设备功能与原理介绍 慢走丝线切割设备,由数控系统控制轴运动,通过铜线放电切割金属等材料。设备主要有主机/电箱(控制系统放电系统)/水箱处理/冷水机四部分组成。

外观: 以黄白黑三色为主
尺寸:
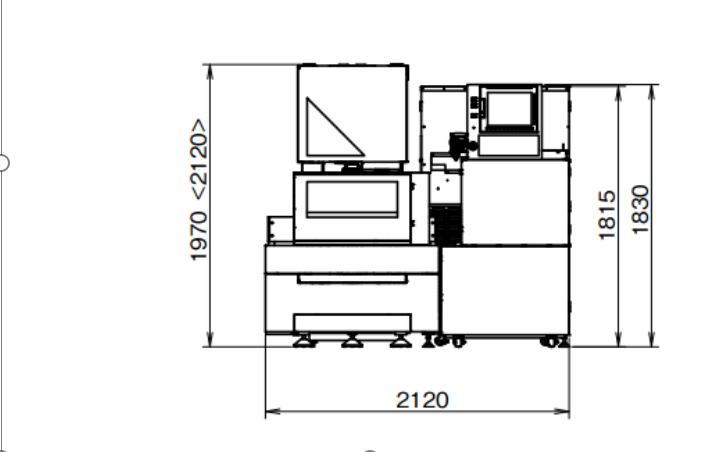
重量 约2200KG
设备主要指标:
|
序号 |
项目 |
参数 |
备注 |
|
1 |
最大切割效率 |
330mm2/min |
|
|
2 |
机床消耗功率 |
13KVA |
|
|
3 |
电极丝直径 |
Ф0.10~Ф0.30mm |
|
|
4 |
走丝速度 |
<15 M/min |
|
|
5 |
最佳粗糙度 |
Ra≤0.19μm |
|
|
6 |
XYUV轴的定位精度 |
±0.005mm |
|
|
7 |
XY轴的重复定位精度 |
±0.002mm |
|
|
8 |
U、V轴的重复定位精度 |
±0.003mm |
|
|
9 |
高速自动穿线AWF功能 |
10秒循环,0.10细线可自动穿线 |
主要模块清单:
|
序号 |
项目 |
功能要求 |
数量 |
单位 |
|
1 |
结构单元(根据设备进行分解) |
(1) 高强度优质铸铁床身; (2) 锥度机构; (3) X、Y轴滚珠丝杠和精密直线导轨及交流伺服电机,U、V、Z轴交流伺服电机; (4) 先进电控系统,高速无电解电源(高频交流电源);(变频器→控制喷水马达) (5) 过滤系统及温控装置,配置日本原装大金变频冷水机。 (6) FANUC Series 31i-WB控制系统;(数控系统) (7) 线切割工作液箱,格兰富变频水泵; |
1 |
套 |
|
2 |
控制单元 |
(1) CNC的硬件组成: (A) 日本原产FANUC Series 31i-WB系统; (B) 存储卡,硬盘; (C) 配置以太网和USB接口; (D) 15″触摸液晶; (E) RS232接口,USB鼠标接口; (F) 系统接口。 (2) CNC的软件组成及操作平台: 操作平台为windows系统。 (3)系统配置功能: (A) 坐标系:绝对坐标、相对坐标,; (B) 图形坐标变换、缩放、旋转功能,图形跟踪显示功能; (C) 直线、圆弧纳米插补功能; (D) 锥度加工功能; (E) 短路、断丝处理功能; (F) 停电记忆功能,加工结束自动停机功能; (G) 自动对端面、对中心功能; (H) 自动加过渡圆弧功能(任意); (I) 菜单技术、自动编程功能; (J) 数据传输; (K) 配备电火花线切割专业加工工艺的专家系统; (4)CNC系统的技术性能: (A) 5轴数控,5轴4个CNC轴联动; (B) 锥度加工及补偿功能,加工锥度标准±30°/80mm; (5)CNC系统运行环境: (A) 温度范围:5-30℃,最佳温度20±0.5℃; (B) 相对湿度:40%-80%RH以下; (C) 机床周围无振源、无粉尘; |
1 |
套 |
|
3 |
测量单元 等 |
无 |
||
|
4 |
主要功能 |
1. 可达5轴控制功能(4轴联动)5Axis Controlled(Up to 4 axis simultaneously) 2. 自动多次切割功能Automatic Second Cut 3.AI智能控制AI control(脉冲能量智能控制) 4.自诊断功能Self-diagnostic Function(故障自动报警) 5.图形显示功能Graphics Drawing(程序识别显示工件图面) 6.空运转功能Dry Run(空跑,跳过已加工部分) 7.断电记忆功能Automatic Recovery after Power Outages 8.自动测量功能Automatic Measuring Function 9.穿丝孔搜索功能Fine Hole Search 10.机床消耗品管理系统Management of Maintenance and Consumables 11.全防撞功能 Prevent Hitting Function 12. 加工表面粗糙度:Ra≤0.19um 13. 最佳切割尺寸精度Tkm<±3um (材料SKD11,厚度60mm) 14. 数据输入转换功能 15.电气系统具有感应电极丝和刀具之间放电间隙的功能。 16. 设备配备自诊断程序,并显示在屏幕上。 17. 最高切割效率:330mm²/min |
1 |
套 |
安装基础要求
1)13KVA 3相AC200V±10%电压
2)0.5MPA, 流量大于100L/分的气源
3)纯净水 1m³
4)1点接地工程,接地电阻小于10欧姆。
5)环境温度15-30℃,湿度小于75%RH
6)设备周围没有大型冲床/CNC等强振动源。