4穿销孔轴承(图11),穿销孔轴承的滚动体通过销轴与保持架相连,使得滚动体只能够沿销轴旋转,而不能有平移和歪斜,进而限制了滚动体对保持架的冲击载荷。
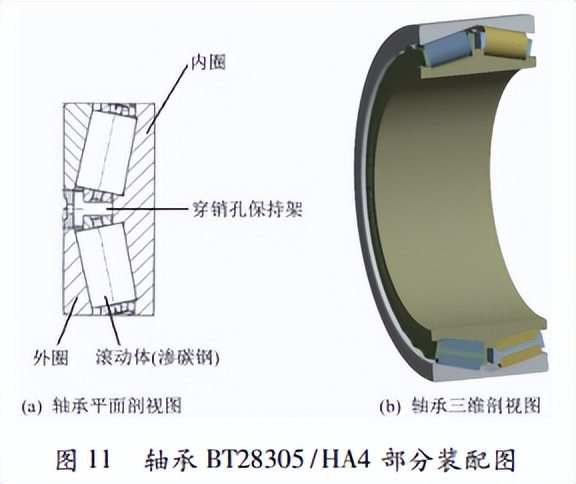
轴承BT28305/HA4与轴承BT2B331854/HA1相比,外形尺寸一样,区别在于BT2B331854/HA1采用冲压钢保持架,内外圈材料采用渗碳热处理,而BT28305/HA4采用加强型穿销孔保持架,内外圈、滚动体材料都是 渗碳热处理 ,抗振抗冲击能力明显更强。
BT28305/HA4外圈取消吊装螺纹孔设计,避免螺纹孔因冲击等异常应力集中出现断裂的风险。
BT2B331854/HA1和BT28305/HA4滚动体由于采用的保持架形式不同,直径和长度尺寸有所不同,BT2B331854/HA1滚动体为通淬钢,BT28305/HA4滚动体为渗碳钢。

改型后轴承承载能力及疲劳寿命分析
按轴承BT28305/HA4实际尺寸建立如图12~14所示的有限元模型,与BT2B331854/HA1轴承有限元模型相比,本有限元模型中内圈、外圈、滚子和保持架的结构均按图纸做了修改,但边界条件相同。
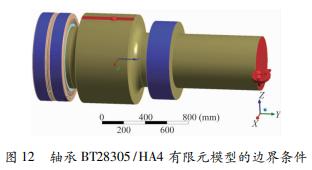
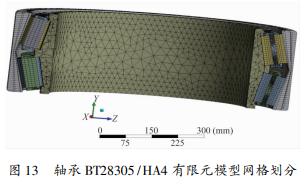
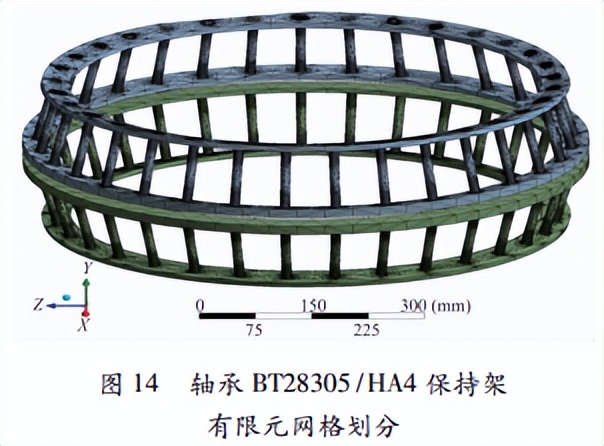
图15为在输入扭矩为300kN·m条件下,轴承BT28305/HA4保持架的等效应力分布,可见最大等效应力位于销轴与保持架相交处, 最大等效应力为46.03MPa。
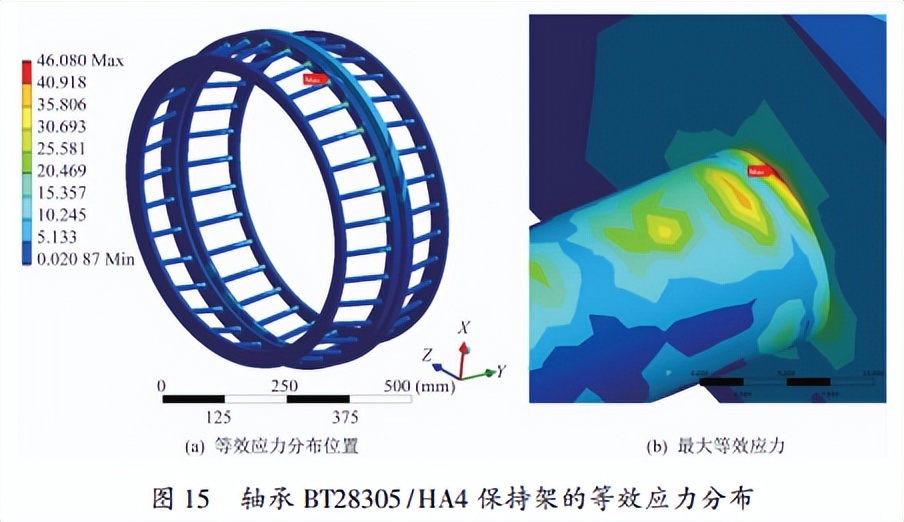
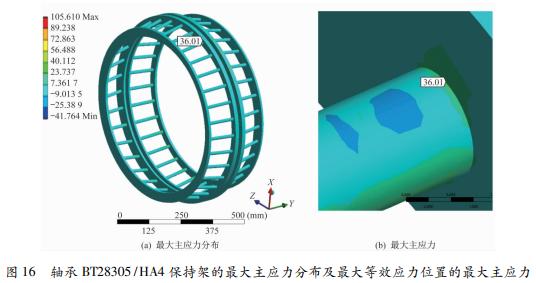
图16为输入扭矩为300kN·m条件下,轴承BT28305/HA4保持架的最大主应力分布云图,最大主应力在上述 最大等效应力位置的值为36.01MPa。
在同样工况条件下,采用改型后的穿销孔轴承BT28305/HA1与BT2B331854/HA1仿真分析对比见表2。

由以上分析可知,轴承BT28305/HA4保持架上的最大等效应力位于销轴与保持架相交位置, 最大等效应力仅为46.03MPa ,该位置处于拉压应力状态,采用最大等效应力校核其强度。
输入扭矩为300kN·m条件下,轴承BT28305/HA4保持架较轴承BT2B331854/HA1保持架的等效应力降低14%, 最大主应力降低48.39%。
根据疲劳寿命计算方法,在相同的轧制品种时,采用新的BT28305/HA4穿销孔轴承后,在不同的冲击系数下,轴承保持架的疲劳寿命结果如图17所示。
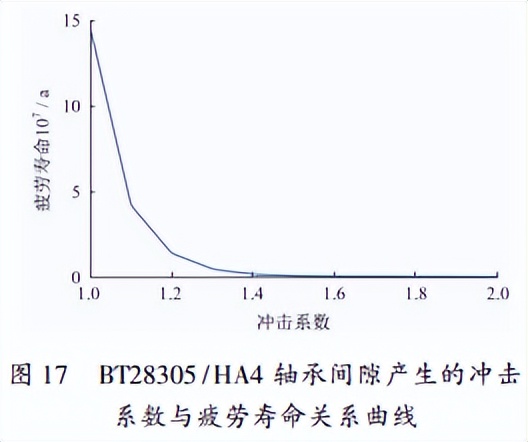
由图17可以看出,冲击系数与轴承保持架疲劳寿命之间近似为指数衰减关系,与改进前的轴承保持架相比,在轧制相同品种时,改进后的轴承保持架的疲劳寿命很长,其产生损坏的机率极小。
结论
按照轧制扭矩430kN·m计算F5减速箱高速轴所受的载荷,轴承保持架的最大主应力值达69.78MPa。
考虑到滚动体与保持架之间产生的冲击,该最大主应力峰值将接近甚至超过保持架的疲劳极限,进而引发保持架的疲劳损伤,是轴承断裂失效的主要原因。
在轧制相同品种时,若采用改型后的BT28305/HA4穿销孔轴承,其保持架的疲劳寿命很长(接近无限期),产生损坏的机率极小。
改型后的新轴承,现场投用已稳定运行近2年,未出现任何损坏迹象。
引用参考文献
1、张堂正,陈燕才.CSP精轧机组负荷优化分配研究[J].武钢技术,2015,53(5):38-41.
2、熊得斌,王志刚,张堂正,等.带钢卷取过程的有限元动态仿真[J].热加工工艺,2015,44(3):174-177.
3、陈小睿,张殿华,马建阳,等.CSP产线全流程负荷分配策略优化[J].中南大学学报(自然科学版),2020,51(3):697-703.
4、汪军,张志宏,刘志强,等.组合式齿轮硬度控制及强度分析计算[J].轻工科技,2021,37(1):64-66.
5、徐灏.机械设计手册(第1卷)[M].北京:机械工业出版社,2003:108-114.