紧急停止不能解除是一个常见故障,当故障发生时显示器下方显示“紧急停止”或“EMERGENCYSTOP”,机床操作面板方式开关不能切换, MCC 不吸合伺服及主轴放大器不能工作,系统并不发出具体的报警号,根据机床厂 PMC 报警编辑不同,有时会出现1000#以后的PMC报警。
出于安全考虑,机床厂将一些重要的安全信号与紧急停止信号串联,包括紧急停止开关,但是我们一般的维修人员往往仅以为是紧急停止开关连接不良或超程开关连接不良,但是排除上述两种故障情况发生后,就再也无法进行下一步的诊断工作,说明我们对紧急停止信号的处理不够了解,下面我们从硬件连接到PMC处理,分析紧急停止处理的工作过程。
一、数控机床数控机床急停和超程电路分析
数控机床急停和超程处理是数控机床安全性的重要内容,一台机床在验收和使用时肯定涉及这两方面的内容。在FANUC数控系统应用中,急停和超程有以下几种常规处理方法。
急停按钮和超程开关串接外围硬件处理,急停按钮和超程开关硬件连接可以参考CONNECTION MANUAL(HARDWARE)(B-64303EN),以0i-D系统配置ai伺服单元为例,急停按钮和超程开关硬件连接示意图如图1.1所示。
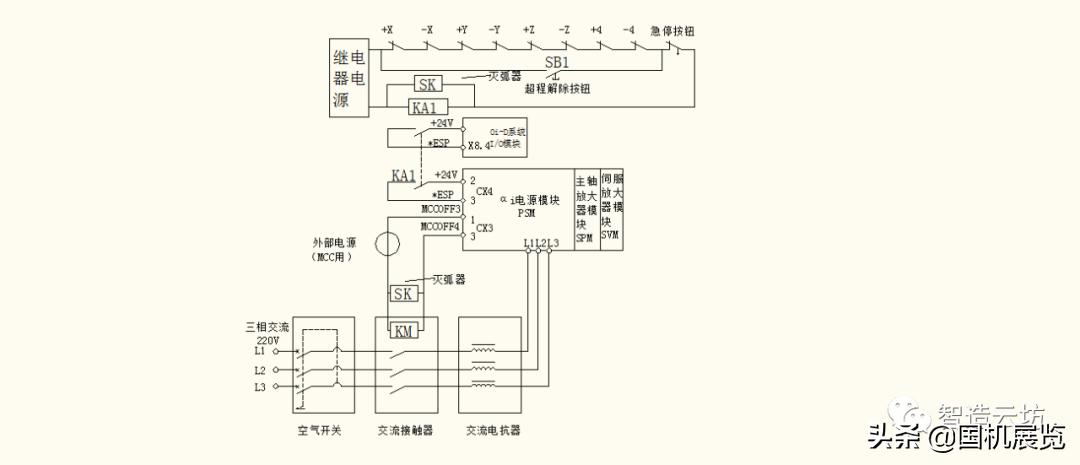
图1.1 急停按钮与超程开关硬件连接示意图
如图1.1所示,进给轴超程开关为动断触点,急停按钮与每个进给轴的超程开关串接,当没有按急停按钮或进给轴运动没有超程时,KA1继电器吸合,相应的KA1触点闭合,则0i-D系统的I/O模块X8.4处信号为1,同时另一个KA1触点一闭合。ai伺服单元的电源模块CX4插座的2、3管脚接收急停信号,闭合为没有急停信号。
KA1触点闭合后,若0i-D系统和ai伺服单元本身以及之间的连接没有故障,则ai电源模块内部的MCC触点闭合,即CX3的管脚1、3接通,如图1.1所示。使用该伺服单元内部的MCC触点来控制外部交流接触器吸合,当外部交流接触器KM吸合,三相交流200V电源模块就施加到了伺服单元的主电源输入端(L1、L2、L3),数控系统和伺服单元就能正常工作。
根据CNC、PMC、机床三者之间的关系,虽然X8.4为1,但真正要使系统无急停报警,还要取决于G8.4是否为1,G8.4处信号用符号表示为*ESP。
从符号功能可以看出,要使系统不急停,*ESP(G8.4)必须为1,若为0,系统就会急停。在维修当中还需要结合PMC梯形图,具体分析产生急停的原因,因为除急停按钮和超程开关引起系统急停外,可能还有其他原因引起系统急停。
通过图1.1可以看出,当按下急停按钮或轴运动到超程位置时,KA1继电器断开(急停继电器),0i-D系统I/O模块的X8.4为低电平,系统急停,同时电源模块连接的KA1也断开,伺服单元的内部触点断开,外部交流接触器失电,主电源断开。若由于急停按钮断开导致急停,只要松开急停按钮,使其闭合即可解除急停,若由于超程开关断开导致急停,则在电路设计中要求必须有超程解除按钮,如图1.1中的SB1所示。
关注注最新技术 第十五届中国国际机床工具展览会(CIMES2020)将于2020年8月17-21日,在北京中国国际展览中心新馆(顺义)举办,欢迎您莅临指导。
