轧辊是轧钢厂轧制机上的重要零部件,采用一对或一组轧辊滚动时产生的压力来碾压钢材,使轧制材料产生塑性变形的重要工具,主要承受轧制的动静载荷,磨损和温度变化的影响,故是决定轧机效率和轧制材料质量的重要消耗部件。所以轧辊需要有较高的硬度,良好的耐磨性和耐冲击性,抗热烈性能,和较高的光洁度。
为了使轧辊获得以上性能,提高轧机效率和轧材质量,常采用热处理工艺,如退火、淬火、正火、回火等来提高工件的性能要求。热处理后的轧辊硬度硬度高,给数控车加工带来很多难题。
车高硬度轧辊常见问题
1. 硬度高。经过热处理后的轧辊硬度,一般在HRC50以上,换算成肖氏硬度为HSD67。对于半精加工和精加工工序就很难采用传统刀具加工。
2. 效率低。由于热处理后的轧辊硬度高,通常采用磨削加工,或者用传统刀具慢慢“啃”,尤其是大型轧辊的余量大,加工效率极低。
3. 刀具不耐磨、遇断续易碎裂崩刀。铸态轧辊不仅硬度高,而且常存在夹砂、气孔等铸造缺陷,会使刀具快速磨损,寿命低,频繁换刀影响正常加工,由于铸造缺陷类似于断续切削,易使刀片碎裂崩刀。
车硬轧辊的车刀材质
之后随着超硬刀具,也就是立方氮化硼刀片的出现使得热处理后的高硬度轧辊得到很好的解决。立方氮化硼刀片的硬度仅次于金刚石刀具,故统称为超硬刀具,只不过加工领域不同。立方氮化硼刀具主要加工领域为黑色金属领域,在高硬度难加工材料有很好的发展前景。
在发展之初,立方氮化硼刀片多依赖于进口,如日韩品牌的CBN刀片,近年来随着我国超硬刀具行业的发展,国产品牌渐渐崛起,现在国产的立方氮化硼刀片在车硬轧辊方面丝毫不比进口刀片的效果差,而且价格更低,节约成本。如国产整体聚晶立方氮化硼刀片BN-S20牌号和BN-K1牌号,是在通用材质HLCBN牌号的基础上改进的新型车刀材质,从单边吃刀量(1-10mm)、切削速度、刀具寿命等方面提高加工效率,并能承受断续冲击,强断续大余量车削高硬度轧辊。

车硬轧辊的车刀结构
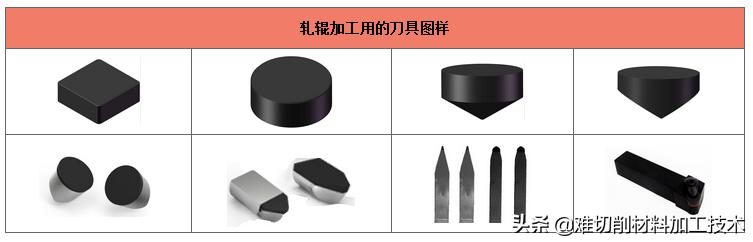
车硬轧辊常用的车刀结构有数控机夹刀片、焊接非标车刀、全贴面焊接车刀等。
数控车刀片型号一般常用RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716,RNMN200800,RNMN120700,SNMN120712,RCMX120700,RCMX120400等。
数控车刀杆常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*25机夹刀柄和32*32机夹刀柄。机夹刀柄的主偏角根据轧辊“长径比”选择,细长轧辊常用90度或75度机夹车刀,“粗壮”轧辊常用45度或圆弧车刀加工。
车硬轧辊的案例参数
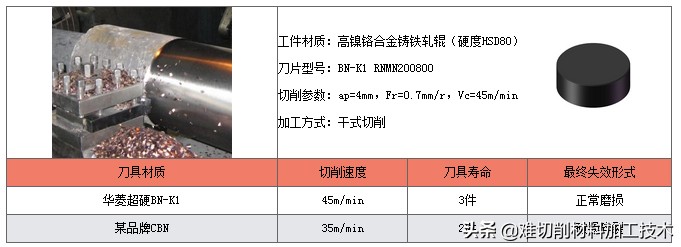
1.高镍铬合金铸铁轧辊加工:采用BN-K1牌号(如刀片型号RNMN200800)可大余量切削(单边吃刀4mm),提高生产效率,同时切削性能稳定,性价比高。
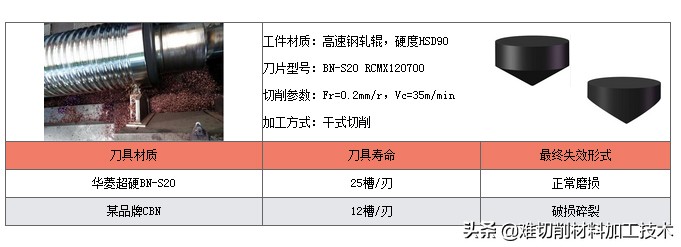
2.高速钢轧辊加工:采用BN-S20牌号(如刀片型号RCMX120700)相较于某品牌CBN刀具寿命提升1倍。
3.硬质合金轧辊加工:采用HLCBN牌号(如刀片型号RNMN120400)的刀具寿命相较于某进口CBN刀片提高4倍。

延伸:
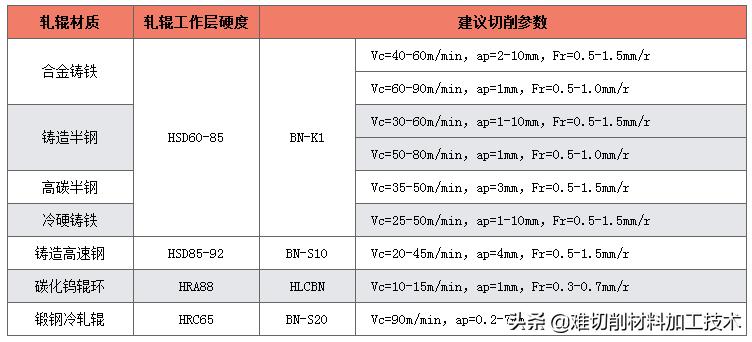
高硬度轧辊加工刀具的材质牌号和切削参数推荐如下