精特模具:
像这类的小五金模,我们都配好导柱和冲头,为什么老是冲压时就说弹簧弹不开。次次都用蓝弹簧了,现在准备买绿弹簧试模。
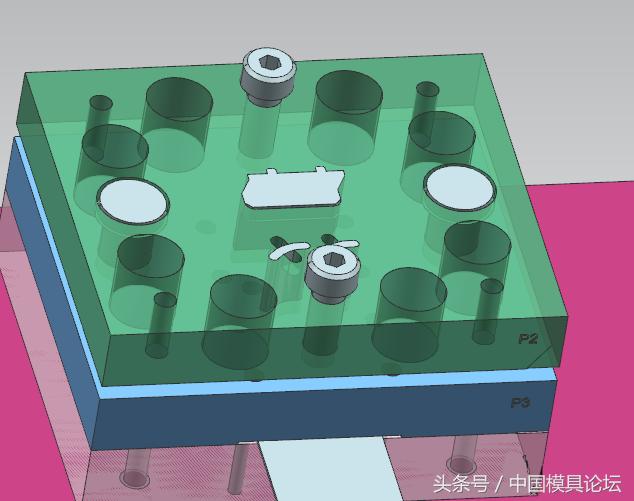
圆孔就是弹簧孔分布
黑旋风李逵:
卸料力是有公式计算的。材料的不同,受力点的不同。都会有点差异。
中国模具-陆工:
1、卸料力够不够
2、卸料力分别是不是均匀3、卸料板装配是否平行
4、冲头装配是否垂直
5、冲头跟卸料板的间隙是否偏紧
LIAOYAO:
楼主说 “次次都用蓝弹簧了,现在准备买绿弹簧试模 ”原来弹簧力是用颜色来判定,楼主可以用喷漆将蓝色喷成绿色,这样便不用再去买弹簧,并且成本低 这套模具料带的卸料力是很小很小,可模具脱料板复归却是要很大很大的力。从图片便可目测得知相关信息。主题 ”弹开问题“ 将图片里等高套去掉便是可以“弹开”
guwq0724:
楼主,新手?问题多多啊。
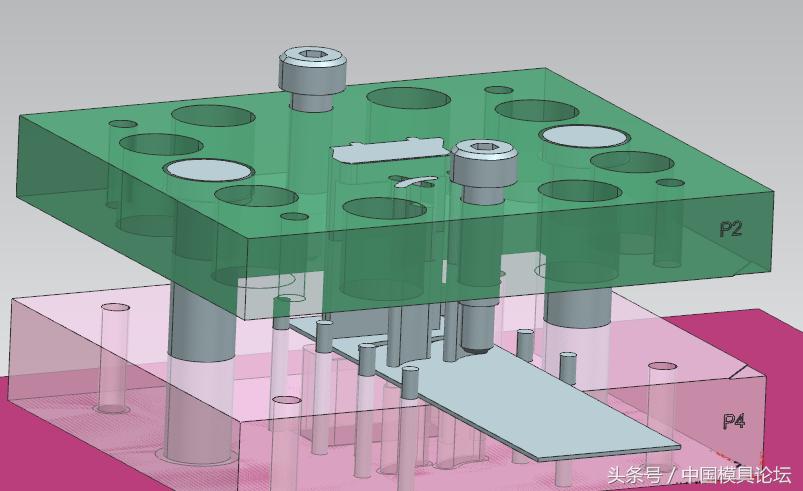
1>2个导柱/等高螺丝退料会不平衡,做4个。
2>等高螺丝孔要单+0.5钻,弹簧选用直径20或以上。
3>退料弹簧小模具用红色的(20~30),中大型用绿色/棕色/黑色/氮气缸(25~40或以上)。
4>选用弹簧首算退料力和行程,根据排布位置/模板高度选用弹簧直径和颜色(压缩比)。
个人之见,,有不同见解的大师请多指教。
cming:
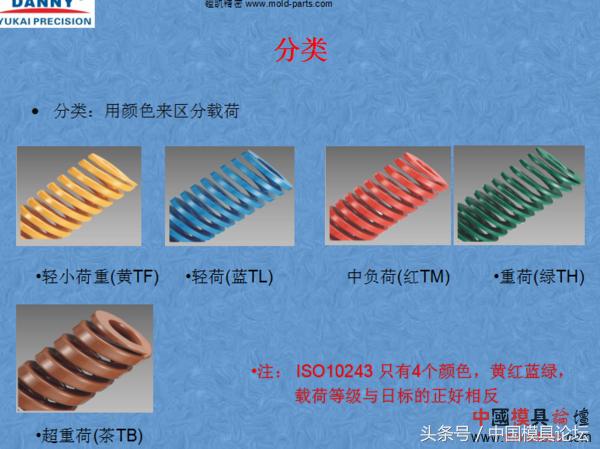
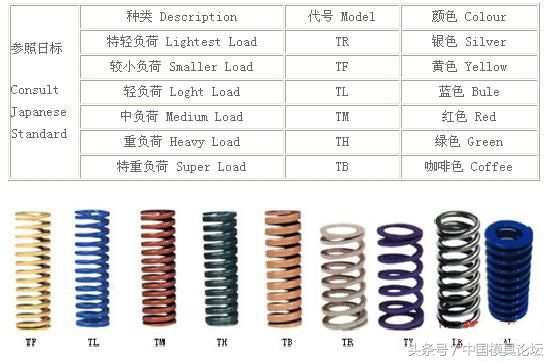
在冲压模具中,落料模具脱料如用的是扁弹簧,扁弹簧按颜色的分类,各表示弹簧的载荷重,在模具脱料使用中,先计算产品的脱料力,还要加上导柱、脱模螺丝(塞打螺丝)、冲公等与脱料板之间的摩擦力因素,弹簧用预压状态还是用压缩状态,因根据产品的厚度与冲压深度(如拉深、成型打弯模具)。 楼主所用的是蓝色的扁弹簧是属于轻载荷的,也不知道你在压缩时的载荷是多少,弹簧的直径多少?这个都是有要求的,估计你的弹簧载荷和压缩的比例不够,还有你的脱模螺丝应做4个放在四个角比较平衡一点,看附图弹簧图:
如有说的不对的地方,请批评与指正,谢谢!

精冲小刘:
不脱料的原因首先要看你算的准不准,不同材料厚度的脱料力也不同,F脱=k脱F冲。其次看你脱料板的间隙,再冲裁过程中是否出现了脱料板和冲头、导柱接触甚至咬死的情况,还要检查脱料板的加工精度有没有偏单边或椭圆,这些都会造成脱料不正常的。
没田的农民:
楼主得多学习,不光是弹簧的问题。
看你这图,导柱只用两个,而且一样大,又不错位。不能防呆。
LIAOYAO:
这套模脱料不顺最大的原因在于导柱与导柱孔的卡滞,
从图片里直接看出加工精度不算高,8个弹簧环绕配置而凸模卸料力却是偏心的,因此卸料板被弹簧顶偏斜,导柱与导柱孔便出现严重的卡滞,才会脱料不顺。
tiancaiashuai:
你们用什么颜色弹簧,用多大的弹簧,有标准吗?