在工业控制中经常用到张力控制,如对细丝、薄带等的加工过程中,张力控制更加关键,张力控制的精度和稳定性是加工效果的关键。例如在精密的细丝拉拔设备、金属薄带压延设备、纺织工业、印刷工业中的带材收放卷系统中都有非常重要的应用。常用的张力控制方法有如下几种:
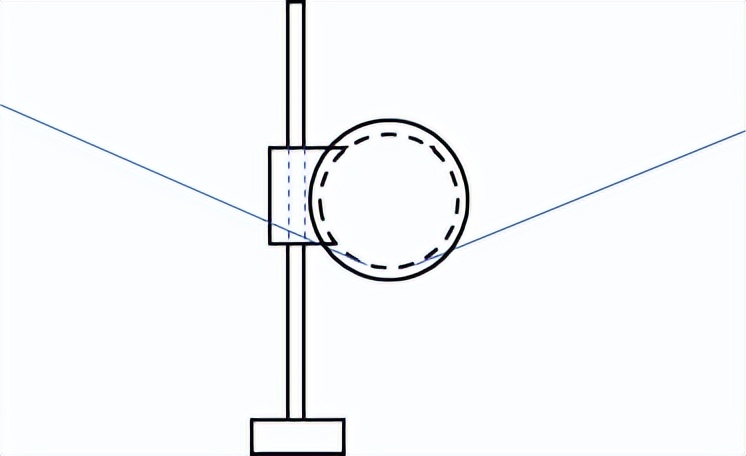
1、 重力张力机构 ,此种方式是利用给线材施加一个向下的配重,使其在线材运动方向上基本保持一个幅度变化不大的张力,主要结构如下图所示。这种方法简单、成本低、精度低,适用于控制精度要求不高的场合。
2、 张力轮张紧 :这种方式是使用弹簧或气缸拉紧张力轮,形成一个近似恒定的张力,主要机构有以下几种形式:
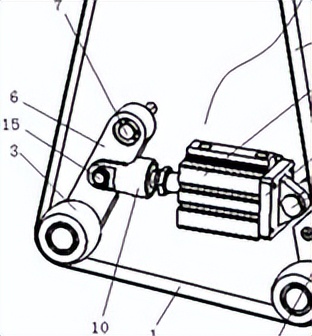
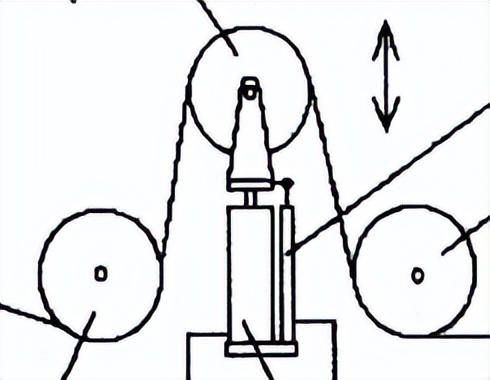
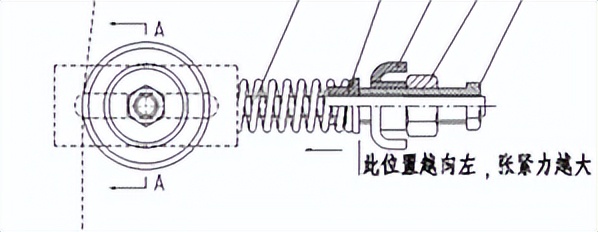
(a)气缸张紧轮 (b)气缸垂直张紧轮 (c)弹簧张紧轮
3、磁粉离合器恒张力控制 :这种方式主要用于收放卷系统,收卷端使用电机主动驱动,放卷端使用磁粉离合器被动张紧。磁粉离合器是根据电磁原理并利用磁粉来传达转矩的,其传达的转矩与激磁电流基本成线性关系。因此,只要改变激磁电流的大小,便可轻易地控制转矩的大小。正常情况下,在5%至 100%的额定转矩范围内,激磁电流与其传达之转矩成正比例线性关系。当激磁电流保持不变时,其传达转矩不受传动件与从动件之间差速(滑差转速)影响,即静力矩与动力矩无差别。因此可以稳定地传达恒定转矩。磁粉离合器张力控制具有稳定性好、操作简单、无振动、无噪音的优点,但也存在磁粉制动器响应缓慢、调节速度慢,张力控制精度低、实时性差的缺点,一般使用手动控制,比较适合恒张力控制,不适用快速调整的随动张力控制。
4、力矩电机张力控制: 力矩电机在进行工作的过程中,在负载逐渐增加时,转速会降低,转速如果降低那么输出的力矩就会增加,这属于软机械特性。将力矩电机用于收放卷系统中,随着带卷直径越来越大,在带材线速度保持不变的情况下,需要的转速就逐渐降低,根据力矩电机机械特性,所输出的扭矩就逐渐变大,扭矩除以半径等于张力,则带材上的张力基本不变。力矩电机的控制是根据不同的要求,调节其电源电压,以适合不同张力的需要,一般对一种规格的产品,调整好张力后,在以后的周期内不必再予以调整,控制的方法很简单,任何一种调压装置都可应用。通常输出较小的电机大多采用三相的功率,应按电机的最大电流(即可额定输出并处于堵转时的电流)选用。这种控制方法在提供动力的同时实现了恒张力控制,也属于一种开环控制方法,控制精度不高。
5、变频电机张力控制:
张力控制有两种方式,一种是控制电机的输出扭矩,另一种是控制电机的转速。变频器的开环控制模式符合第一种方式,它不需要张力反馈。所谓 "开环",是指没有张力反馈信号给变频器,变频器控制输出频率或转矩来达到控制目的,与是否有编码器没有关系。扭矩控制模式是指变频器控制电机扭矩而不是频率,输出频率根据速度自动改变。
变频器开环张力控制
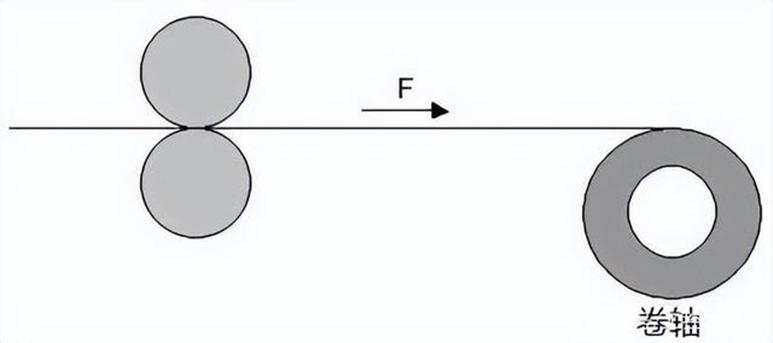
根据公式
F = T / R
其中F为材料张力,T为卷轴扭矩,R为卷轴半径,我们可以知道,如果卷轴的扭矩根据卷径的变化而变化,就可以控制材料的张力,这就是开环张力控制的基本模式。
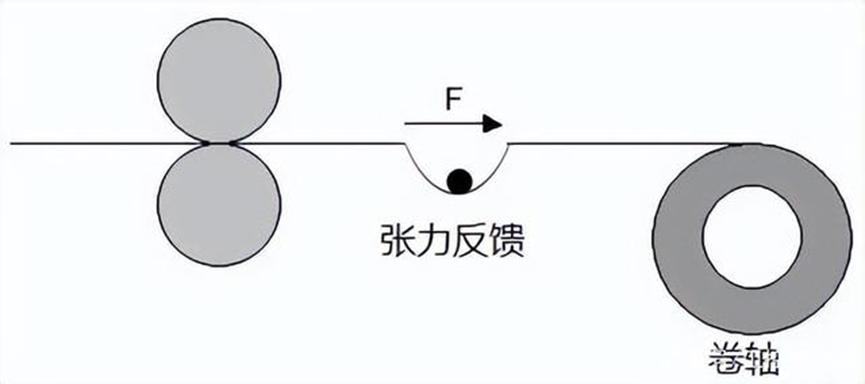
变频器在闭环矢量控制模式下可以精确控制电机输出扭矩,在这种控制模式下,VFD必须安装编码器(变频器带PG卡)。闭环张力控制模式在开环的基础上增加了张力反馈调节器。利用张力反馈信号和张力设定值形成PID闭环控制,来调整VFD输出的扭矩指令,实现更高精度的张力控制。
大多数公司的变频器都有标准的张力控制算法。它们有适合数字半径计算类型/线速随动装置-直径反馈类型/线速随动装置张力调节/线速随动装置舞动辊位置调节等的内置块,以及更多的配置。在机器上适应的材料和工艺以及最终的输出要求将决定选择的配置和适应的机械,以及最后配置和调整的控制块。
PID闭环张力控制 :以上几种方案都是开环控制,只适用于精度要求不高、半自动或手动张力控制的场合,无法满足高精度全自动化的需要。而使用张力传感器加PID的闭环控制却可以满足快速高精度张力调节的要求,是高精度张力控制的主要方法。
闭环控制是利用张力传感器测得实际张力,将其与给定张力比较,通过偏差输入比例-积分调节器,使实际张力与给定张力相等,适用于高精度、高速控制场合,具有控制精度高、实时性能好等优点。
(1)带张力传感器的闭环控制,速度给定补偿。闭环调节,张力反馈由传感器提供,张力调节器输出作为速度给定补偿。
(2)带张力传感器 的闭环控制,控制电流限幅。闭环调节,张力反馈由传感器提供,张力调节器输出作为电流限幅控制,速度调节器因附加给定饱和。
(5)直接卷取加闭环控制,控制电流限幅。两种调节形式同时起作用,用于卷取和导开控制系统。直接卷取功能计算力矩电流给定包括张力给定、惯量补偿和机械损失补偿;带张力传感器反馈的闭环控制比较张力给定和张力反馈并通过比例-积分运算调节器输出张力补偿信号;将两种调节的输出综合后控制电流限幅,速度调节器因附加给定饱和。卷径值可通过外部检测器测量获得或通过线速度/角速度比值计算得出。
(6)切线卷取加闭环控制,控制电流限幅。两种调节形式同时起作用,用于卷取和导开控制系统(传动辊拖动卷筒旋转)。切线卷取功能计算力矩电流给定包括张力给定、惯量补偿和机械损失补偿;带张力传感器反馈的闭环控制比较张力给定和张力反馈并通过比例-积分运算调节器输出张力补偿信号;将两种调节的输出综合后控制电流限幅,速度调节器因附加给定饱和。卷径值可通过外部检测器测量获得。【1】