热控专业 卫平宝 郭猛
1 现象
随着国家节能减排工作的深入开展,对火电厂的排放指标越来越严格,环保指标红线意识越来越得到重视,在煤炭的含硫量一定的情况下,如何利用现有的控制与调整手段,实现环保指标的低排放,摆在生产一线人员的面前,改善调节品质可以说是效益最大化、环保合法化的一个重要保障。
热控人员经过长期观察和试验,发现#1炉脱硫吸收塔浆液pH值控制品质有劣化趋势,通过与运行人员的沟通、交流,并学习系统流程,对劣化现象做了深入分析,调取主要参数变负荷期间的历史趋势,如图1所示:
1.1 变负荷过程pH值控制的变化趋势
如下图1参数曲线所示:
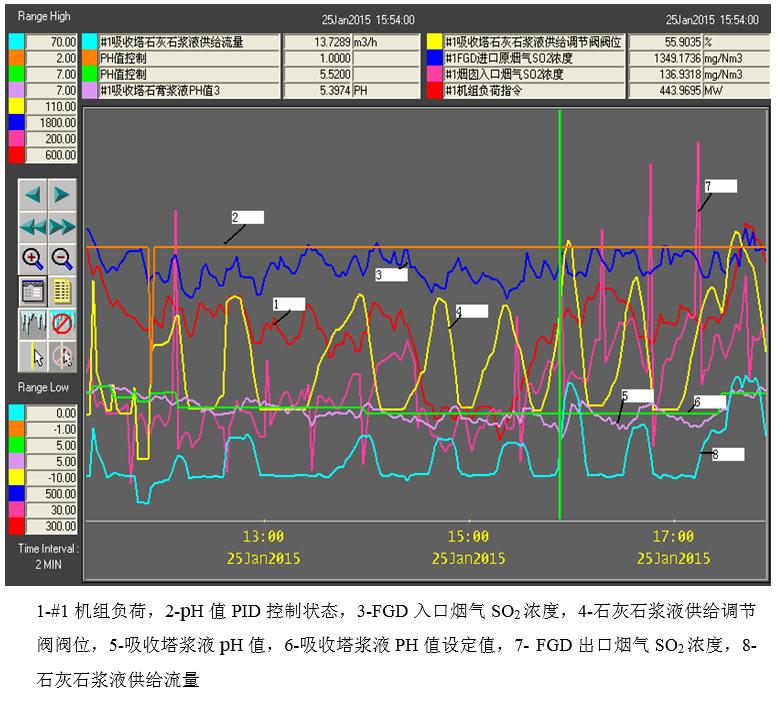
图1 变负荷期间主要参数变化趋势
图中可以看出:如图所示,优化前浆液pH值实际值与设定值偏差较大,最大偏差为0.13,石灰石浆液供给调节阀来回振荡,PID调节品质较差,导致脱硫效率在90%附近波动,严重偏离设计值。说明调节系统存在调节滞后、调节品质差现象。
通过上述现象判定,#1炉脱硫吸收塔浆液pH值控制品质出现异常情况。下面对造成这种异常的原因进行分析,并完成对策制定和异常处理。
2原因分析与处理对策:
2.1石灰石石膏湿法脱硫的脱硫效率主要影响因素分析
2.1.1吸收塔浆液pH值
烟气中SO2与吸收塔浆液接触后发生如下一些化学反应:
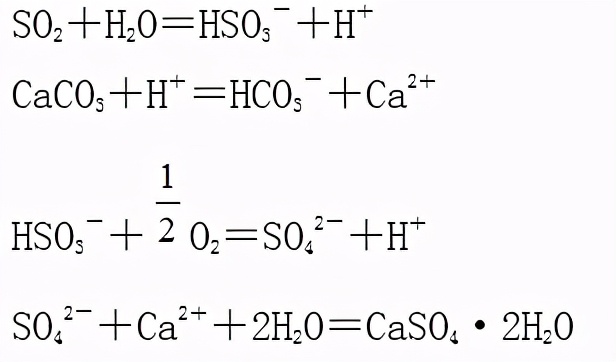
从以上反应历程不难发现,低的pH值有利于亚硫酸钙的氧化,石灰石溶解度增加,却使二氧化硫的吸收受到抑制,脱硫效率大大降低,当pH= 4时,二氧化硫的吸收几乎无法进行,且吸收液呈酸性,对设备也有腐蚀。高pH的浆液环境有利于SO2的吸收,而低pH则有助于Ca2+的析出,二者互相对立,具体最合适的pH值应在调试后得出,但一般pH在4~6之间。
2.2 pH值自动控制策略分析
原控制系统采用串级控制方案,主控制器设定值为pH值设定,实际值为pH实际值(三取中),输出为浆液流量控制值,并作为副调节器设定值,副调节器实际值为浆液实际流量,输出为供浆调节门开度指令。主副调节器均采用定参数运行。该方案在控制过程中存在问题,如流量不准,变煤种适应性差,变负荷适应性差,供浆管道易堵塞,pH值控制准确性差、动态偏差较大等。对脱硫率的影响较大,不满足日益高要求的脱硫率和SO2排放要求。下面将针对问题做控制策略优化和参数优化工作。
3 控制策略优化与效果检查
通过上述分析,发现pH值控制品质变差的几个相关原因,热控专业在办理异动申请,并审批后,开具工作票对pH控制系统进行为期一周的优化试验工作。
3.1 pH值自动控制策略优化
从6个方面进行自动控制策略优化,分别如下:
(1)针对流量不准的问题,采用单回路控制,取消原副调节器。优化后的调节器中设定值为pH值设定值,实际值为pH实测值,输出为供浆调节门开度指令。
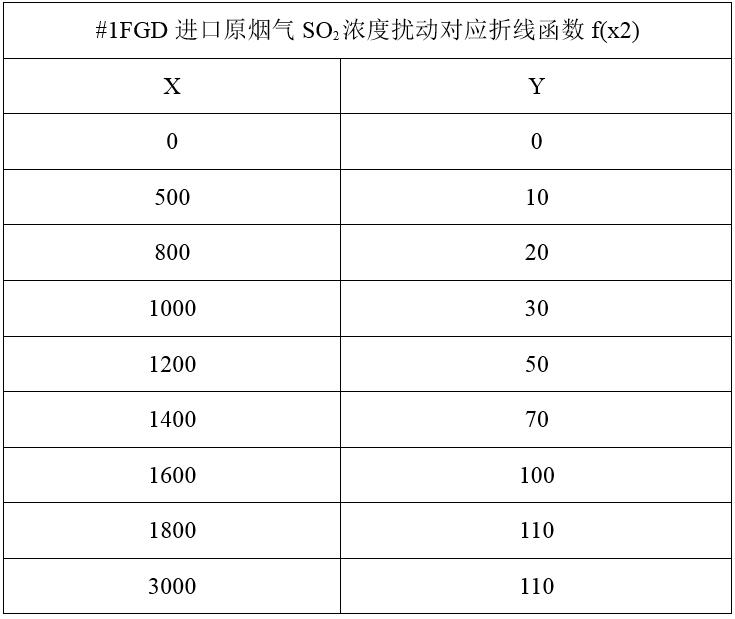
(2) 将#1机组负荷对应函数和#1FGD进口原烟气SO2浓度对应函数之和作为扰动引入到控制PID作为前馈,其公式为:0.8*f(x1)+0.2*f(x2), 并通过试验调整前馈系数,最终确定前馈系数为0.5,如表1、表2所示。
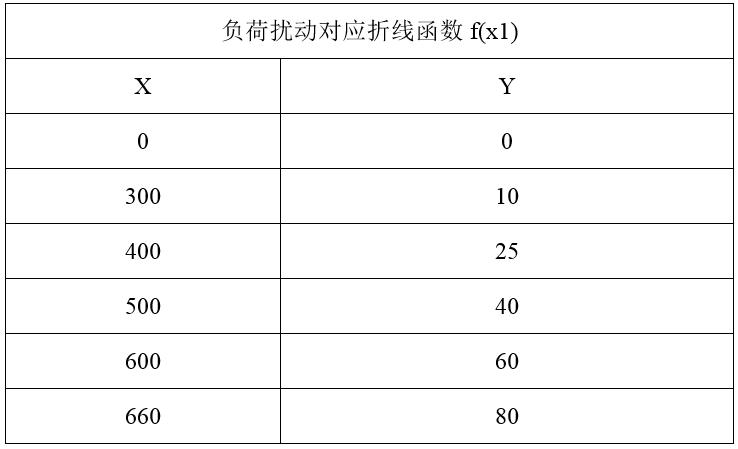
表1 负荷扰动对应折线函数f(x1)
(3)为防止供浆管道无流量或低流量时发生堵塞情况,设置调节器输出闭锁减条件:当供浆流量小于9m3/s时发闭锁减信号,使供浆调节门保持当前开度不减,维持管道流体流动,防止管道内堵塞。
(4)针对不同工况下烟气负荷变化对脱硫率影响,在PH值调节器中采用变参数调节,经过反复实验验证,稳态时最佳比例系数由原始值0.5调整为6.0,异常工况当#1炉烟囱入口烟气SO2浓度>95mg/m3时调整为8.0;积分系数由原始值10.0调整为0.3,实现调节器自适应变参数控制。
(5)同时适量增加微分先行环节,改善自动控制系统的动态特性。
(6)为提高控制系统可靠性,增加pH值自动控制切手动条件:当调节器输出指令与浆液调门实际阀位偏差>30%时,控制方式切至手动,同时发出“调节器故障”报警,提醒运行人员及时干预处理。
3.2 pH值优化后试验曲线分析
经过上述一系列优化处理,通过各种工况下试验,来分析优化后pH值自动控制效果。
3.2.1 pH值定值扰动试验
通过对pH值控制策略优化,做pH定值扰动试验,参数曲线如图2所示:
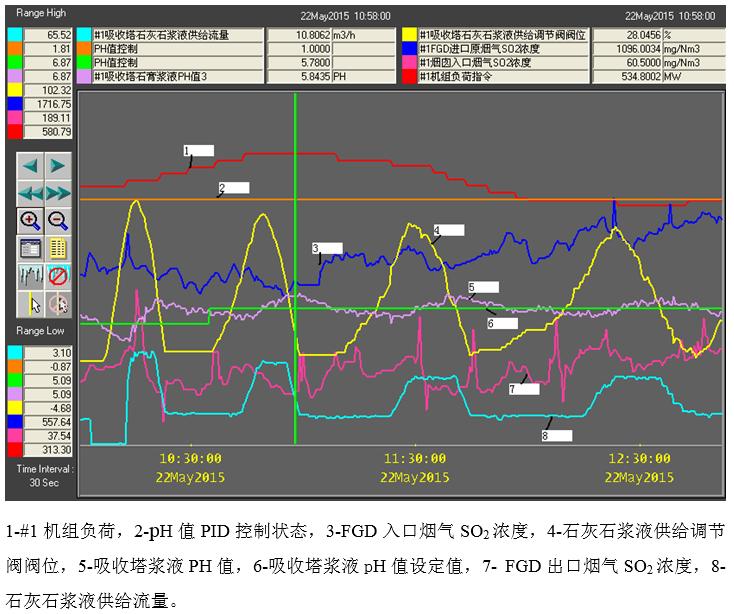
图2 pH值扰动试验下个参数变化趋势
如图2所示,当浆液pH设定值由5.68调整为5.78后,浆液PH值实际值与设定值最大偏差为0.06,石灰石浆液供给调节阀缓慢趋于稳定。此种情况下,脱硫效率可达到95%附近,大大降低排放指标。
3.2.2 变负荷试验
变负荷过程中,烟气流量及烟气温度随之变化,对脱硫率的影响,通过pH值控制,将脱硫率控制在90%以上。如图3所示:
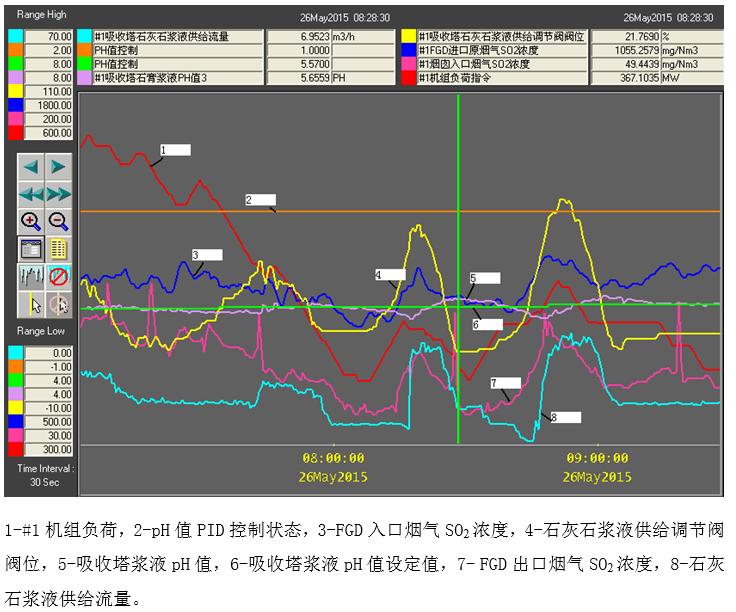
图3 变负荷工况下pH值参数变化趋势
如图3所示:#1机组负荷从560MW降至350MW,浆液pH值实际值与设定值最大偏差为0.08,说明在大幅变负荷工况下,PID调节器仍能将吸收塔浆液pH值控制在合适范围内。此种情况下,脱硫效率可达到95%附近,大大降低排放指标。
3.2.3稳定工况
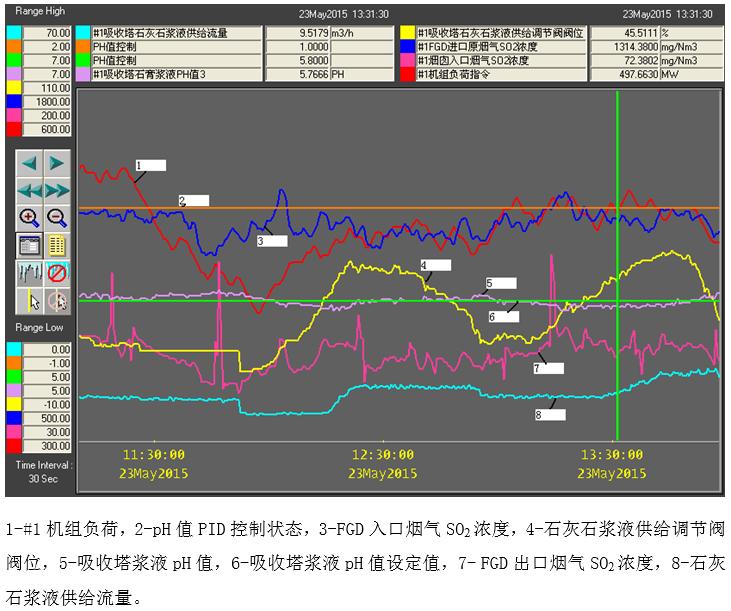
图4 稳定负荷工况下pH值参数变化趋势
如上图4所示:机组负荷稳定在500MW左右时,吸收塔浆液pH值实际值与设定值最大偏差为0.05,此种情况下,脱硫效率可达到95%附近,大大降低排放指标。
3.3效果分析
根据以上吸收塔pH值优化前后各参数曲线分析可知,优化后吸收塔浆液pH值实际值与设定值偏差明显减小,供浆调节阀频繁振荡减弱,提高脱硫效率,提高运行经济性的同时降低了设备损耗。
4 总结与下一步措施
针对上述#1炉脱硫吸收塔浆液pH值控制变化趋势异常的分析,通过#1炉脱硫吸收塔浆液pH值调节调取趋势观察与分析,发现#1炉脱硫吸收塔浆液pH值控制调节在负荷、煤质(含硫份)发生变化的情况下,原自动控制方案及参数不满足现有的参数控制要求,pH值调节出现波动大的劣化趋势。通过分析,制定优化方案并经过长时间的在线优化与试验,#1炉脱硫吸收塔浆液pH值自动控制品质得到显著提高。
针对此次趋势异常的处理,在PH值调节控制上虽取得一定的效果,但整个系统还有很多不完善的地方,在今后的工作中,我们需做好以下工作:
①、加强设备、变送器日常巡检,每日检查吸收塔pH值控制系统主要参数变化趋势,如出现异常变化,及时汇报并分析处理。
②、加大自动控制系统的控制逻辑梳理力度,做好热控专业的老师带徒培训,早日培养出优秀的专业技术人员。
③、利用机组停机机会检查吸收塔pH值控制相关逻辑,对优化的部分要及时上传、保存,并做好相关记录。
④、上述优化对pH调节的波动虽有很大好转,但是吸收塔浆液供给调节阀的线性存在一定的问题,导致调节效果达不到理想状态,建议利用机组大修机会,对阀门进行检查、更换,当阀门的线性得到保证后,会进一步提高pH值控制品质,有利于脱硫效率的进一步提高,达到减低排放的目的。
⑤、#1炉脱硫系统浆液pH值自动应在设备正常的情况下提高投运率,对自动情况下出现的调节品质变差,运行人员可及时通知热控专业进行检查、整定试验,以保证良好的pH值自动控制品质。