机械设计附耳盖子压盖连续模具设计
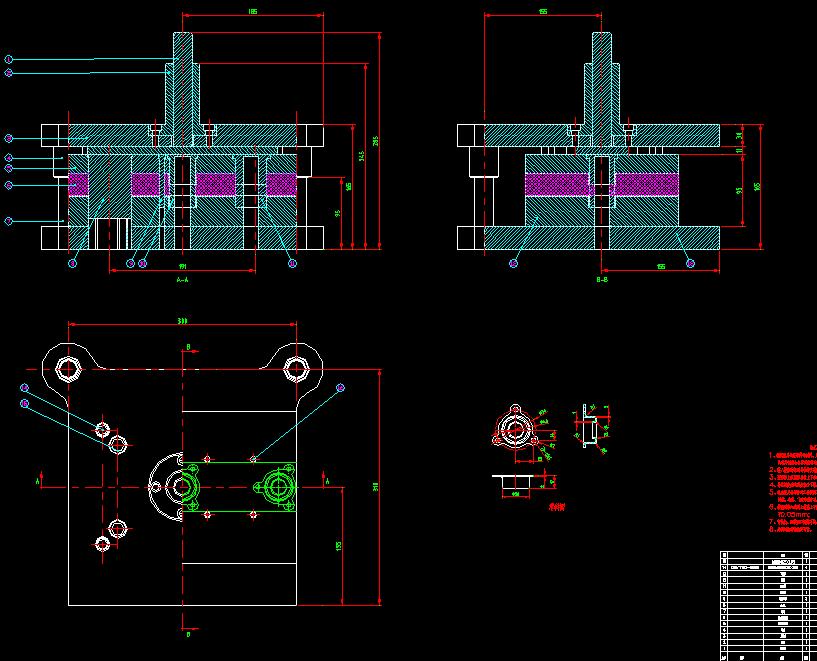
本次设计是压盖连续冲裁模的设计,制件为压盖。本文借鉴了冷冲压模具设计的全部过程。文章主要过程是从产品的工艺分析到最后设计冲压模具,首先,通过对制件的特点的了解,进一步对制件进行工艺分析,确定该制件符合冷冲压加工的要求。冲压工艺方案和结构确定为级进模具冲压,并对级进模进行设计。除对制件进行排样分析和计算搭边值、冲压力、以及确定模具压力中心外还重点分析了制件的凸模、凹模及其凸凹模结构并进行设计、计算,定位零件的选取和结构分析,以及固定方式等技术难点,最终通过AutoCAD进行绘图,得到相关零件的零件图及级进模具的装配图。
关键词:冷冲压;压盖;级进模具设计
零件的工艺性分析是指分析该零件采用冲压加工的难易程度和经济性。分析时,要根据制件零件图或者实物,分析其几何形状、尺寸、料厚、结构工艺性、精度及表面粗糙度要求、制件材料、生产数量等是否符合冲压要求。
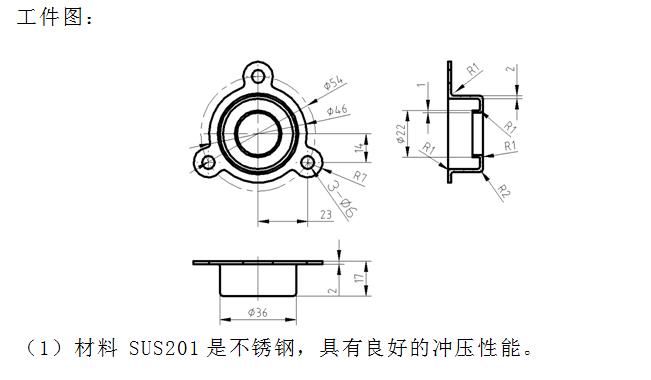
(1)材料 SUS201是不锈钢,具有良好的冲压性能。
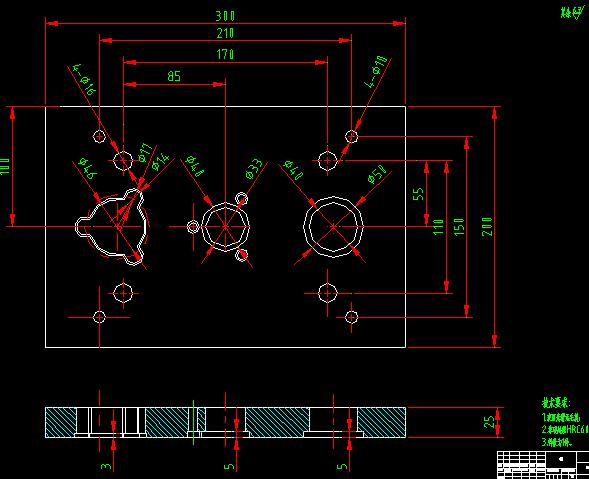
(2)工件结构 该零件形状简单。孔边距远大于凸、凹模允许的最小壁厚,故可以考虑采用连续冲压工序。
(3)尺寸精度 零件图上尺寸未标注公差,属自由公差,按IT14级确定工件的公差,一般冲压均能满足其尺寸精度要求。
该制件采用大批量生产,主要包括拉伸,冲孔、翻边、落料几个基本工序,可以采用的工艺方案有:
(1)先落料,再冲孔,然后切口、切断,采用工序模生产
(2)落料—冲孔级进冲压,然后切口、切断,采用级进模生产
(3)拉伸然后冲孔,翻边,落料,采用连续模(级进模)生产。
方案(1) 模具结构简单,制造周期短,成本低,但需要两道工序 ,两套模具才能完成该零件的加工。两套模具使成本相应的也提高了,生产效率低。难以满足零件大批量生产的需要。
方案(2) 采用级级进模冲裁时,生产效率高,操作方便,但误差较大,对于此冲件不合理。
方案(3) 采用级进模冲裁,冲出的零件精度和平直度较好,生产效率高,并且可以节约成本。
通过以上分析得出该零件采用方案(3)级进模冲裁。
冲压模具的形式很多,一般可按以下几个主要特征进行分类。
根据工艺性质分类
(1)冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模 使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形