自动化货架
货架基本要求
货架采用独立的钢结构系统,采用组合式货架,材质选用235优质型钢制造,能承受所载物体重量和机械运转,稳定可靠。选用原材料经冷轧加工的型材制作。货架抗震烈度等级按8级设计耐火极限不低于4H。
货架部件(地轨、螺栓、压块等除外),均为环氧树脂静电喷涂处理,表面处理工艺如下:货架黑坯→除油→酸洗除锈→清洗中和→磷化→烘干→自动喷塑→固化。塑层平均厚度不低于80μm,最小不低于60μm,表面塑层硬度2H,附着力达GB9286-88标准中的2级,货架表面工艺处理要求不允许出现缩孔、流挂等现象,货架颜色RAL9002 乳白色。
货架制造及安装精度
- 同层托梁或横梁高度偏差±2 mm;
- 同货格同层横梁,靠堆垛机侧横梁的高度不应低于另一侧,其高差应≤4mm;
- 货架片全高极限偏差为±2 mm货架片;
- 全宽极限偏差为±2mm;
- 货架片同侧面在巷道全长弯曲偏差≤10mm;
- 货架片侧面及立柱内外弯曲偏差≤10mm(全高);
- 相邻货架片立柱底部中心距偏差±2mm;
- 以轨道中心线为基础到二边货架的尺寸偏差±2mm;
- 同一巷道同列货架片错位偏差≤5mm;
- 上下立柱之间必须紧密贴合,不允许存在间隙。
- 货架底脚螺栓距中心孔距偏差±2mm;
- 相邻货架片立柱底部中心距极限偏差±3mm;
- 货架同层载货托梁或横梁高度偏差±5mm;
- 同一巷道同列货架片错位≤5mm;
- 货架片的垂直度全高极限偏差≤15mm;
- 地轨垂直弯曲极限偏差±3.0mm;
- 轨道水平弯曲极限偏差±3.0mm;
- 天轨的水平弯曲极限偏差±4.0mm;
- 地轨与天轨的水平错位≤5mm。
货架安装调试及交验
货架的安装、调试、交验的依据:国标GB50205-2001、行业标准JB/T5323-91、货架供应商的企业标准。
货架片
货架片为组合式,是由两个立柱之间用C型型材连接成片状框架,立柱孔距为50/75mm,连接横梁可以在货架全高范围内做间隔为50/75mm的调整。
主要由以下几部分组成:货架片、横梁、垂直拉杆、水平拉杆、吊梁等。
横梁
横梁是将各货架片连接成一体的构件。横梁采用矩形方管(或矩形扣合梁),通过挂片同立柱连接。采用矩形方管(或矩形扣合梁),既保证了承载能力,又减轻了整体重量,同时也使外观轻巧大方。
垂直拉杆
垂直拉杆装置分布在货架两端及中部的背后,对整个货架系统起到顺巷道方向的稳定作用。垂直拉杆装置通过螺栓同货架立柱连接在一起。
水平拉杆
水平拉杆装置分布在相对于垂直拉杆位置的货架某几层处,对整个结构的平面方向起到稳定作用。水平拉杆通过螺栓同货架横梁连接在一起。
吊梁
吊梁是货架同堆垛机系统的接口部位,主要作用为安装堆垛机运行的天轨,同时通过螺栓连接将整个货架系统连在一起。
货架工艺
部件焊缝表面焊接均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷。
对按焊缝和贴角焊缝的外形尺寸极限偏差应符合GBJ205中有关规定。
货架表面经抛丸、脱脂皮膜二合一处理、水洗烘干后,再进行喷塑处理,喷塑厚度为680μm左右,其质量均按GB6807-86标准,保证涂层表面丰满平滑,无色差,不允许出现缩孔、流挂等现象,货架示意图
- 立柱片
材质:Q235A
工艺:采用冷弯轧机一体轧制成型
要求:立柱片为组合式,由两个立柱之间用C型型材连接成片状框架,立柱孔距为50/75mm,确保使空间利用率达到最高。应具有自锁和定位功能,插接安全可靠,避免脱落及堆垛工具误操作带来的危险性,如图8-图15所示。
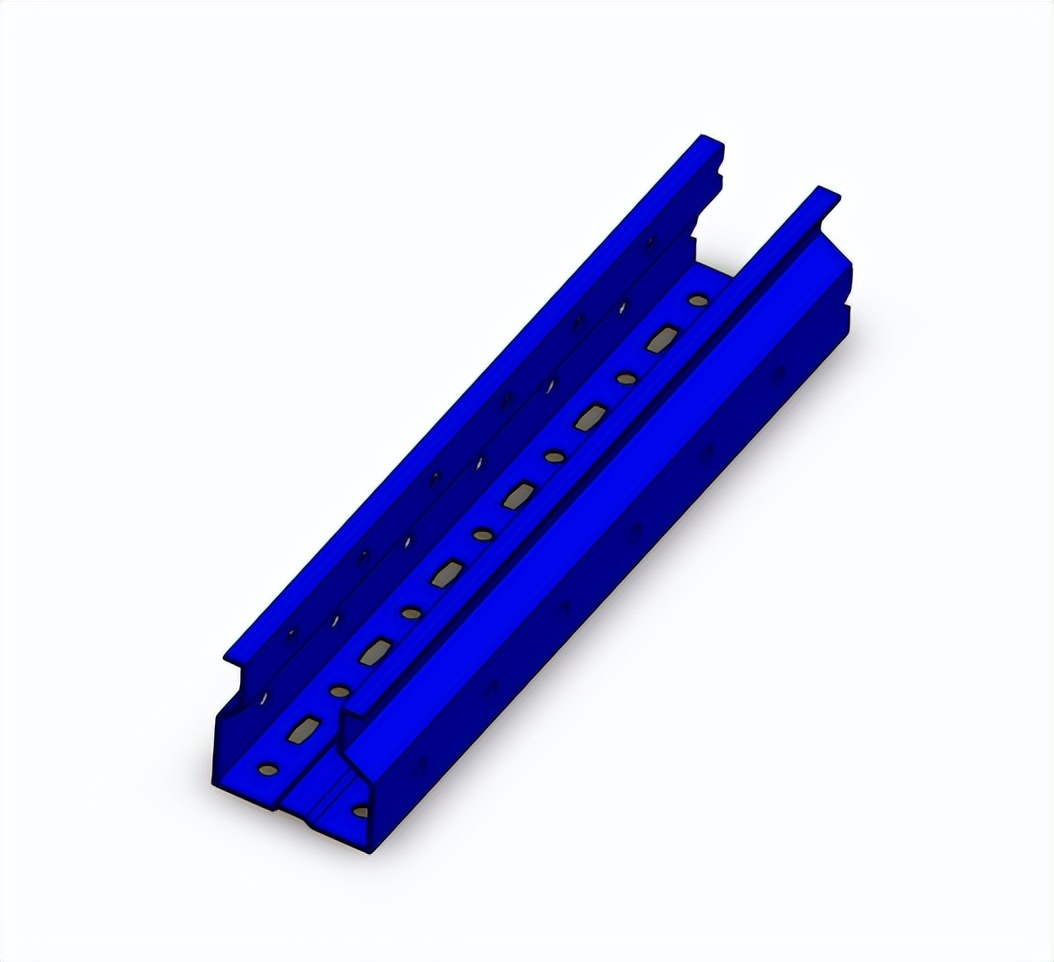
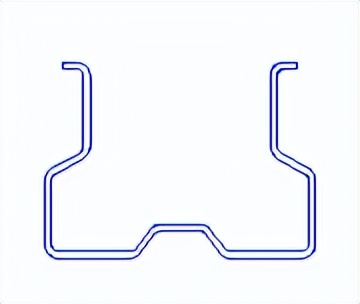
立柱片图

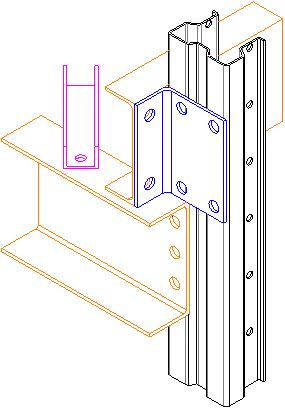
立柱与横梁连接图
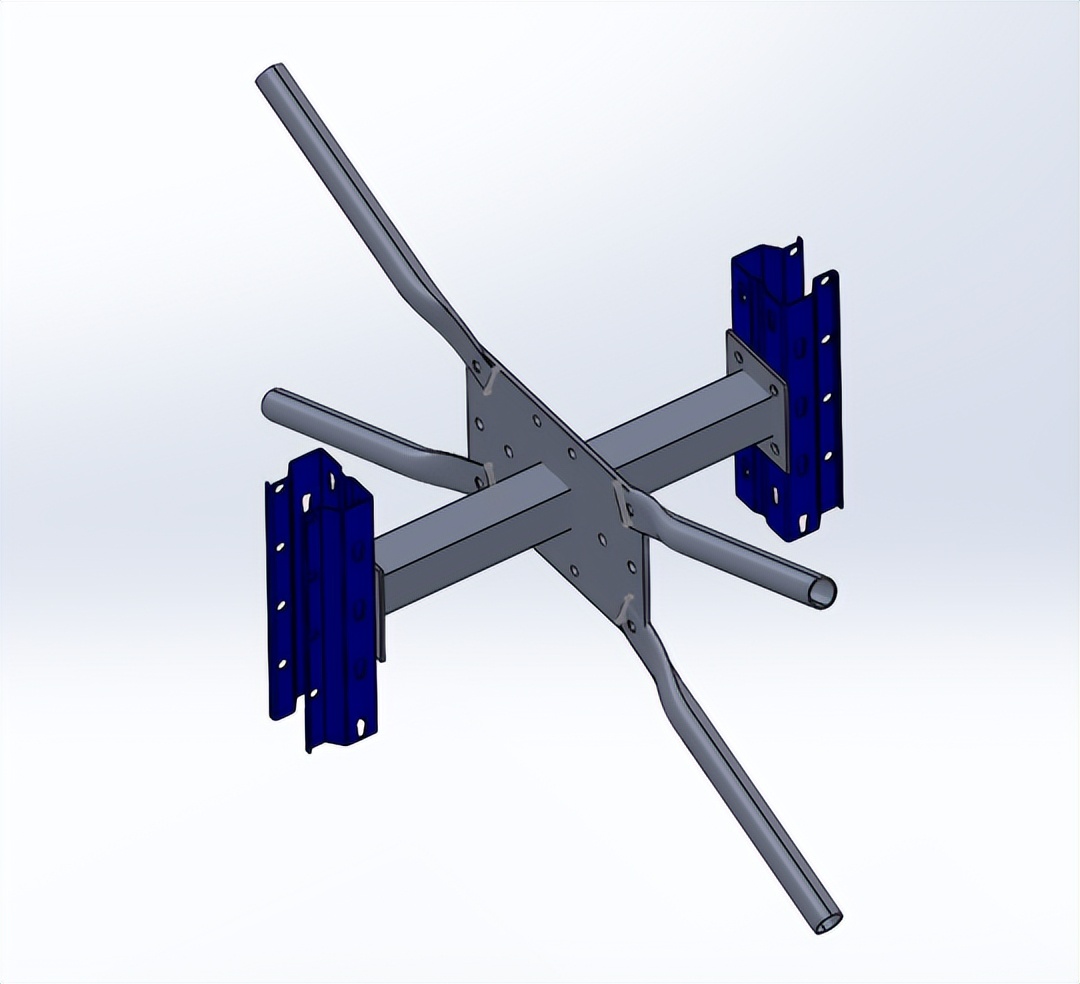
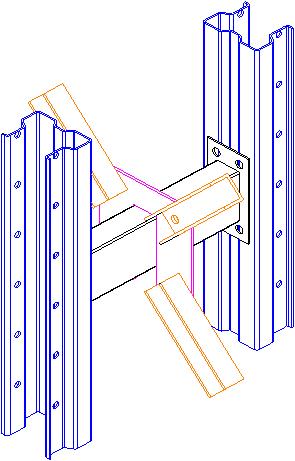
货架与货架间背拉筋连接图

立柱与侧拉筋连接图
立柱与导轨横梁连接图

外拉筋连接图

外拉筋支撑座图
仓库货架的基础件
地脚形式。

地脚形式参考图
货架的制造工艺及质量
- 货架的制造遵照国标GB50205-2001的规定。
- 货架的制造遵照JB/T5323-91行业标准原则的规定的货架的制造工艺和质量要求、制造偏差范围等。
- 部件焊缝表面焊接均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷。
- 焊缝和贴角焊缝的外形尺寸极限偏差符合GBJ205中有关规定。
- 货架表面经脱脂、脱脂磷化二合一-水洗-烘干-静电喷涂-固化,涂料采用热固环氧树脂(粉状),涂层厚度60~80μm,其表面防腐处理满足国家GB/T 6807-2001标准,保证涂层表面丰满平滑,无色差,不允许出现缩孔包花等现象,
外观
- 外观表面没有超出图纸规定的凸起、凹陷、翘曲、歪斜等缺陷。
- 各焊接物件的外观焊缝以及性能焊缝均打磨平整光滑,清除焊渣、焊瘤、飞溅物。
- 涂装前涂漆表面无锈蚀或污物,涂层表面应均匀、光亮、色泽一致,不允许有起泡、脱落、开裂、皱皮、外来杂质及其他降低保护和装饰性的显著污物。
其它
- 货架与地面的连接宜采螺栓连接方式。
- 货架接地电阻小于4欧姆。
- 天轨和吊梁通过连接板采用高强度螺栓联接固定;天轨接头必须焊接、打磨平整,接头匹配平齐,使堆垛机导轮顺利滑行;天轨主体采用角钢,通过连接件与货架吊梁相连,如图17所示。
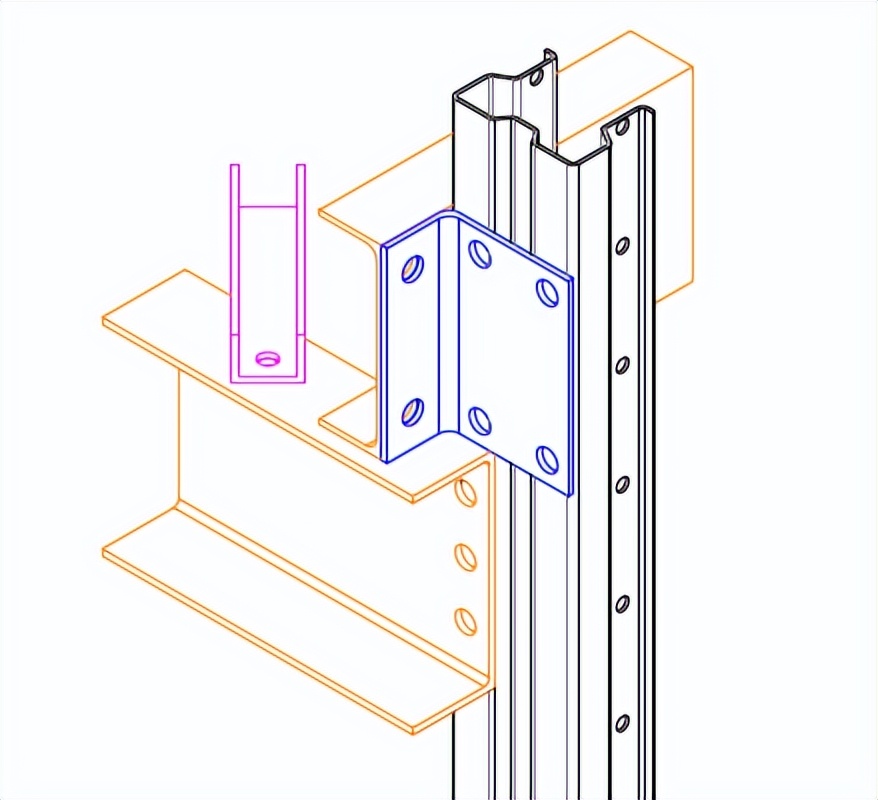
立柱与天轨连接图参考图
立柱与天轨连接图供参考,以最终设计为准
满足安全要求,货架增加背挡。