在阅读此文之前,麻烦您点击一下“关注”,既方便您进行讨论和分享,又能给您带来不一样的参与感,感谢您的支持。

文|娱秘探
编辑|娱秘探
前言
作为现代加工制造的重要成果,光学玻璃在现代光学以及相关学科领域中,正发挥着越来越重要的作用。
光学玻璃表面的疵病严重影响光学玻璃的表面质量, 为保证光学玻璃本身以及所在系统的正常工作,针对光学玻璃的表面疵病检测十分重要。
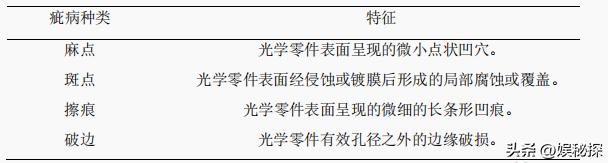
本文针对光学平板玻璃表面的擦痕、麻点以及光学镜片表面脱膜等三种难检疵病,对应特征分别进行研究处理。
光学平板玻璃擦痕参数化检测方法研究
光学平板玻璃表面在外力作用下与其它表面摩擦滑动产生擦痕, 而擦痕的轻重程度取决于外力的大小。
重擦痕深度一般较深且形状规则,提取其特征参数较为简单,轻擦痕对比度较弱且整体轮廓呈曲线,此时使用常规算法难以进行检测。
本文提出一种轻擦痕边缘提取及其微分检测算法。

图像中边缘能够将物体与其背景仅分割,边缘与背景灰度值差异较大, 因此若求解灰度变化最快的地方(即为梯度)就能找到边缘。
边缘检测中,首先找个每个像素的梯度及其对应的梯度方向,然后将各点聚集在一起形成需要的边缘轮廓。
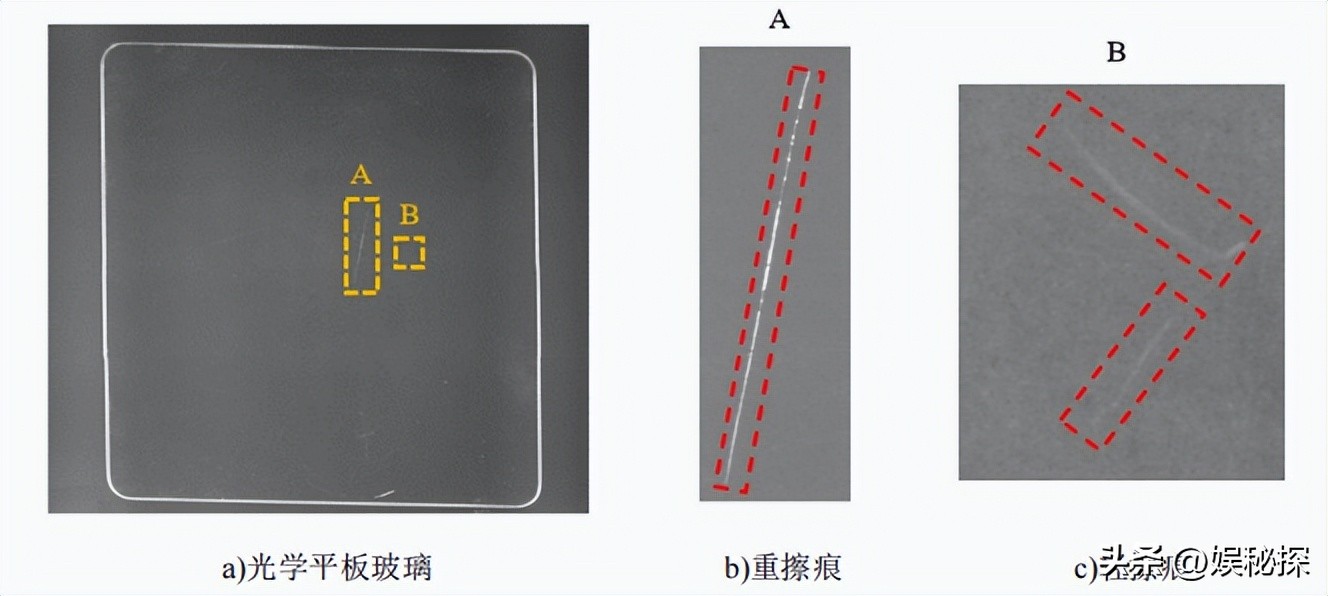
下图为光学平板玻璃表面轻擦痕,图中两条轻擦痕与背景对比度不高,若使用常见的边缘检测算子,检测时不仅对噪点敏感且不能识别完整目标边缘。

Canny检测算子被认为受白噪声阶跃型边缘达到最优,能够不丢失重要边缘,结果较为接近实际边缘。
使用Canny算子识别轻擦痕边缘后,处理后出现虚假边缘以及断裂等现象,为提取轻擦痕,使用Hough变换时通过规定组成直线的最少点的数量。
经过Hough变换后的轻擦痕只保留其边缘特征,为了能够提取完整的轻擦痕特征,需要进一步填充边缘内部, 使其更加接近原始擦痕,保证后续轻擦痕参数的提取更加准确。

闭运算为形态学处理方式,过程为先膨胀后腐蚀, 在处理过程中,该方法能够填充轮廓内部同时不扩大原本范围。
腐蚀和膨胀操作,均使用结构元素与待处理的图像卷积,达到预期效果。
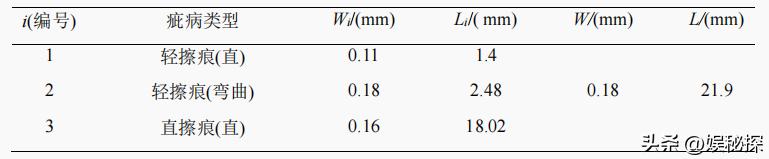
将擦痕分为弯曲擦痕和直擦痕,分别提取其特征参数,并对1~3号31擦痕特征参数进行统计计算,获得光学平板玻璃表面擦痕检测参数W和L,处理后得到参数结果如下表所示。
光学平板玻璃麻点参数化检测方法研究
光学平板玻璃表面麻点是尖锐物体在外力作用下产生的点状疵病, 而同样因外力作用效果不同而产生不同深度的麻点。
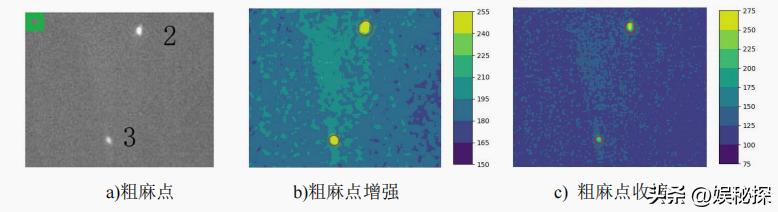
粗麻点对比度更高,而细麻点对比度较低导致其难以检测,本文提出一种细麻点改进DoG斑点检测算法。

麻点待检测图像,待检区域中细麻点与其背景差异较小,难以准确识别,为提高麻点对比度使用相关函数进行处理,通常使用较为简单的线性变换

图像的线性变换将每个像素点的数值进行直线变换, 处理后的像素值与原像素值对应关系如下:

当k∈(0,1)时,可对图像对比度进行增强,经过对参数调试,当取k=1.3时能够得到效果较好的增强图像,此时图像对比度较高。
由于对图像进行增强引入过多噪点,为保留麻点图像中麻点特征需要将噪点滤除, 常用方式为均值或者中值操作滤波。

为评价中值滤波以及均值滤波的效果,引入参数PSNR和SSIM,两者可以衡量处理图像与原图的相似程度及其失真程度。
在图像中,PSNR越大,其噪声图像就越接近原图像, 表明两者之间差异性较小,能够实现图像不失真。
参数SSIM能够用来对图像之间的相似性进行判断,对两幅图像进行PSNR和SSIM参数分析,均值滤波处理后的图像质量较好。

为获取图像中各麻点所在区域的位置与大小,可使用斑点检测方法对麻点进行检测提取,斑点检测中较为常用方法是基于求导的微分方法。
该方法对斑点的识别主要通过使用卷积核与图像中各像素点进行卷积,得到与响应值较大的区域即为麻点。
其中除高斯拉普拉斯算法能够对对斑点检测之外,高斯差分算法也能够实现该功能,在二维的图像中斑点检测中, 其中图像边缘位置对应灰度值的上升沿和下降沿。

当图像的斑点部分与高斯拉普拉斯的形状相近时,两者卷积后能够产生一个较大的响应,由于Laplace算子对噪声比较敏感, 需要先使用高斯滤波进行处理,获得良好质量的图像。
为了减少对图像的大量操作从而节省运算时间,首先对高斯核进行拉普拉斯变换,然后再将图像进行卷积操作,公式如下:
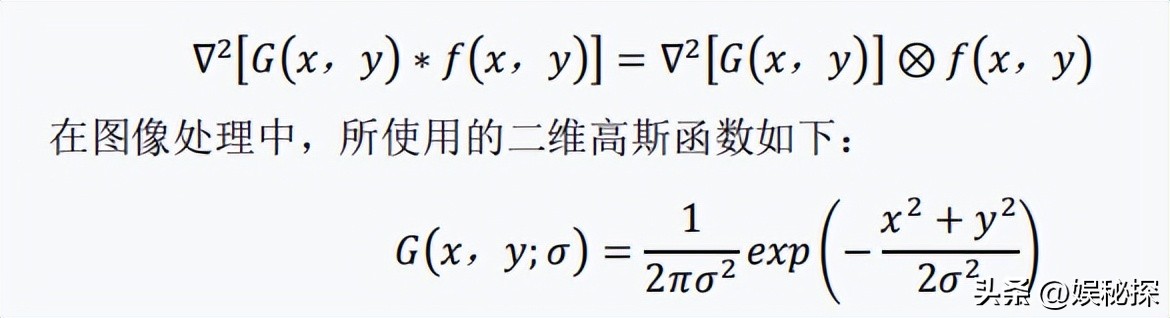
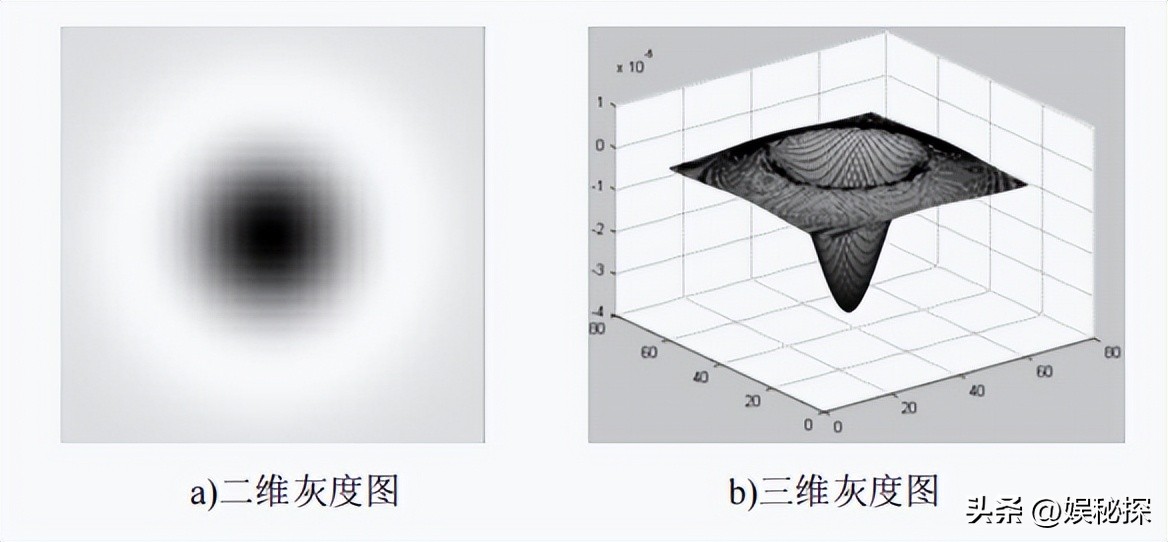
从LoG的灰度图像及其三维灰度图像中,可以看出该函数对称,可以根据检测斑点尺寸不同进行对σ的调整,从而使其响应达到峰值,此时的σ称之为特征尺度。
LoG二维图像呈斑点状,通过LoG和输入原始图像进行卷积运算即可判断两者是否相似,当两者中斑点尺寸相近时,求出的结果能达到最大值。
由于使用LoG检测运算量较大,而DoG作为LoG的一种近似,该方式运算较快,且对细长斑点具有较好抑制作用, 因此本文选用DoG进行斑点检测。
使用 DoG 斑点检测增强麻点图像,由于在检测过程中,麻点直径较小且将其近似为圆形,因此基于DoG算子的斑点检测算子能够提取各麻点直径。
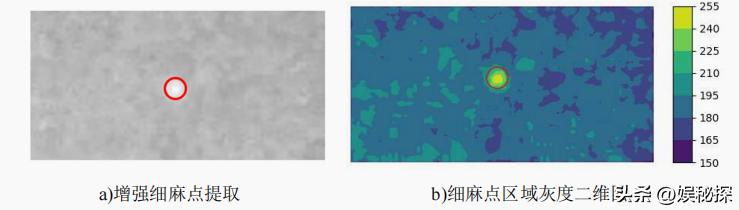
使用DoG斑点检测算法获取麻点区域后,将检测的麻点区域在未增强的原图中绘出。
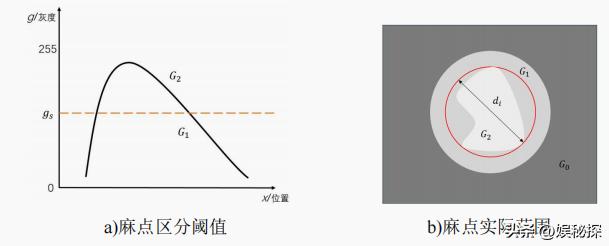
一般认为麻点为灰度值较高区域,由于麻点区域散射成像时,亮点区域G2周围存在散射光区域G1。
为提取细麻点对整个图像进行线性增强,G1增强后使得检测的麻点直径d´i超过实际直径, 因此需要对检测区域收缩获得麻点实际直径。

为获取麻点实际直径,将G1与G2区域进行区分以提取G2麻点区域, 由于两者灰度差异较大,设定灰度阈值gs划分G1与G2区域。
区域划分后根据麻点实际面积在检测区域中的面积占比,对麻点区域进行进一步收缩并获取实际直径di,最终得到其实际范围。
麻点检测区域中灰度均值能较好反映G1与G2间的差别, 因此将其灰度均值设定为阈值进行区域分割.
对检测的麻点的区域直径进行修正,修正后的麻点区域更加接近麻点原始大小,计算得到麻点直径更加准确。
细麻点对比度较低,若直接采用DoG算子检测需要设定更敏感的检测参数,此时检测受干扰而产生麻点误检。
为降低误检率,使用改进DoG斑点检测算法对细麻点进行检测, 该方法在减少误检的前提下实现了细麻点的检测,并且检测得到的麻点区域更接近实际值。

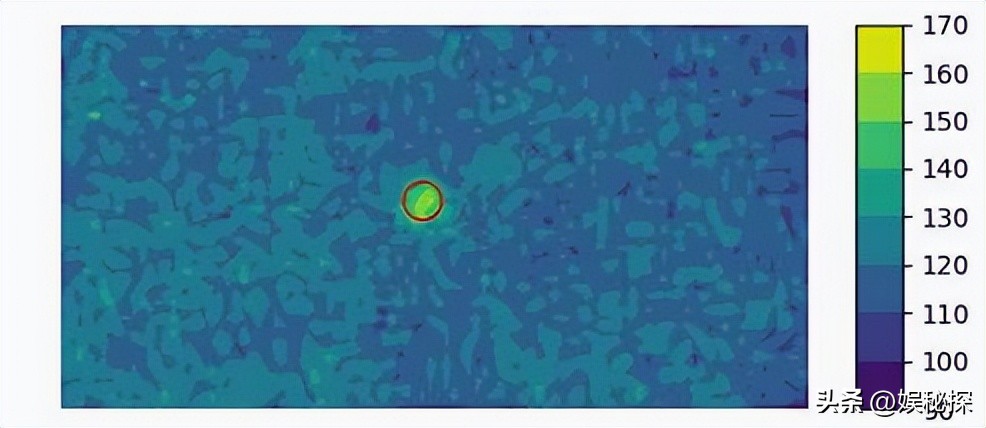
对粗麻点使用改进DoG斑点检测算法,首先对麻点特征增强,得到结果如图3-29b)所示;然后依据灰度加权算法对麻点区域收缩,最后得到麻点实际检测区域。
对细麻点以及粗麻点进行检测,对1~3号麻点进行参数化检测,得到各麻点特征参数直径di,统计后获得麻点检测参数最大直径d及其面积之和Sd,检测结果如下表所示。

光学镜片脱膜参数化检测方法研究
对于光学玻璃表面的擦痕、麻点等疵病可通过暗场照明得到的相应图像,而脱膜疵病凹凸特征细微, 将其在光源照射下旋转到某个特定角度时才能观察到疵病。
因此使用常规方法难以对其进行参数化检测,本文提出一种镜片脱模调制/解调检测方法。

调制是将所传输的信息即基带信号,通过某种模式加载在预设频率的信号上(即载波信号)发送,使得基带信号能够按照指定方式发送。
光线照射到光学玻璃表面凹凸不平区域时,将造成光线反射率改变与反射光线的偏析,此时该区域对比度改变, 根据该局部区域变化即可推断表面凹凸情况分布。
本文中将光栅条纹作为载波信号,表面脱膜疵病作为基带信号,光栅条纹投射在脱膜疵病表面,脱膜疵病区域条纹结构将产生变形,采用该方式实现对图像的调制。

使用光栅条纹背光的平行调制方式,其中光栅条纹中水平方向亮度相同,竖直方向亮度数值呈周期函数分布,分布方式选择对于后期图像处理影响较大。
由于梯形波以及矩形波等边缘锐利,处理过程中会产生灰度值较大的细纹,而正弦波灰度变化较为平滑,因此使用正弦波作为光栅条纹分布方式。
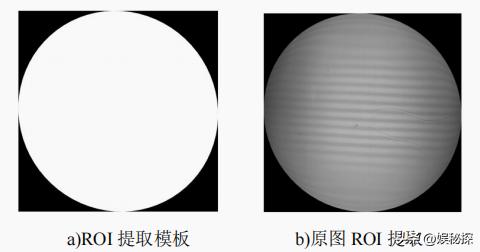
采用正弦分布的光栅条纹对光学镜片打光,背景与光学镜片灰度较为接近, 会干扰后续解调处理的结果,因此需要提取该图中ROI区域。
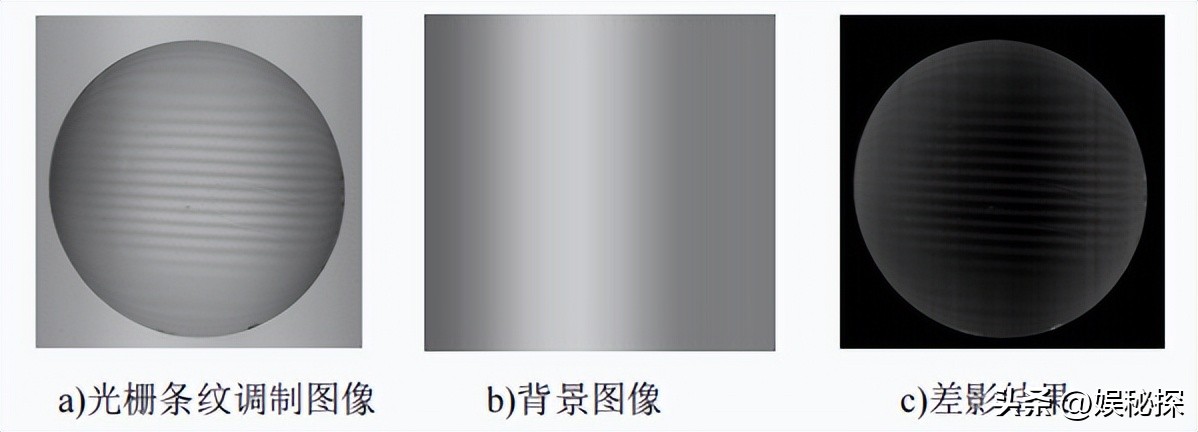
首先,采用差影法消除背景图像,然后,采用阈值分割算法提取ROI区域作为模板,最后,采用与运算提取原图ROI区域。
正弦光栅条纹采取平行调制方式,条纹水平分布,在疵病位置处条纹发生畸变,其中的正弦条纹与畸变的条纹的光强分布函数可分别表示为:

A点与B点在图像中坐标点分为为(xA,yA)以及(xB,yB),而两者y坐标相同,即yA=yB,根据平行光栅条纹光强分布特点, 两点亮度相同,即I0A=I0B。
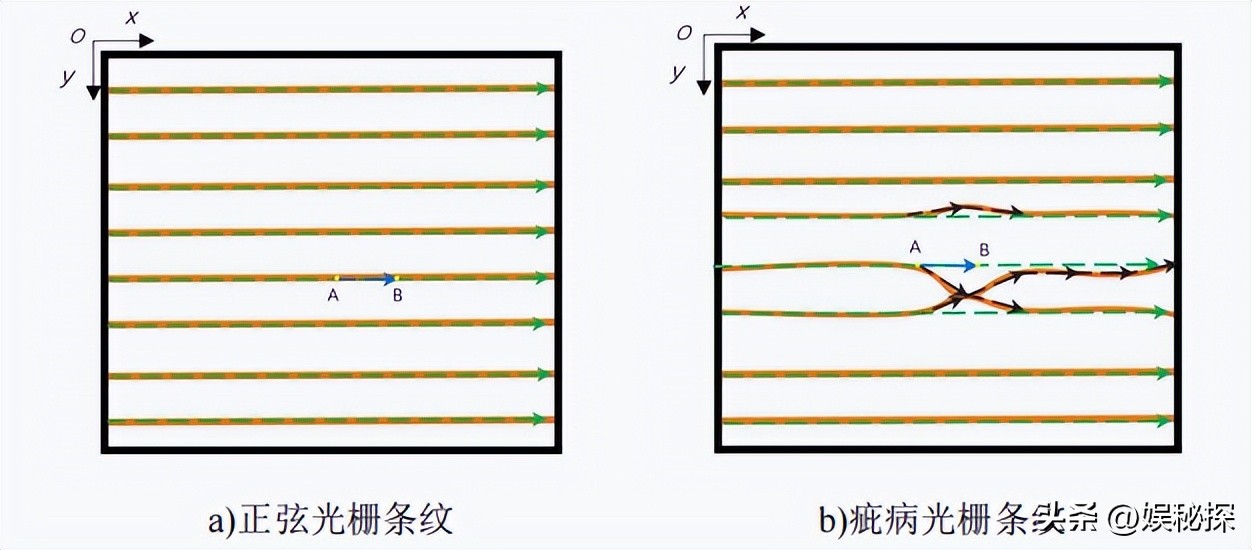
而由于条纹畸变,两点亮度则IA≠IB, 分别定义AB两点在畸变前后的x方向光强变化率:
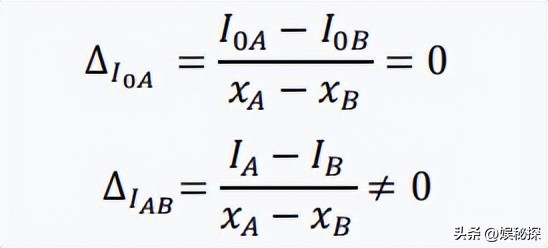
此时若A点和B点足够小,可近似将上述AB点间的光强变化率作为A点光强的x方向偏导,将其表示为:
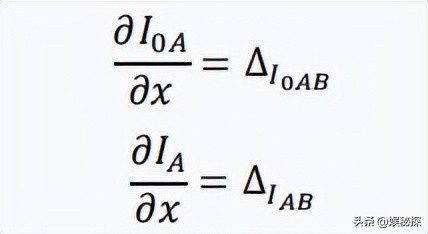
因此条纹未畸变时各点x方向光强导数均为0,而畸变后不为0,根据此特性,此时求解图中x方向梯度即可解调图像,实现脱膜疵病的提取。
而在图像中, 各像素点灰度值可认为是不同位置的光强, 而光强的梯度可通过每一个像素所对应的灰度值求解一阶导数获得,将这些点连接起来即为该边缘部分。
目前一阶导数边缘检测算法中,较为常用的边缘检测算子分别为Sobel算子与Scharr算子。
Sobel算子可用于计算图像中各个像素点对应位置的梯度近似值,该算子能够检测方向单一的简单纹理,其中Sobel算子一般由两部分组成,卷积模板如下所示。
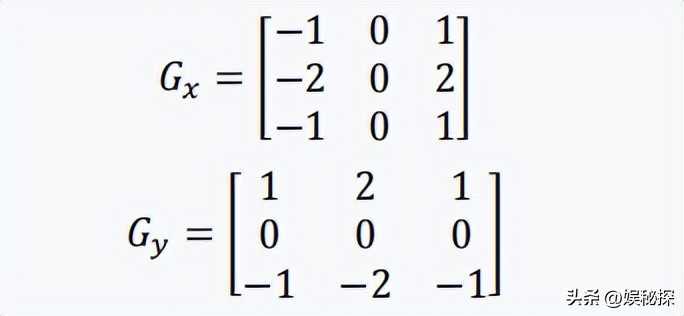
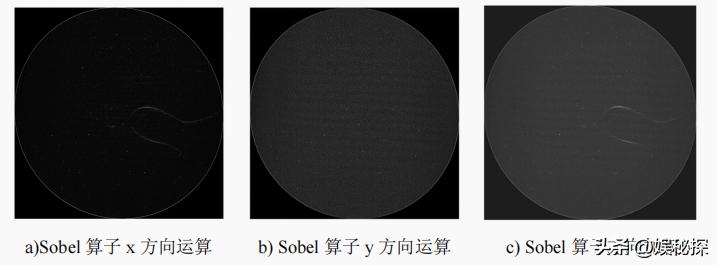
使用上述不同方向模板与图像进行卷积运算,能够得到相应方向的梯度边缘, 对Sobel算子x方向、y方向以及对两者叠加运算,得到如下图所示结果。
对图像进行x方向的Sobel运算,而x方向能有效保留疵病形状,对图像进行y方向的Sobel运算,但从图片中可以看出y方向不能捕捉疵病形状,且光栅条纹形状较为明显。
对图像进行叠加,即为常规Sobel运算,可以看出仅对x方向运算比两者加权合并后效果更好,因此采用单方向微分能有效实现解调,提取调制图像中的脱膜疵病。
Scharr算子在Sobel算子基础上进一步优化,能够捕捉图像上更多细节。
使用x方向的Scahrr算子卷积核对对图像处理,得到结果, 此时脱膜边缘更加清晰,有利于后续处理。

提取结果中脱膜疵病产生断裂,故将一定范围内脱膜均视作单个疵病, 并使用多边形拟合脱膜边缘进行合并。
将合并的疵病通过MER提取脱膜特征参数,脱膜特征参数为Wi×Li,对表面脱膜进行统计计算得到脱膜检测参数面积之和T,结果如下表所示。

笔者观点
笔者认为,为确保光学玻璃本身及相关系统的正常运行,光学玻璃表面疵病的检测至关重要。
加强对光学玻璃表面疵病的研究和检测, 不仅有助于提升光学设备的性能,还能推动光学领域的发展。
关注光学玻璃表面疵病的研究和处理,对于现代光学及相关学科的进步具有重要意义。
参考文献
[1]彭戍轩.浅谈光学玻璃的发展及其应用.黑龙江科学,2015.
[2]李晓舟,于化东,于占江等.微小尺寸零件表面缺陷光学检测方法.兵工学报,2011,
[3]崔辉,刘世杰,赵元安等.全内反射显微技术探测亚表面缺陷新方法研究.光学学报,2014.
[4]杨甬英,陆春华,梁蛟等.光学元件表面缺陷的显微散射暗场成像及数字化评价系统.光学学报,2007.
[5]孙丹丹.精密表面缺陷特性及光学显微散射成像系统的研究.浙江大学,2006.