太惊讶!!!没有女钳工吗?尤其是年轻漂亮的,标准就像网红那样。还是我没见识?人们常说紧车工慢钳工,吊儿郎当是电工,钳工作为一线工人,一天活干下来,原本白白净净的小手就会变为黑不溜秋的爪子,身上散发着一股浓烈的金属味,时间久了显得很老了,我想啊,没哪个女的喜欢干钳工,这工种男女比例严重失衡,俗话说男女搭配干活不累,难怪哪些老钳工抱怨干活很累。当然世界上肯定有女的愿意当钳工,我赌一个茶叶蛋的说。下面简单介绍钳工的一些小儿科似的基本技能。

一 基本技能之划线
1. 划线是指根据图样的技术要求,在毛坯半成品或工件上,用划线工具划出加工部位的轮廓线即加工界线或者是划出作为基准的点、线的操作过程。
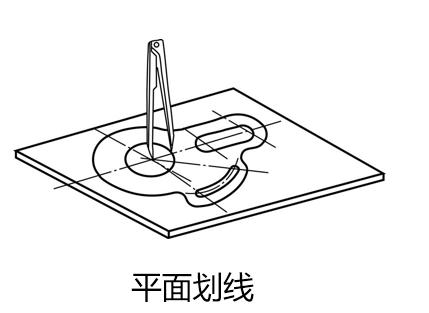
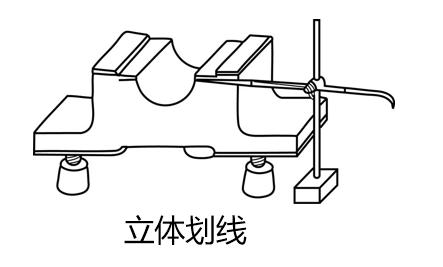
划线一般分为平面划线和立体划线两种
2.划线的具体作用:
1)确定工件的加工余量,使机械加工有明确尺寸界线。
2)便于复杂工件在机床上装夹,可按划线找正定位。
3)能够及时发现和处理不合格的毛坯,避免加工后造成损失。
4)采用借料划线可使误差不大的毛坯得到补救,提高毛坯的利用率。
划线的精度一般为0.25~0.5MM
二、常用划线工具与划线涂料
1.常用划线工具与应用
常用划线工具有:划线平板、划线盘、划针、长划规、单脚划规、游标高度尺、样冲、90°角尺、方箱、V形架等

2.划线用涂料
常用的涂料有以下2种:
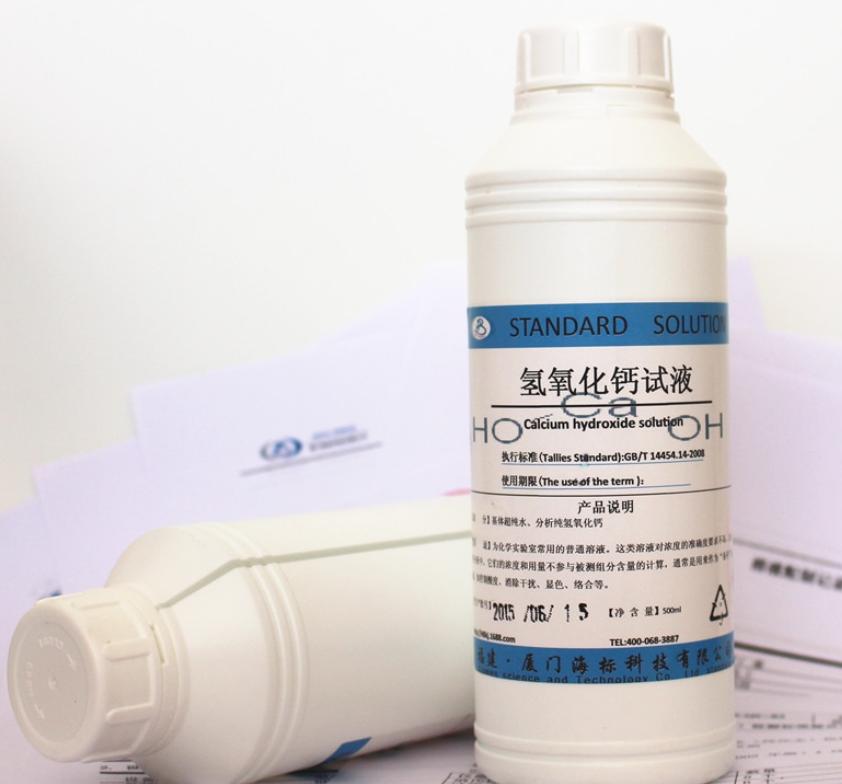
(1)石灰水。一般还需在石灰水中加入骨胶、桃胶等,主要应用在铸、锻毛坯件的划线。
(2)蓝油。蓝油是由2%~4%龙胆紫、3%~5%虫胶漆和91%~95%酒精混合制成。
三、找正和借料
1.找正
找正就是利用划线工具并通过对支承工具的调节使工件上有关表面处于合适位置。找正时需要注意以下几点:
(1)毛坯或工件上有不加工表面时,应按不加工表面找正后再划线。
(2)工件上没有不加工表面,通过对各自需要加工的表面自身位置找正后再划线。
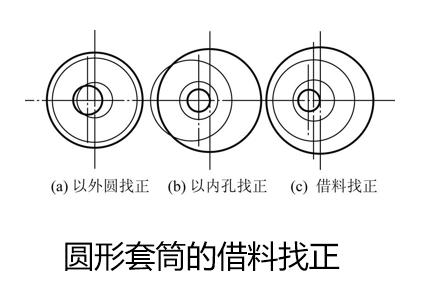
2.借料
借料划线的一般步骤:
(1)通过对毛坯测量,确定并划出偏移部位和偏移量。
(2)根据毛坯偏移量和各表面加工余量,确定借料方向大小,合理分配各待加工表面的加工余量,划出基准线。
(3)以划出的基准线为依据,按照图样依次划出其余线。
四、划线步骤
1. 划线前的准备工作
1. 划线前的准备工作
1)熟悉图样,分析工件的特征,确定基准。
(2)工件清理。清除毛坯上的毛边,氧化皮以及毛刺、切屑等。
(3)划线需要涂一层薄而均匀的涂层在划线部位。
(4)工件孔中装中心塞块用于求出孔的中心,小孔一般用铅块,稍大一些的用木塞,再大一些的用中心架。
2. 划线
(1)支承并夹持好工件,对工件(毛坯件)进行找正、借料。
(2)划好基准线、位置线后再确定加工线。
3. 检查划线需要打样,冲眼的要打样冲眼。
五、划线基准的选择和确定原则

六、应用分度头划线
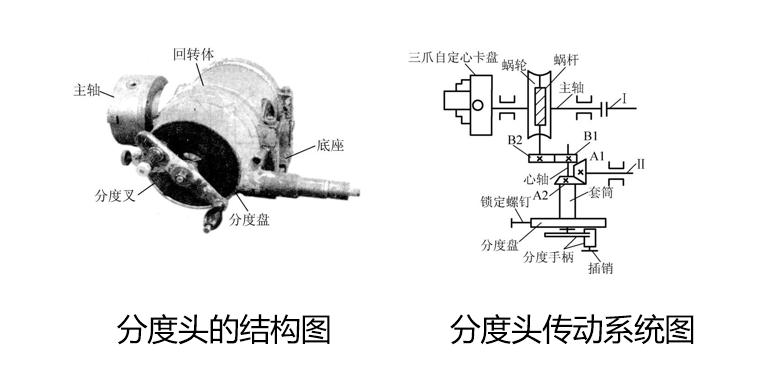
1.分度头规格
分度头的主要规格是以主轴中心到底面高度来表示的。
2.分度头结构与传动系统.
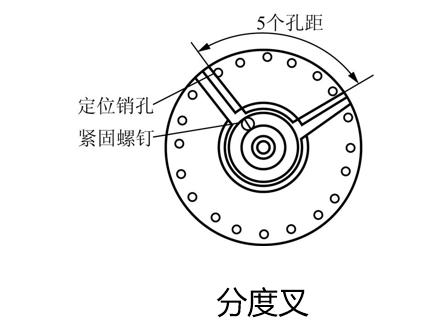
3.分度盘与分度叉
分度叉的夹角大小可以松开螺钉进行调整,在调节时,应注意使分度叉间的孔数比需要的孔数多一孔作为基准孔零件来计算。
4.几种常用的分度方法
(1)直接分度法。直接分度是将蜗杆与蜗轮脱开,利用主轴前端的刻度环进行,但分度后必须锁紧主轴,以防切削振动。
(2)简单分度法。简单分度是利用分度盘进行的,分度时首选用分度盘锁紧螺钉,将分度盘固定,手柄转数N手可用下式确定:
N手=40(分度蜗轮齿数/Z(工作所需等分数)
(3)差动分度法。当用简单分度法不能满足工件所需等份时,可利用差动分度。差动分度可达到任意等分。

某些零部件钳工加工比那些数控机床加工的效率高,速度更快。
最后我想说的是,女钳工太少了,真的少,还有钳工干活真的累,真累,真累啊!