3 + 2 轴加工进行标准 X Y Z 变换前,可首先对主轴和/或工作台进行分度处理,重新对齐定位刀具。分度可通过手工实现或是通过 CNC 控制器实现。 产生 3 + 2 轴加工最常用的方法是通过用户坐标系,使其 Z 轴位于适当的刀轴方向。随后将相对这个用户坐标系进行标准的 3 轴策略及下切和撤回运动。因此,没有 PowerMILL Multi-Axis 授权的用户也可产生 3+2 轴加工策略,只要通过使用独立的用户坐标系来控制刀轴方向,并经 NC 参数选择表格,将表格中自动刀具对齐定位设置为关,输出 NC 数据即可。然而,如果具备完整的多轴授权,产生 3 + 2 轴刀具路径会更快,更简便,因为多轴授权提供了比非多轴授权多很多的选项,它很少依赖独立的用户坐标系。
3 + 2 Axis 加工可:
a 相对于普通刀具设置基准,一次装夹即可加工部件除底面之外的全部形面。
b 使用标准长度刀具加工深的侧壁。
c 加工倒勾型面特征。
3 + 2 轴加工范例
1 打开以下项目: ...\PowerMILL_Data\five_axis\3plus2_as_5axis\3Plus2-ex1-Start

2 保存项目为: ...\COURSEWORK\PowerMILL-Projects\3Plus2-ex1
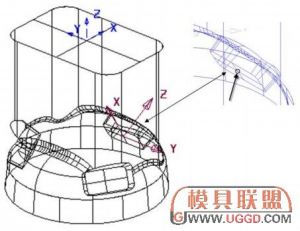
输入项目中已有一个 3 轴初加工和两个精加工策略。 同样,项目中已包含多个用户坐标系,其中一个在模型顶部 Z175 处,将使用此坐标系作为主加工原点。其它 4 个用户坐标系将在随后用来帮助多轴加工策略间的定位移动。
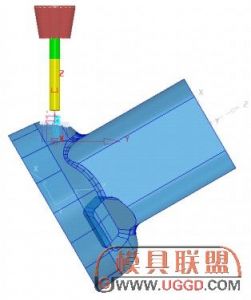
3 选取一等轴查看并研究加工方案。
我们可看到零件上相对较高的一侧及三个凹槽的方向,如果仅使用 Z 轴方向刀具设置进行 3 轴加工,无法完成全部加工。 将首先给位于 X 方向的这个型腔指定一新的用户坐标系来控制其中一个 3 Plus 2 – 刀轴对齐定位。
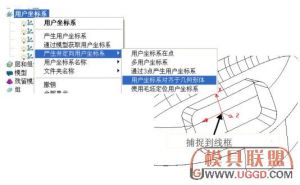
4 右击 PowerMILL 浏览器中的用户坐标系,从弹出菜单选取产生并定向用户坐标系 – 用户坐标系对齐于几何形体。
5 使用左鼠标键捕捉或方框选取第一个型腔底部的交叉线框 (位于用户坐标系 ztop-175_A 的 X
轴)。
6 激活新产生的用户坐标系 1。
于是该用户坐标系自动对齐于线框,其 Z 轴垂直于曲面。下面我们还需进一步编辑它,使其X 轴相对于全局坐标系绕部件逆时针方向旋转。
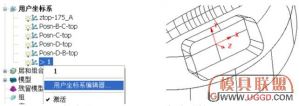
右击 PowerMILL 浏览器中的用户坐标系 1 ,从弹出菜单选取用户坐标系编辑器选项,打开下图所示工具栏。

7 点击绕 Z轴形状图标 ,在弹出对话视窗中输入角度-90 (垂直于型腔底部)。 用户坐标系的 X 轴的指向从部件顶部查看时是逆时针相对于变换坐标系(全局原点)。

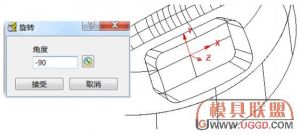
8 点击 √ 图标,,保存改变,退出用户坐标系编辑工具栏。

9 将用户坐标系 1 重新命名为 Align_B。
10 激活用户坐标系 - ztop-175_A。
11 右击用户坐标系 - Align_B ,从弹出菜单选取变换。
12 选取下图箭头所示的旋转用户坐标系选项。
13 点击对话视窗中的保留原始

14 输入复制数 2,角度 120,产生两个新的用户坐标系 (其位于从顶部查看逆时针方向的下一型
腔的底部)。

15 点击黑色的叉,退出对话视窗。

16 点击用户坐标系编辑工具栏末端绿色的勾 √图标,接受新产生的用户坐标系(Align_B_1 和Align_B_2)。

17 以逆时针顺序分别将两个新产生的用户坐标系重新命名为 Align_C 和 Align_D 。
下面就可相对于 3 个新的用户坐标系 ( Align_B, Align_C, 和 Align_D)对齐定位,对部件编制 3 Plus 2 轴加工策略。 对三个型腔而言,可在其局部相对于所需 3+2 用户坐标系分别产生一长方形的毛坯。同时将绕每个型腔产生一模型边界 ,这些边界将用在加工策略中(加工内部边界)。
1 激活用户坐标系 Align_B 。
2 选取在用户坐标系 Align_B周围定义型腔的两张曲面。
3 产生一毛坯,其设置如下:由…定义-方框,类型-模型(已选曲面)。

4 进行局部快进高度计算前确认型腔仍呈被选状态。
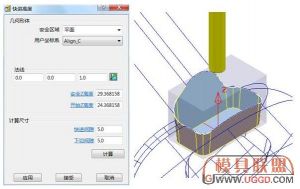
5 点击以下图标,在快进高度表格中设置用户坐标系为 Align_B ,然后点击计算按钮,产生设置用户坐标系 (Align_B) ,以获取正确的快进高度。
快进高度基于模型或毛坯的最大 Z高度计算。 如果选取了一组曲面,这样其它的部分在计算过程中将不予考虑。


6 在用户坐标系 Align_B 周围的凹槽区域(曲面仍然被选取)的顶部边缘产生一名称为 Pkt-B1的用户定义- 模型- 边界。
7 激活已有刀尖圆角端铣刀 D10TR1。
8 设置切入为斜向,斜向选项设置为左斜角 4,沿着 圆,圆直径 (TDU) 0.6
9 在策略选取器表格中选取三维区域清除- 模型区域清除并严格按照下图填写表格。
刀具路径名称: D10TR1-Ruf-B1
样式: 偏置模型

10 在表格中的剪裁页面设置边界 Pkt-B1 ,设置剪裁-按边界剪裁刀具轮廓

11 点击计算,产生刀具路径,然后取消表格。 刀具路径的下切移动对齐于激活用户坐标系的 Z轴。
12 使用复制方法,对另外两个凹陷区域重复上述策略并按需要调整有关值,产生另外两条刀具路径 D10t1-Ruf-C1 和 D10t1-Ruf-D1。
a 必须为每条刀具路径使用正确的用户坐标系单独定义快进高度(记住在对话视窗中选取相对应的激活用户坐标系)。
b 请勿忘记产生并使用相应的用户定义 – 模型- 边界 Pkt-C1 和 Pkt-D1。

3+2 轴刀具路径产生后,仅可使用兼容的后处理器来输出有效 NC 数据。对于包含多重定位的刀具路径,NC 程序输出选项将通过一原点(本范例为用户坐标系 ztop175_A)来产生 NC 数据。此选项可通过 NC 参数选择对话视窗或是 NC 程序设置对话视窗选取。
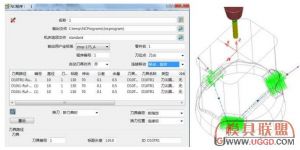
13 从浏览器中右击 NC 程序,从弹出菜单选取参数选择。
14 从机床选项文件域选取 r2e3.opt 为机床控制器。
15 在输出用户坐标系域选取 ztop-175_A。

16 应用设置并接受表格。
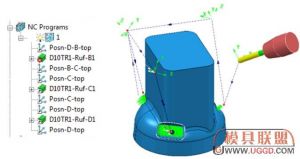
17 在浏览器中产生一 NC 程序并增加 D10TR1-Ruf-B1, D10TR1-Ruf-C1, 和 D10TR1-Ruf-
D1。
NC 程序中显示了这 3 个独立‘3 Plus 2’轴刀具路径间的连接运动,在此我们可看到它们是笔直穿过零件! 插入刀具路径到 NC 程序后必须控制这些刀具路径之间的位置移动,以消除和零件和夹具的任何碰撞。 原始项目中包含有多个预定义的用户坐标系,可在 NC 程序中按需要插入这些用户坐标系,以在刀具路径间的连接过程中能为刀具提供安全的连接行程和对齐定位。
18 如下左图所示,在浏览器中将项目预定义的用户坐标系拖放到 NC 程序中的相应位置。 现在刀具路径间连接时,刀具将通过用户坐标系坐标的相应位置并对齐于用户坐标系的 Z轴。
19 选取文件-保存。
之前整理在ug论坛的一份资料,一共有50个左右的主题,很详细很完整。不过发在这里排版不太好看,可能大家在观看的时候体验会没那么好...今天先分享一篇,如果大家喜欢的话会陆续发上来。欢迎交流!