
功能注塑件的缩水问题(表面缩凹和内部缩孔),一般都是因为体积较厚大部位冷却时熔胶补充不足而造成的缺陷。我们有时会遇到无论如何加大压力,加大入水口,延长射胶时间,缩水问题就是无法解决的情况。今天小维想和大家一起讨论下,遇到注塑件缩水问题的时候,我们如何来处理比较好。
一、注塑工艺中两个不利于解决缩水难题的温度条件
1、 模具温度太低不利于解决缩水难题
硬胶件缩水问题(表面缩凹和内部缩孔)都是因为熔胶冷却收缩时,集中收缩留下的空间得不到来自入水口方向的熔胶充分补充而造成的缺陷。所以,不利于补缩的因素都会影响到我们去解决缩水的问题。
模具温度太高容易产生缩水问题,通常都喜欢降低模具温度来解决问题。但是有时如果模具温度太低,也不利于解决缩水的问题,这是很多人不太注意到的。
模具温度太低,熔胶冷却太快,离入水口处较远的稍厚胶位,由于中间部份冷却太快而被封死了补缩的通道,远处便得不到熔胶的充分补充,致使缩水问题更难解决,厚大注塑件的缩水问题尤为突出。
再者, 模具温度太低,也不利于增加注塑件的整体收缩,使集中收缩量增加,缩水问题更加严重明显。
因此,在解决比较难的缩水问题时,要记得检查一下模具温度会有好处。有经验的技术人员通常会用手去触摸一下模具型腔表面,看是否太冰凉或是太烫手了,每种原料都有它合适的模具温度。
2、注塑工艺中的熔胶温度过低也不利于解决缩水难题
熔胶温度太高,注塑件容易产生缩水问题,适当降低温度10~20℃,缩水问题就会得到改善。
但如果注塑件在某处比较厚大的部位出现缩水时,再把熔胶温度调得过低,比如接近注塑熔胶温度的下限时,反而不利于解决缩水问题 ,甚至还会更加严重 ,注塑件越厚情况就越明显。
原因和模温太低相似,熔胶冷凝太快,从缩水位置到水口之间无法形成较大的有利于补缩的温度差,缩水位置的补缩通道会过早被封死,问题的解决就变得更加困难了。由此也可看出,熔胶冷凝速度越快越不利于解决缩水问题, PC料就是一个冷凝相当快的原料,因此它的缩孔问题可以说是个注塑的大难题。
此外,熔胶温度太低也一样不利于增加整体收缩的量,导致集中收缩的量增加,从而加剧了缩水的问题。
因此,在调机解决较难的缩水问题时,也应检查一下熔胶温度是否调得过低了极为重要,除了看温度表,用空射的方法检查一下熔胶的温度和流动性比较直观。
二、射胶速度过快不有利于解决缩水严重的问题
解决缩水问题,首先会想到的是升高射胶压力和延长射胶时间。但如果射胶速度已调得很快,就不利于解决缩水问题了。因此有时缩水难以消除时,应配合降低射胶速度来解决。
降低射胶速度,可使走在前面的熔胶与入水口之间形成较大的温度差,因而有利于熔胶由远至近顺序凝固和补缩,同时也有利于距水口较远的缩水位置获得较高压力补充,对问题的解决会有很大的帮助。
由于降低射胶速度,走在前面的熔胶温度较低,速度又已放慢,注塑件便不易产生批锋,射胶压力和时间就可以再升高和放长一些,这样还更有利于解决缩水严重的问题。
此外,如果再采用速度更慢、压力更高、时间更长的最后一级末端充型和逐级减慢并加压的保压方式,效果将会更加明显。因此当无法一开始便采用较慢的速度射胶时,从射胶后期开始采用此法也是个很好的补救办法。
不过要值得提醒的是,充型实在太慢了反而又会不利于解决缩水的问题。因为等到充满型腔的时候,熔胶都已经完全冷冻,就像熔胶温度太低一样,根本就没有能力再对远处的缩水进行补缩了。
在常用的原料当中,PC料和PP料的缩孔问题是比较难处理的。当遇上厚大件比较严重的缩水问题时,就需要采取一些非常规的注塑技巧,不然就很难解决问题。 在实践生产中,我们摸索了一套比较有效的技巧去应付这个注塑的疑难问题。
首先,在保証注塑件出模不变形的前提下,采取尽量缩短冷却时间的方法,让注塑件在高温下提早出模。此时注塑件外层的温度仍然很高,表皮没有过于硬化,因此内外的温差相对已不是很大,这样就有利于整体收缩,从而减少了注塑件内部的集中收缩。
由于注塑件总体的收缩量是不变的,所以整体收缩得越多,集中收缩量就越小,内部缩孔和表面缩凹程度因此得以减小。
缩凹问题的产生,是由于模具表面升温,泠却能力下降,刚刚凝固的注塑件表面仍然较软(不象PC件出模后表面较硬,极易产生缩孔),未被完全消除的内部缩孔由于形成了真空,致使注塑件表面在大气压力的压迫下向内压缩,同时加上收缩力的作用,缩凹问题就这样产生了。
而且表面硬化速度越慢越易产生缩凹,比如PP料,反之越易产生缩孔。
因此在将注塑件提早出模后,要对其作适当的泠却,使注塑件表面保持一定的硬度,令其不易产生缩凹。但若缩凹问题较为严重,适度冷却将无法消除,就要采取冻水激泠的方法,使注塑件表面迅速硬化才可能防止缩凹,但内部缩孔还会存在。
像PP这样表层较软的材料,由于真空和收缩力的作用,注塑件还会有缩凹的可能,但缩凹的程度已大为减轻。
在采取上述措施的同时,若再采用延长射胶时间来代替泠却时间的方法,表面缩凹甚至内部缩孔的改善将会更好。
在解决缩孔问题时,因模温过低会加重缩孔程度,因此模具最好用机水泠却,不要使用冻水,必要时还将模温再升高一些,例如注塑PC料时将模温升到100度,缩孔的改善效果才会更好。但若是为了解决缩凹问题,模温就不能升高了,反而需要降低一些。
最后,有时以上方法未必能彻底将问题解决,但已经有了效大的改善,如果一定要将表面缩凹的问题彻底解决,适量加入防缩剂也是一个不得已的有较办法。当然,透明件就不能这样做了。
在各类高负载、大幅温升的齿轮传动应用场景中,苏州维本工程塑料Wintone T31耐热蠕变、高扭力耐磨齿轮专用料,让您的塑胶齿轮从低温零下23摄氏度到高温125摄氏度,并且在长期持续的高负载情况下,T31齿轮扭力可以保持几乎不变。
在高耐磨行星减速齿轮箱塑胶行星齿轮和内齿圈、蜗轮蜗杆减速齿轮箱塑胶蜗轮和塑胶斜齿轮、电动推杆塑胶斜齿轮、滑动丝杆螺母等各类减速齿轮箱塑胶齿轮的应用上,苏州维本工程塑料Wintone T31高耐磨、超高扭力、高度耐热蠕变性齿轮专用料,可以帮您解决传统的齿轮材料可能遇到的一些问题:
1.玻纤增强PA66工程塑料,在温度50摄氏度到150摄氏度的温度区间内,力学性能下降比较快,在齿轮传动升温受力时易塑性变形而失效的问题,玻纤增强尼龙66齿轮扭力不够和耐磨耐疲劳寿命不够的问题;
2.传统的POM齿轮和玻纤增强POM齿轮,耐热蠕变性较差的问题;
3.PPS高温塑料比较脆,易断齿,齿轮传动噪音比较大的问题。
4.PA46高温塑料的吸水率比较大,PA46齿轮的扭力和尺寸受水份影响比较大,玻纤增强PA46齿轮扭力不够的问题。
5.PEEK高温塑料对一些齿轮应用的成本压力比较高的问题。
T31高耐磨、超高扭力、高度耐热蠕变性齿轮专用料,在齿轮应用上的特点是:优异的耐磨和耐疲劳寿命、可承受超大扭力、从室温到高温150摄氏度的范围内齿轮扭力变化很小、优异的尺寸稳定性、低吸湿。

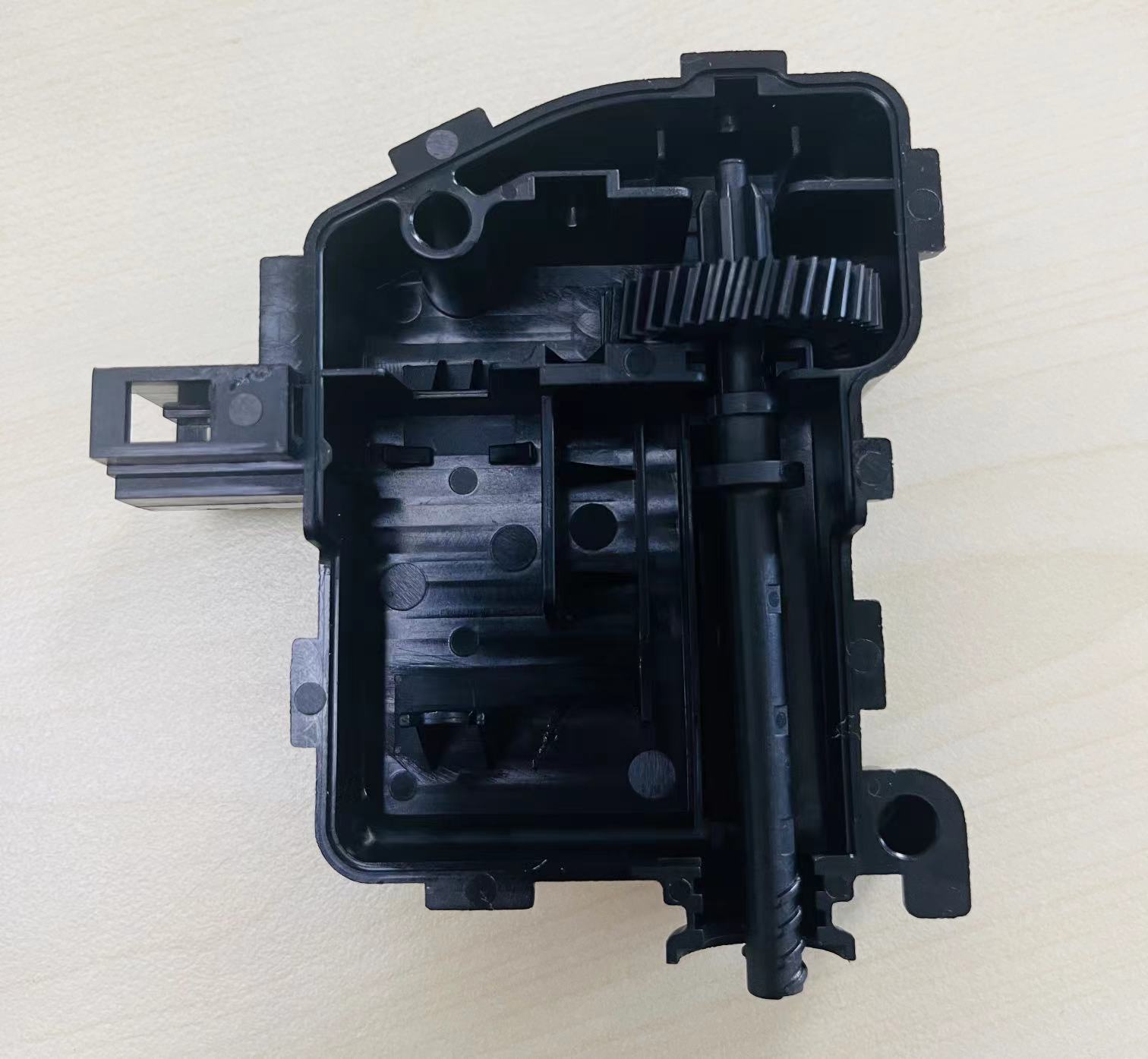
前面我们聊的是厚壁注塑件缩水的问题,而厚壁塑胶件可能遇到的另外一个跟让人头疼的是气孔的问题,壁厚比较厚的齿轮、滑轮比较容易遇到这样的问题。作为功能注塑件,如果里面有气孔,那是不能接受的,因为气孔会严重影响注塑件的力学性能、耐疲劳性等等。接下来我们再接着聊注塑件内部“气孔”的这件事。
那么注塑件内的气孔(有时我们也把它叫做气泡、或真空气泡),是怎么产生的呢?
塑胶件在注塑时,如果齿轮、滑轮等注塑件的厚度比较大时,部件外表面冷却速度比中心部分来的快,因此,随着注塑件的冷却,注塑件中间部分,还是融熔状态的温度较高的树脂会一边收缩,一边收到已经冷却固化的表面的牵引力,如果在这一过程中,注塑件内部没有得到热的熔融料的充分补充,那么注塑件的中心部分就会产生充填不足,这种情况被称为真空气泡。

注塑件被切割开后,发现的气孔
遇到注塑件的气孔问题,以下几点,可能是大家比较容易想到的因素,来进行调节:
1.塑胶材料的干燥不够、不充分、干燥时间不够,材料里面还有水汽;
2.塑胶件注塑模具的排气不够充分;
3. 塑胶材料在成型机的螺杆内停留时间过长,材料有部分分解;
4.射胶速度太快,保压时间不够;
5.成型机的螺杆温度太高,导致塑胶分解出气体。
但是把以上几点都做好了之后,有时还是解决不了气泡问题,这是为什么?因为大家不少时候,会忽略下面这一点,而这一点又非常重要:
模具的浇口和流道
在过去的十多年,小维在德国和中国参与过几百次的试模,发现很不一样的一点是,中国的注塑厂家比较少关注,注塑“浇口冻结”这件事,而在德国的注塑车间,每一次新模具的试模,“浇口冻结时间”是试模时必要的一步,不会省略。
可能后来你会发现:您的注塑件的内部气孔,和模具的浇口和流道存在非常重要的联系,原因其实很简单:
你的注塑模具的浇口数量太少、浇口太小、浇口的类型不合适、浇口放的位置不对,当浇口过早冻结的时候,你的补缩和保压,在你的注塑机操作界面上是做了,但实际的调节,是无效的,因为,浇口已经冻结了,你的热料是补不进去的,而在那一边注塑件融熔状态的温度较高的树脂会一边收缩,一边收到已经冷却固化的表面的牵引力,如果在这一过程中,注塑件内部没有得到热的熔融料的充分补充,那么注塑件的中心部分就会产生充填不足,你的气孔就来了。
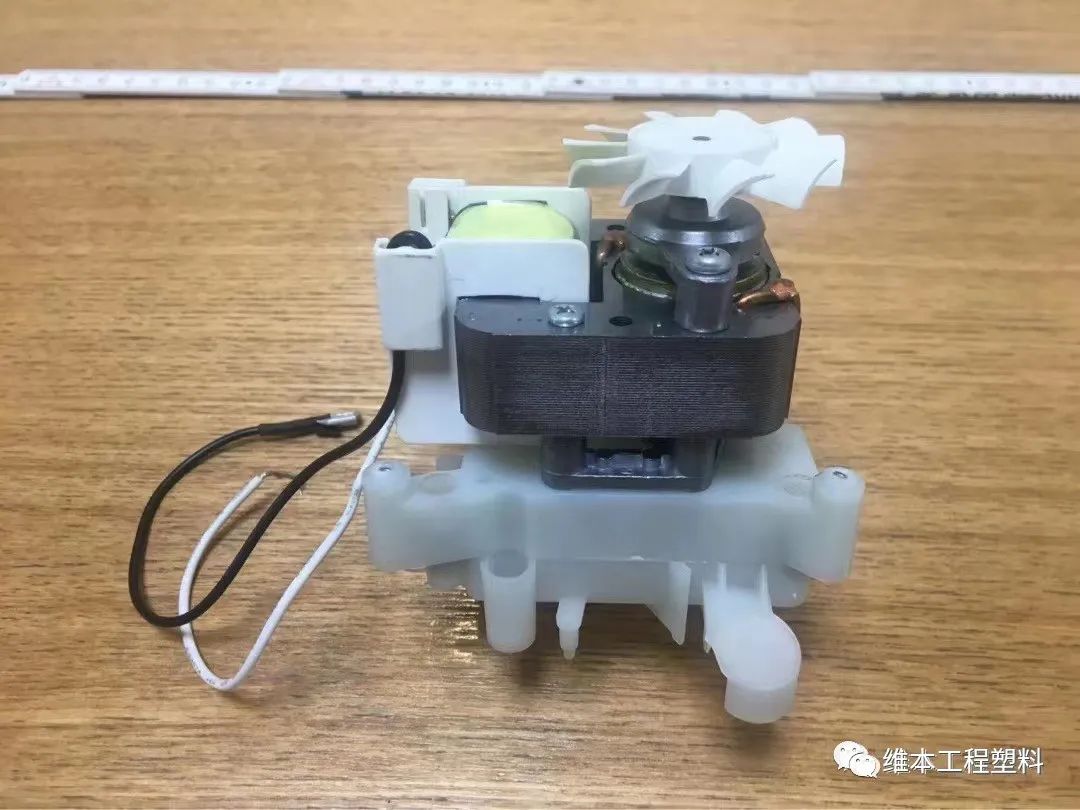
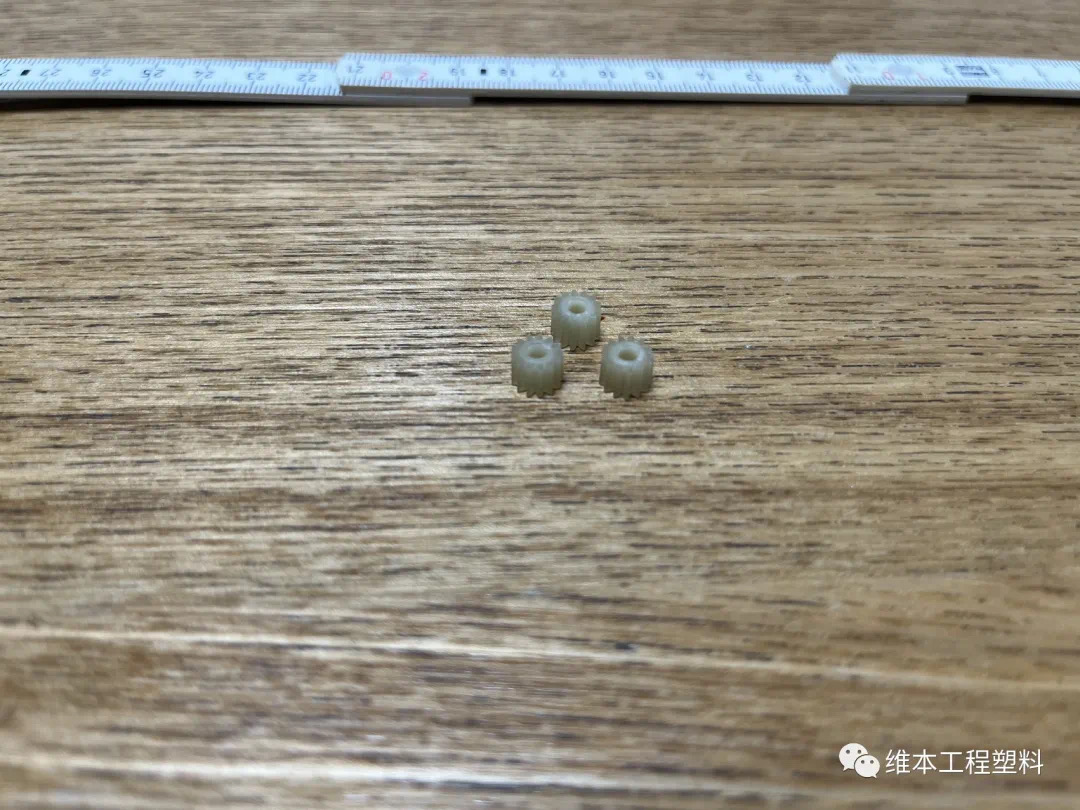
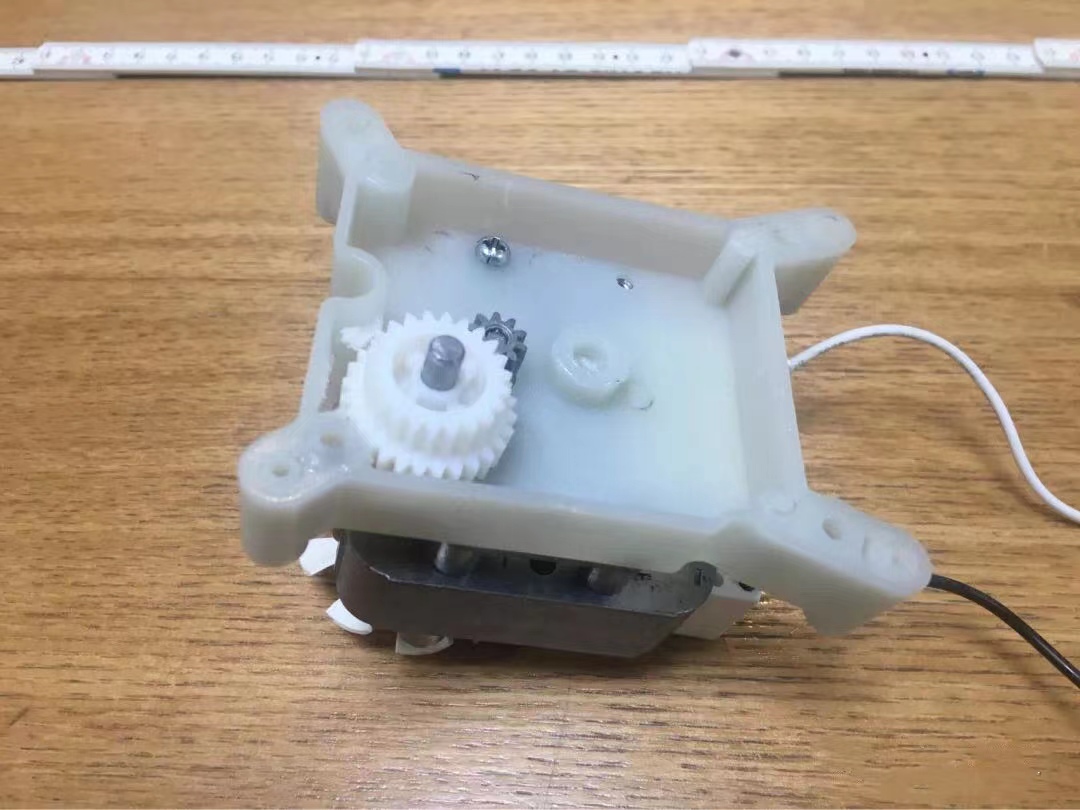
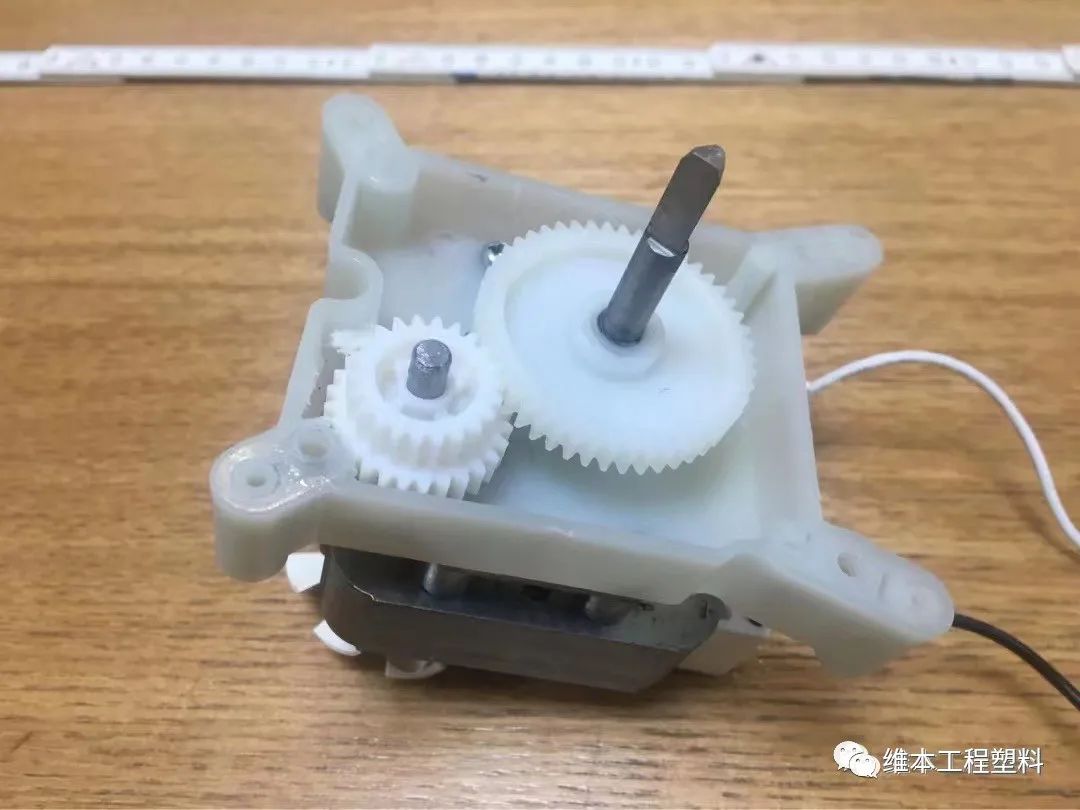
苏州维本Wintone ST550深度静音齿轮专用工程塑料,在冰激凌机串激电机减速齿轮箱第一级双联塑胶齿轮上的成功应用,ST550深度静音齿轮比常规的POM和PA66塑胶齿轮平均降噪6~12个分贝,ST550材料在兼顾齿轮的传递扭力、耐疲劳性和可靠性的基础上,可帮助大幅降低分贝噪音和冲击型噪音。
Wintone ST550材料可以帮助解决传统的齿轮传动“软性”降噪材料可能会遇到的以下问题:
1.用了一段时间,齿轮被磨掉了或者“堵转”的时候滑牙了----耐磨耐疲劳性不够;
2.减速齿轮箱装配的时候,加了润滑脂,过段时间,齿轮溶胀了---耐油脂耐化学性不够;
3.在温度稍微高一些的应用环境,比如70摄氏度左右,齿轮箱失效速度会比较快---耐温不够。
Wintone ST550材料在齿轮应用上的特点是:更优异的吸振性能、更静音、耐磨耐疲劳、耐腐蚀、超韧且不受水份影响。
什么是注塑件的浇口冻结时间,以及它与注塑件品质的关系又是怎样
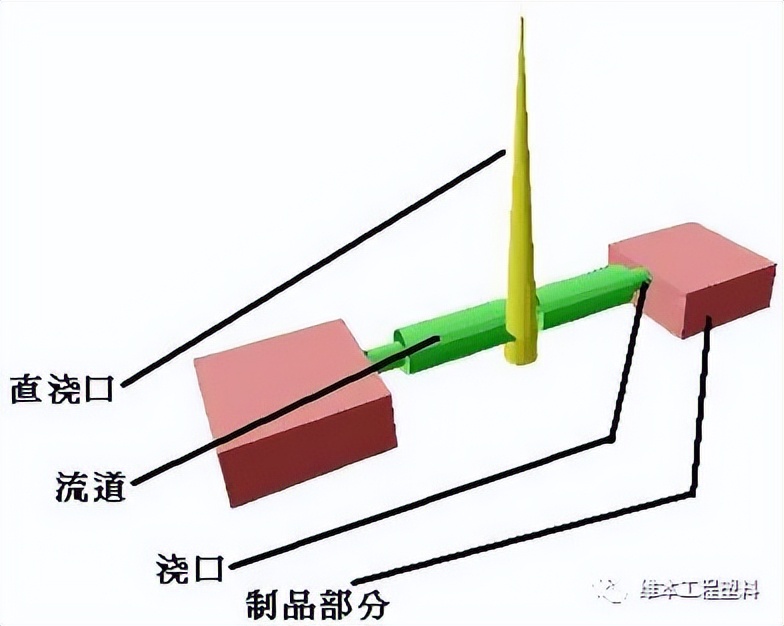
注塑成型的过程,就是塑料在加热熔融后,被注入模具,沿着称之为直浇口、流道的路径,经过浇口流入型腔(制品部分),再经过充分冷却固化后,从浇口部位切断,直到树脂固化完毕所需要的时间依赖于该部分树脂的厚度(树脂厚度越薄,固化就越快)。浇口完全固化叫做浇口冻结,从充填完成到浇口冻结的时间叫做浇口冻结时间。
那么,浇口冻结时间对注塑件制品的品质会产生什么影响呢?
1.假设在浇口完全固化之前即浇口冻结时间到达之前解除保压,那么将会有怎样的结果呢?此时,有可能树脂从浇口倒流,保压充填进行得不充分,从而产生以下各种问题。
*注塑件内部产生气孔
*尺寸波动的增大
*重量波动的增大
*变形的增大
*注塑件表面产生凹陷
*有时引起强度下降
为了防止上述问题,必须等待浇口冻结之后再解除保压。
2.为了对成型品尺寸进行细微调整,有时需要改变保压压力和保压时间(实行多步保压)。但是,浇口一经固化,这种调整就不能再继续进行。换言之,这种调整只能在浇口封闭时间的范围内进行。
3.对于厚度厚的成型品,为抑制空洞和凹痕而需要偏高设定保压压力。同样道理,掌握好浇口冻结的时间变得很重要。
4.浇口冻结时间与浇口尺寸有关。浇口尺寸越大,浇口冻结时间就越长。加大浇口尺寸就等于延长浇口冻结时间。
5.浇口冻结时间还受模具温度的影响。当然,模具温度越高,浇口封闭时间就越长。
如何来找到注塑浇口冻结的时间
可用下面方法进行简易测定:
1.设定连续成型的条件
2.边改变保压时间,边进行成型。用适合成型品尺寸的称进行重量测定,画出保压时间与制品重量之间关系的图象。
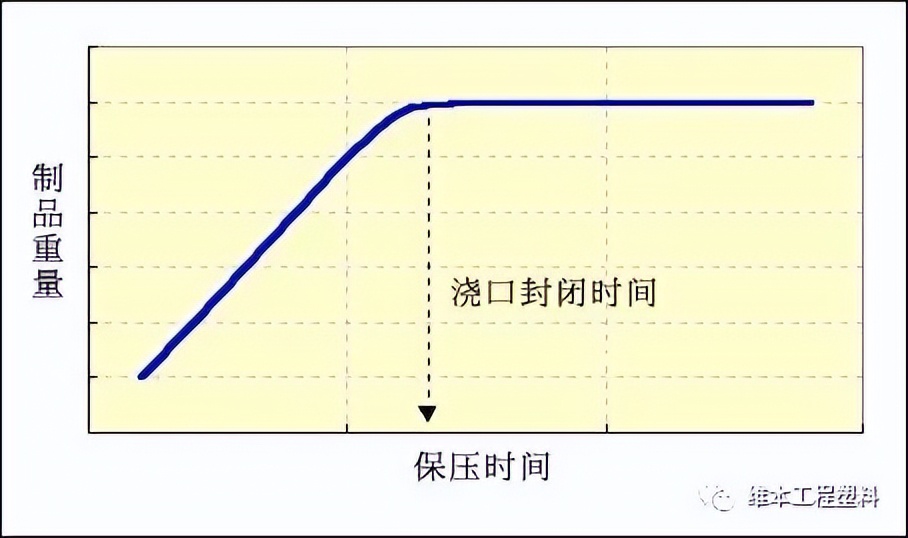
当制品重量达到稳定后的时间,读取浇口封闭(冻结)时间。
保压时间越长,制品重量就越重。浇口一经固化,重量就不再增加。此测定方法就是利用了这一原理。

苏州维本工程塑料Wintone Z33耐磨降噪滑轮专用料,在各类门窗滑轮的应用上,与传统的POM和尼龙材料相比,Z33材料在保持了良好的承重力的同时,具有更好的耐磨性、吸振性和静音性能,使滑轮滚动更顺滑,能有效降低滑轮的分贝噪音和滚动时的杂音。
另外,Z33材料具有优异的抗形变能力、回弹性和抗冲击性,可以帮助解决POM滑轮跳轨的问题以及传统的滑轮材料受到强力冲击时易碎裂的问题。Z33材料的吸水率只有尼龙66的六分之一,注塑完不用水处理就具备强韧的力学性能,水份对Z33材料制造的滑轮的机械性能和尺寸的影响很小。同时,Z33材料具有优异的耐腐蚀性,Z33材料耐冷水、耐热水、耐盐、耐酸碱等各类化学介质。 Z33材料在门窗滑轮上的应用特点是:承重、顺滑、耐磨、静音、耐腐蚀、防脱轨、防爆抗冲击、强韧且不受水份影响。

为什么浇口的设计是塑料模具设计的关键点之一
塑料模具的浇口是指连接分流道和型腔之间的一段细短流道,是树脂注入型腔的入口。在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。下面我们主要讨论的是在做注塑模具浇口位置位置选择的时候需要注意的点。
浇口设计与塑件尺寸、形状、模具结构、注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样,才能满足增大料流速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求。
浇口位置需要满足五个要求
1.外观要求(浇口痕迹、熔接线);
2.产品功能要求;
3.模具加工要求;
4.产品的翘曲变形;
5.浇口容不容易去除。
浇口的设计对生产和功能的影响
1.流长
流长决定射出压力、锁模力,以及产品填不填的满。缩短流长,可降低射出压力及锁模力。
2.浇口位置
浇口位置会影响保压压力、保压压力大小、保压压力是否平衡。将浇口远离产品受力位置(如轴承处)以避免残留应力;浇口位置必须考虑排气,以避免气穴发生;不要将浇口放在产品较弱处或嵌入处,以避免偏位。
选择浇口位置的技巧
1.浇口
浇口是一条横截面面积细小的短槽,用以连接流道与模腔。横截面面积所以要小,目的是要获得以下效果:
(1)模腔注塑不久,浇口即冷结;
(2)除水口简易;
(3)除水口完毕,仅留下少许痕迹;
(4)使多个模腔的填料较易控制;
(5)减少填料过多现象。
2.浇口位置以及尺寸
(1)将浇口放置于产品最厚处。从最厚处进浇,可提供较佳的充填及保压效果。如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。
(2)可能的话,从产品中央进浇。将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力。中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
(3)当塑料流入流道时,塑料接近模面最先降热(冷却)及凝固。塑料再向前流动时,只是在此凝固的塑料层流过。又由于塑料是低传热物质,固态的塑料形成绝热层,中间的熔体仍可流动。所以,在理想情况下,浇口应设置在横流道层位置,使得产生最佳的塑料流动效应。此情况最常见于圆形及六角形的横流道,然而,梯形的横流道无法达致此效果,因浇口不能设置于流道的中间位置。
决定浇口位置时,应紧守下列原则:
(1)注入模腔各部分的胶料应尽量平均;
(2)注入模具的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前沿;
(3)应考虑可能出现熔接痕、气泡、凹穴、虚位、射胶不足及喷胶等情况;
(4)应尽量使除水口操作容易进行,最好是自动操作;
(5)浇口的位置应与各方面配合。
设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:
(1)浇口的横截面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失;
(2)浇口须细窄,以便容易冷结,及防止过量塑料倒流。故此浇口在流道中央,而它的横截面应尽可能成圆形。不过,浇口的开关通常是由模件的开关来决定的。
3.浇口尺寸
浇口尺寸可由横截面积和浇口长度定出,下列因素可决定浇口最佳尺寸:
(1)胶料流动特性;
(2)模件之厚薄;
(3)注入模腔的胶料量;
(4)熔解温度;
(5)模具温度。
浇口的平衡
如果不能获得平衡的流道系统,可采用下述浇口平衡法,以达到平衡注模的目标。这种方法适用于有大量模腔的模具。
浇口的平衡法有两种:改变浇口槽道的长度及改变浇口的横截面面积。在另一种情况下,即模腔有不同的投影面积时,浇口也需要平衡。这时,要决定浇口的大小,就要先将其中一个浇口尺寸定出,求出它与其对应模腔体积相较的比率,并且把这个比率应用到其浇口与各对应模腔的比较上,便可相继求出各个浇口的尺寸。经过实际试注后,便可完成浇口的平衡操作。
关于直接浇口或大水口
浇道直接供应塑料到制成品,浇道粘附在制成品上。在两板模具上,大水口通常是一出一。大水口很少用在三板模或热流道模具的设计上。
缺点:在制品表面形成水口印,会影响制品外观。
苏州维本工程塑料Wintone ZG6高扭力耐磨齿轮专用料,在各类减速齿轮箱塑胶齿轮上的成功应用:汽车电动座椅执行器平行轴减速齿轮箱第二级塑胶齿轮、自动卷发器和电动热风梳行星减速齿轮箱内齿圈、汽车电动尾门推杆电机行星减速齿轮箱第一级塑胶行星齿轮、手持锂电高压水枪泵体内齿圈、汽车尾门电动开启执行器平行轴减速齿轮箱的马达齿等等。
ZG6材料在中高扭力减速齿轮箱塑胶齿轮的应用上,可以帮助您解决传统的齿轮材料可能会遇到的以下问题:
1.玻纤增强PA66材料耐磨耐疲劳性不够,尺寸和扭力受水份影响比较大,噪音比较大等问题;
2.POM材料扭力不够,耐热蠕变性不好,易断齿等问题;玻纤增强POM耐磨耐疲劳寿命不够,脆性大等问题;
3.玻纤增强尼龙12和尼龙612,耐磨耐疲劳性不够,扭力不够等问题;
4.玻纤增强PA46耐磨不够,扭力和尺寸受水份影响过大,尺寸精度较难控制,噪音大等问题;
ZG6材料在齿轮应用上的特点是:耐磨耐疲劳、高扭力且不受水份影响、耐热蠕变、降噪、低吸湿、耐腐蚀、尺寸稳定性高。

苏州维本工程塑料有限公司——您身边的工程塑料创新应用开发伙伴。