若采取下述措施:
- 适当加大冲裁间隙。落料双面间隙可取料厚的10%,冲孔双面间隙可取料厚
- 的15%。 丄
- 凸凹模的冲孔刃口直接采用1。锥度线切割加工,刃口没有直边髙度,减少了废料对
- 凹模型腔的胀形压力,确保冲孔废料顺利排出。
- 实行阶梯冲裁。冲孔凸模比落料凹模低1〜2mm,凸凹模进人凹模后才开始冲孔, 落料废料紧紧套在凸凹模外面,相当于一个预应力圈,起到保护凸凹模的作用。
- 凸凹模刃口工作部分以外的非工作部分适当放大,卸料板或顶料板与凸凹模配合部
- 分通过局部减薄来避让凸凹模放大了的非工作部分。
- 采用整体橡胶卸料。卸料橡胶紧套在凸凹模上,以增大凸凹模强度。 一
对于带悬臂的窄长槽类冲压件,可在凹模下部增加一块楔紧块,让悬臂部分与凹模
下部形成一个固定整体,使凹模有效工作深度缩为12〜15mm,这样基本上可防止悬臂折 断。同样,凸模或凸凹模的悬臂部分也需用固定板固定,以缩短凸模或凸凹模的悬臂部分工 作髙度。
- 卸料板和顶料板用小导柱导向,防止其因受力不平衡而倾斜从而折断小凸模和凹模 悬臂部分。
- 模具材料用Crl2MoV,反复锻造,保证碳化物不均匀性达3级。
- 对较薄弱的凸凹模选用髙强度、高韧性的模具钢,如LD、LD-2, LM1、LM2、 65Nb 等。
- 那么,在冲压材料为低碳钢时,凸凹模允许的最小壁厚一般为料厚的2〜3倍,凸凹模 最小壁厚一般应大于1.2mm;采取一定措施后凸凹模最小壁厚可小到料厚的1.2倍,最小 可达0. 5mm。
- 对落料、拉深复合模来说,设计时同样须注意拉深凹模有足够的壁厚,即应保证该拉深 件的展开料与拉深件外形的差值最好大于表6-1中复合模凸凹模相应料厚对应的最小壁厚a 值,否则影响模具寿命,必要时须对此进行强度校核。
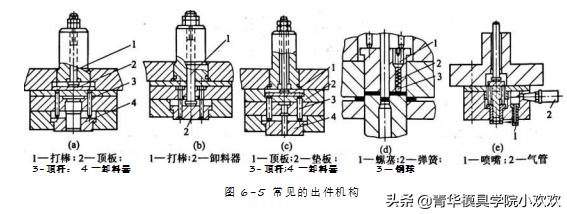
在复合模设计时,由于要同时进行多道工序的加工,其中既要保证完成加工零件与冲切 条料的顺利分离及冲切废料从模腔中排出,还要保证后续加工的安全、顺利进行以及待冲条 料的平整,因此,应正确选用合适的出件和卸料机构。常见的出件机构如图6-5所示。

想 学 U G 产 品 设 计、U G 模 具 设 技、U G 数 控 编 程 联 系 1 8 8 1 9 1 0 6 2 7 6 ( 微 信 同 号 )