卡尺类量具
(1)常用的卡尺类量具有:游标卡尺、深度卡尺、高度卡尺、游标测齿卡尺、游标角度规等。前四种用于长度测量,后一种用于角度测量。
(2)结构:
在结构上的共同特征是都有主尺、游标尺以及测量基准面,另外还有便于使用而设的微动机构和锁紧机构等。主尺上有毫米刻度,游标尺上的分度值有 (a)、(b)、(c),0.1、0.05、0.02mm三种,如图。
(3)读数原理:
游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距的间距差实现的。
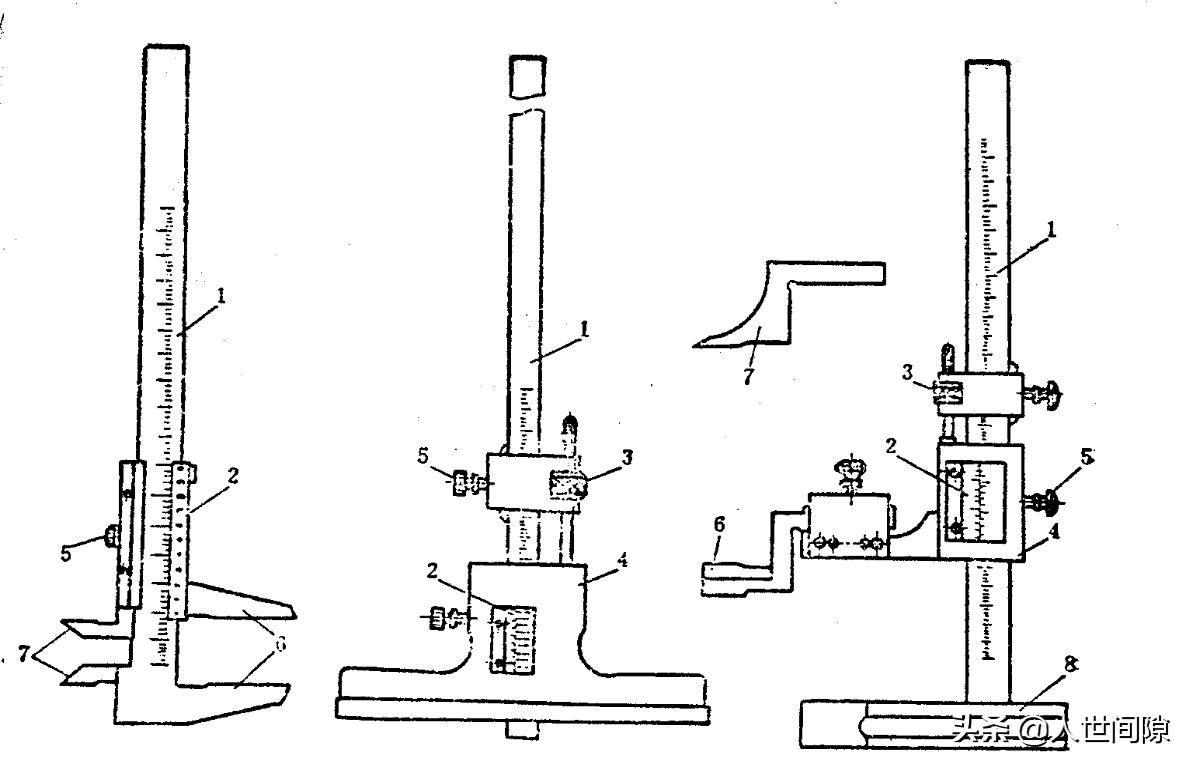
游标卡尺
常用的主尺刻度间距a=1mm。若使主尺刻度(n-1)
格的宽度等于游标刻度n格的宽度,则游标的刻度间距b=[(n-1)/n]*a。若主尺刻度间距为1毫米,游标刻度间距为0.9毫米,当游标尺零刻线与主尺零刻线对准时,除游标的最后一根刻线(第10根刻线)与主尺上第9根刻线重合外,其余刻线均不重合。若将游标向右移0.1mm,则游标的第一根刻线与主尺的第一根刻线重合;游标向右移动0.2mm时,则游标的第二根刻线与主尺的第二根刻线重合。依此类推。这就是说,游标在1mm内(1个主尺刻度间距),向右移动距离可由游标刻线与主尺刻线重合时游标刻线的序号来决定。


角度尺
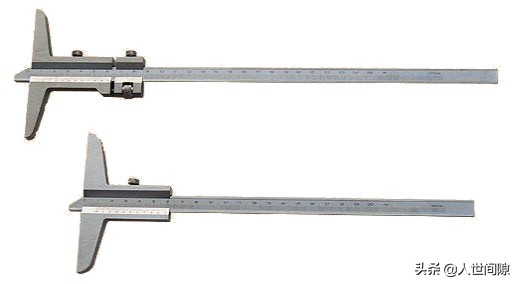
深度尺

高度尺
使用及保养:
a. 文明操作,合理使用,使用后应将卡尺放在工
具盒 内,不乱拿乱放。
b. 不能将卡尺当作其它工具使用,如当锒头敲击工
件,将卡尺的量爪当划线工具等。 c. 使用前,使用人员应将卡尺测量面的油污揩擦干
净,检查卡尺各部份的作用是否正常、可靠,“0”位
是否准确。卡尺外量爪两测量面合拢时,不应有可
见的白光(允许有可见蓝光)。 d. 使用中,不能在机床还在转动时就去测量工件,以
防测量人员发生危险和损坏量具,应待被测工件处
于静态后进行。 e. 用卡尺内测量爪测量工件,不能测量Ф10mm以内
的内孔。
游标卡尺的使用

游标卡尺的使用
f. 电子数显卡尺应避免水等液体渗入尺框内,以免损坏
电子元件。
g. 使用后要对卡尺进行必要的保养,擦净油污、铁屑,
如卡尺接触水液,需用清洁汽油擦洗干净,(不可使
用*酮丙**、酒精),然后在工作面涂上防锈油。卡尺放
入量具盒前应使两测量面保持一定缝隙,以防卡尺测
量面锈蚀。
h. 电子数显卡尺不使用数据出口端时,不要将端口盖拆
下,并不要将金属器件任意触及输出端,以免损坏电
子元件。
i. 发现卡尺有故障或示值不准确,及时报告,由计量人
员处理。
微分量具:
(1)分类:
微分量具主要有外径千分尺、内径千分尺、深度千
分尺、测厚千分尺等,还包括微米千分尺、杠杆千分
尺等。其典型结构如下图所示:
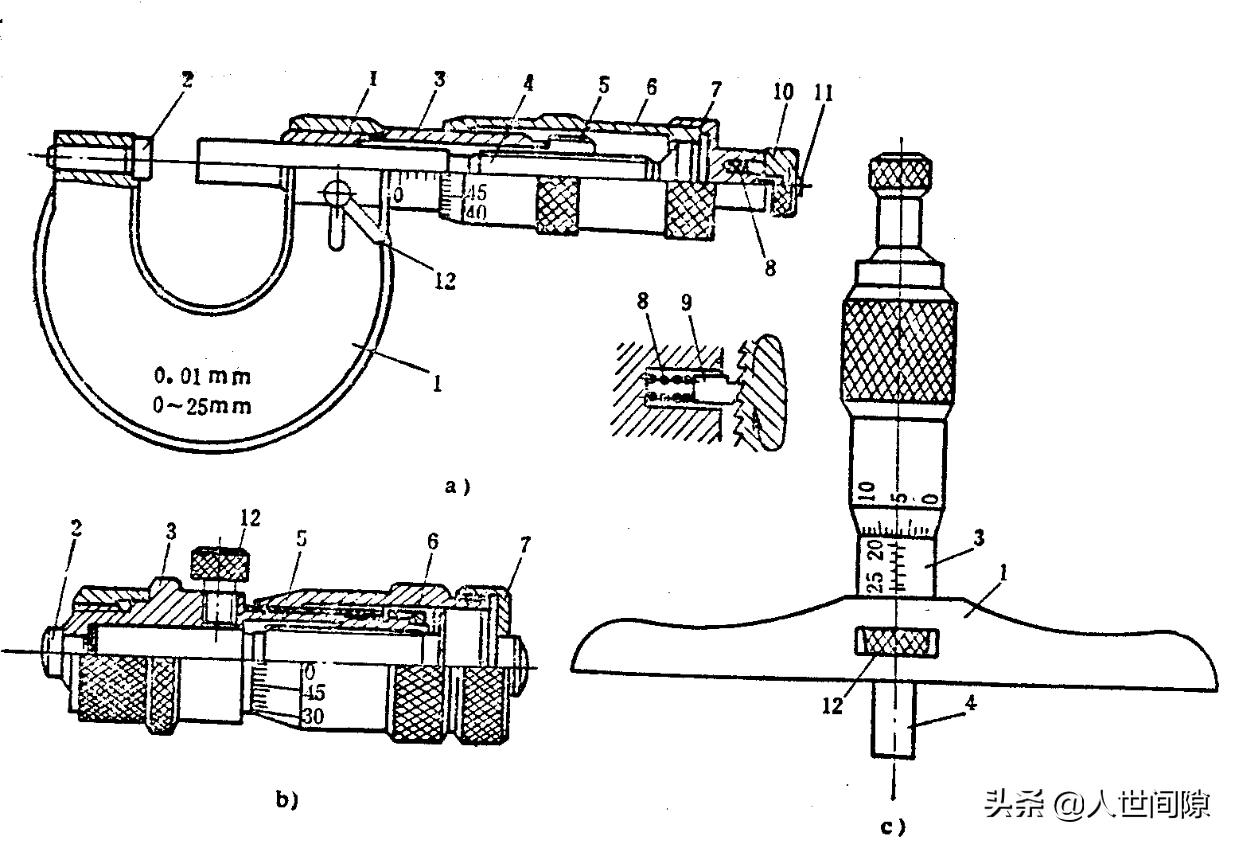
(2)结构:
主要由尺架、微分筒、固定套筒、测量力装置、测量面、锁紧机构等组成。其结构特征是:
a.结构设计符合阿贝原则。
b.以丝杆螺距作为测量的基准量,丝杆和丝母的配合应该精密,配合间隙应能调整。
c.固定套筒和微分筒作为示数装置,用刻度线进行读数。
d.有保证一定测力的棘轮棘爪机构。
(3)读数原理:
千分尺的读数原理是:通过螺旋传动,将被测尺寸转
换成丝杆的轴向位移和微分筒的圆周位移,并以微分筒
上的刻度对圆周位移进行计量,从而实现对螺距的放大
细分。当测量丝杆连同微分筒转过Φ角时:
a.丝杆沿轴向位移量为L。因此千分尺的传动方程式为
L=p*Φ/2π
式中,p―丝杆螺距;Ф―微分筒转角。
b.一般p=0.5mm,而微分套筒的圆周刻度数为50等分,故
每 一等分所对应的分度值为0.01mm。读数的整数部
分由固定套筒上的刻度给出,其分度值为1mm;读数
的小数部分由微分筒上的刻度给出。
(4)使用注意事项:
a.使用前必须校对零位。
b.手应握在隔热垫处,测量器具与被测件必须等温,减
少温度对测量精度的影响。
d.当测量面与被件表面将接触时,必须使用测量力装置。
e.测量读数时要特别注意半毫米刻度的读取。
(5)使用及保养:
a. 文明操作,合理使用,使用后应将千分尺放在
工具盒内,不乱拿乱放。 b. 不能将千分尺当作其它工具使用,如当锒头敲击工
件等。 c. 使用前,使用人员应将测量面的油污揩擦干净,检
查千分尺各部份作用是否正常、可靠,“0”位是否准
确。 d. 使用中,不能在机床还在转动时就去测量工件,以
防测量人员发生危险和损坏量具,要待被测工件在
静态后进行。
e.微分量具有测力装置的,测量工件时应用测力装
置测量;调整测量范围时,应手握尺身,转动微分筒
使测杆位移至所需位置。 f.使用后要对千分尺进行必要的保养,擦净油污、铁
屑,如测量面接触水液,需用清洁汽油擦洗干净,
(不可使用*酮丙**、酒精),然后在工作面涂上防锈油。
微分类量具放入量具盒前应使两测量面保持一定缝
隙,以防测量面锈蚀。 g. 发现千分尺有故障或示值不准确,及时报告,由计量
人员处理。

外径千分尺

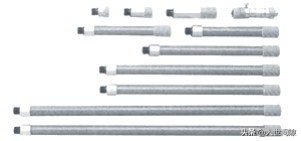
内径千分尺


深度千分尺